Изобретея.ие относится к ювелирной промышленности, к области производства ювелирных изделий.
Известен пуансон для закрепления вставок ювелирных -изделий, имеющий в осеозом сечении выемку по форме вставки.
Однако в случае закрепки изделий со в-ставкой из хрупкого материала происходит ее обламывание, сколы и растрескивание.
Для предотвращения повреждения вставки при закреплении угол наклона поверхности пысмки в заходной части больше угла наклона граней вставки на величину от 5 до 20°, а угол наклона поверхности выемки в рабочей части ; 1еньшс угла наклона граней вставки на величнну от 1 до 5°.
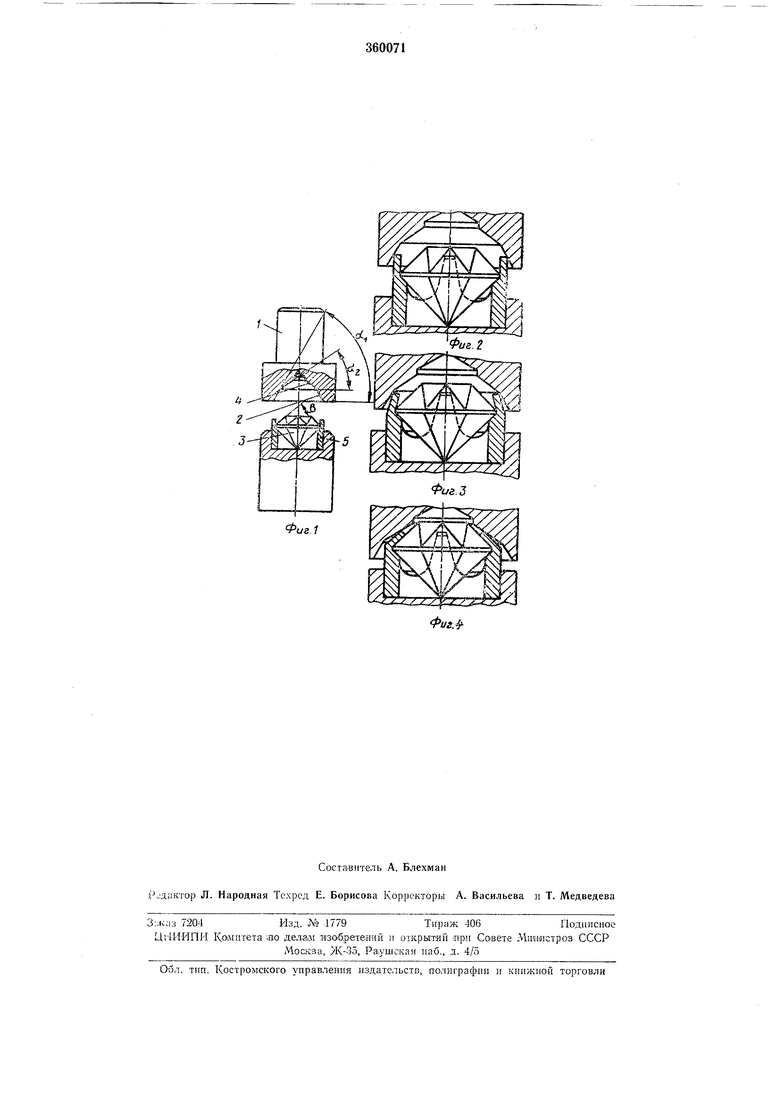
На фнг. 1 представлен пуансон в момент, предшествующий процессу закрепления вставки, общий вид; на фиг. 2 - расположение пуансотта по отношению к пставке в момент загибки клапанов; на фиг. 3 - расположение выемки пуансона по отнопшиию :К «ставке в ыомент предварительного загибания клапанов; на фиг. 4 - расположение выемки пуансона в момент окончательного загибания клапанов.
Пуансон / имеет выемку, которая в осевом сечении в заходпой части 2 имеет угол наклона поверхности oi больше угла наклона грани Р вставки 3 1 том же сечен гн на веЛИчину от 5 до 20°, а в рабочей части 4 угол наклона поверхности U2 меньше угла
грани
наклона вставш р на -величину от 1 до 5°.
по
В любом понеречном сечении выемка пуансона повторяет форму рундиста вставки Л в .-лане.
Пуансон / двнлчется к закрепляемой вставке 3, располол еш-юй между клапанами 5 ювелирного изделия. При движеиии нуансона нонерхность выемки в заходной части 2 нроизвод гт предварительную загибку клапанов, а при
0 дальнейшем движении пуансона рабочая часть 4 поверхности выемки пронзводнт окончательную загибку клапанов, прнжнмая кланан 5 к вставке 3 не по всей поверхности клапанов, а только в их крайних точках. В ре5зультате давление передается вставке в точках, расположенных под кончиками клапанов на некотором расстоянии от руиднста.
Предмет и з о б р е т е н н я
0
Пуансон для закрепления декоративных вставок ювелирных изделий, имеющий в осевом сечении выемку по форме вставки, отличающийся тем, что, с целью иредотвращенип
5 повреждения вставки при закренлении, угол наклона поверхности выемки в заходной части оольпю угла наклона граней вставки на величииу от 5 до 20°, а угол наклона иоверхности HbieMKir в рабочей части меньп1е угла наклона граней вставки на величину от 1 до 5°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
| Устройство для закрепления вставки ювелирного изделия | 1983 |
|
SU1158156A1 |
| Пуансон для закрепления вставки ювелирного изделия | 1986 |
|
SU1496761A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПРОКАТА | 1992 |
|
RU2021065C1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Способ изготовления ювелирных изделий | 1990 |
|
SU1771668A1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| Устройство для изготовления изделий из проволоки | 1989 |
|
SU1703231A1 |
| Штамп для изготовления полос с поперечными гофрами | 1982 |
|
SU1091962A1 |
| ЮВЕЛИРНОЕ УКРАШЕНИЕ | 2015 |
|
RU2620240C2 |