Изобретение относится к обработке металлов давлением и может быть использовано при получении лент из проката круглого, квадратного, прямоугольного сечений, изготовленного из различного металла, в том числе из жаропрочных и нержавеющих сталей.
Известны конструкции валков пpокатных станов, состоящих из двух цилиндрических валков, между которыми пропускается прокат (1).
Недостатком указанных станков является громоздкость и металлоемкость конструкций. Для получения значительного уширения проката необходимы валки диаметром до 800 мм и выше. Такие валки требуют больших объемов обжатия, что не всегда возможно.
Известен инструмент для поперечно-клиновой прокатки, содержащий основание и установленные на нем рабочие клинья с наклонными основными и дополнительными деформирующими гранями, ступени которых образованы площадками, параллельными основанию и сопряженными с деформирующими гранями (2).
Инструмент служит для прокатки цилиндрических деталей, где клин выполнен параллельно основанию. Таким методом невозможно деформировать непрерывно движущийся прокат.
Существуют конструкции поперечно-клиновых валковых станов, где рабочий инструмент состоит из валков с клиновой калибровкой. Рабочие валки имеют диаметр до 980 мм. Изготовление их весьма сложно, большая металлоемкость (3).
Такими валками невозможно обрабатывать постоянно движущийся прокат, например ленты.
Известны конструкции ротационно-ковочных машин (прототип изобретения) с неподвижным шпинделем, вращающейся вокруг него обоймой с сепаратором и цилиндрическими роликами, воздействующими на ползуны и бойки (4). Возврат ползунов после обжатия обеспечивается пружинами.
Недостатком такой конструкции является то, что для обеспечения возврата, пуансоны крепятся с ползунами, что усложняет их геометрическую форму и затрудняет изготовление. Кроме того такая конструкция затрудняет применение регулировочной прокладки, устанавливаемой между ползуном и пуансоном и компенсирующей износ пуансона, что сокращает срок его службы.
Технический результат заключается в улучшении эксплуатационных свойств двухбойковой ротационно-ковочной головки, исключении перекоса обрабатываемого проката и в получении максимального уширения и высокого качества поверхности обрабатываемого проката.
Технический результат достигается тем, что в автомате для изготовления ленты из проката, содержащем станину, узел правки, узел ручной подачи, фрикционную муфту, двухбойковую ротационно-ковочную головку с вращающейся наружной обоймой и бойками, рабочая поверхность которых состоит из заходного и калибрующего участков, и средство возврата бойков в исходное положение, средство возврата бойков выполнено в виде подпружиненных вставок, расположенных под углом 90о к бойкам с возможностью взаимодействия с ними, при этом заходный участок бойков выполнен с направляющей полостью по форме проката и расположен под углом 8...15о к его основанию и содержит клин с наклонными образующими его сторонами, а калибрующий участок содержит параллельную основанию ступенчатую компенсационную часть, ступени которой перпендикулярны оси подачи, а их высота соответствует величине допуска проката по толщине, причем ступени сопряжены между собой наклонными к их плоскости участками.
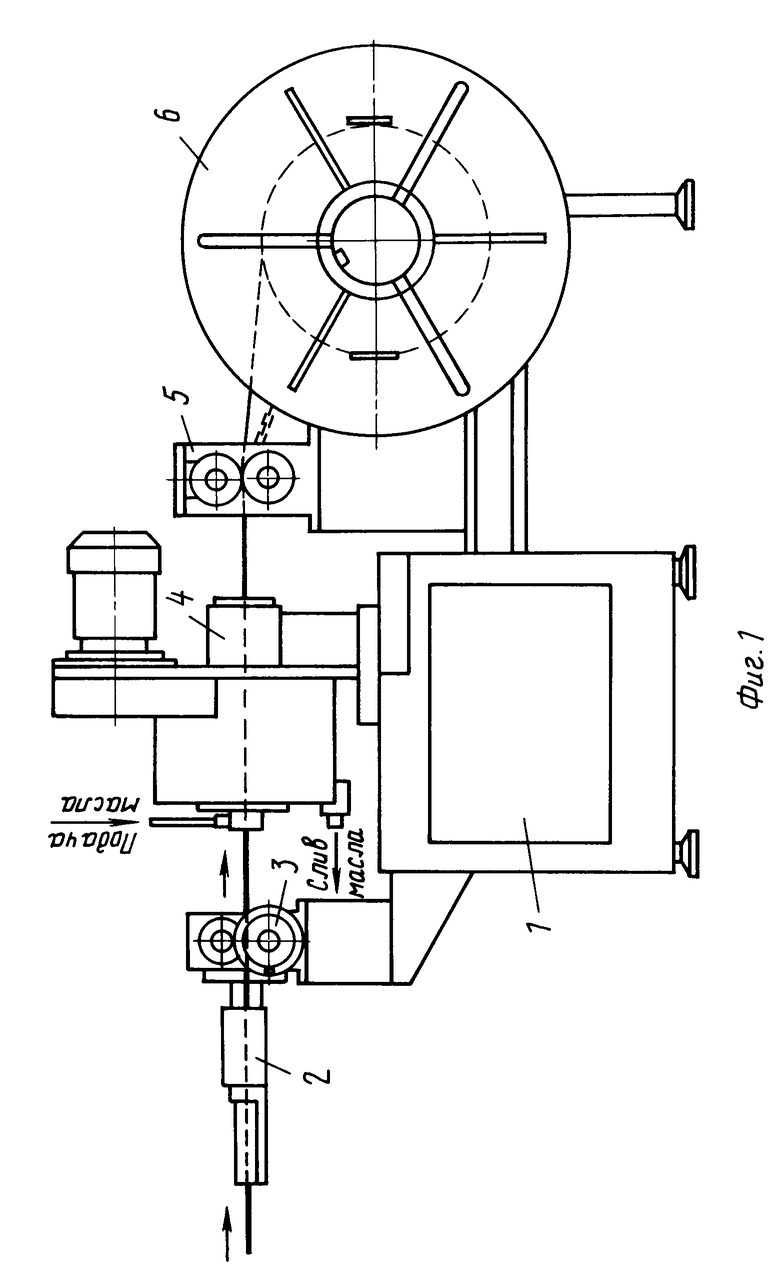
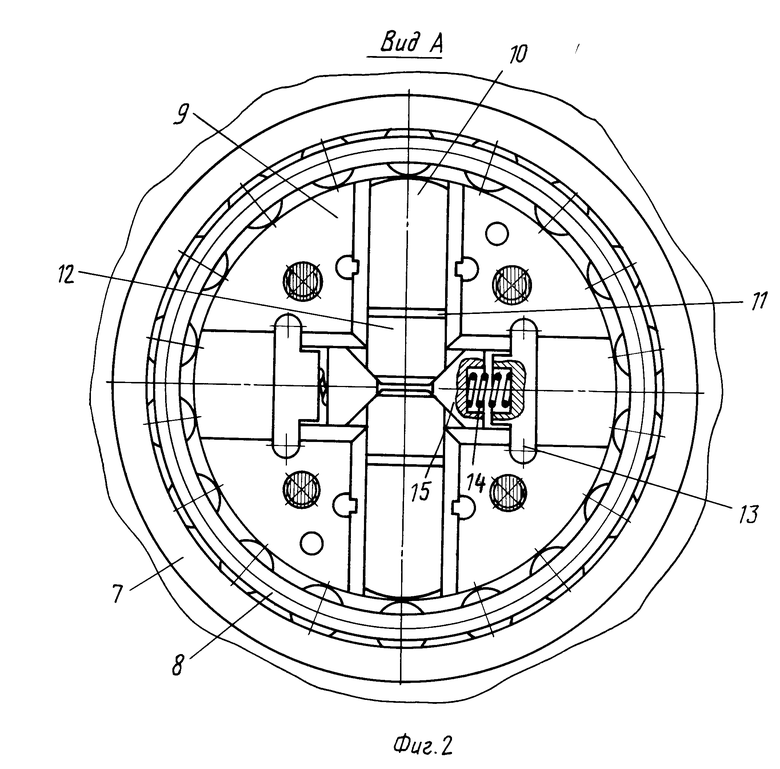
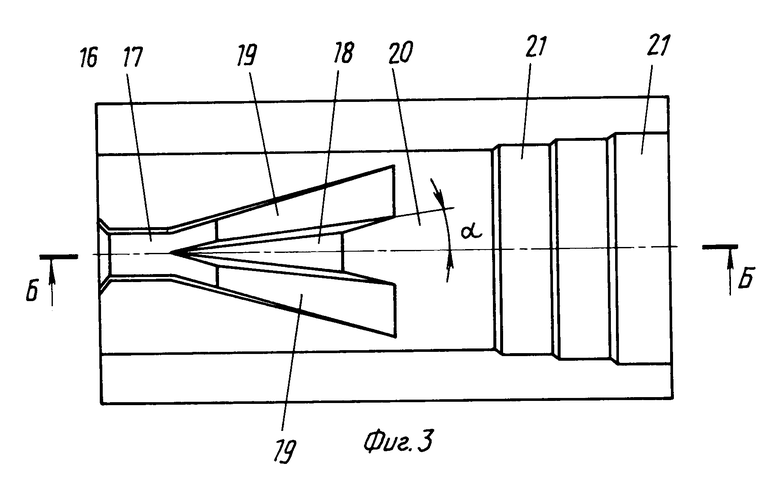
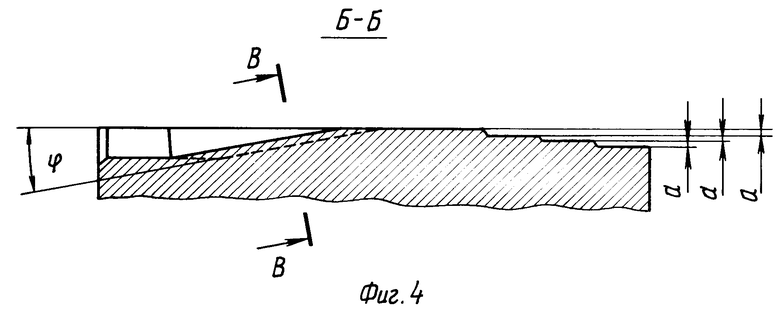
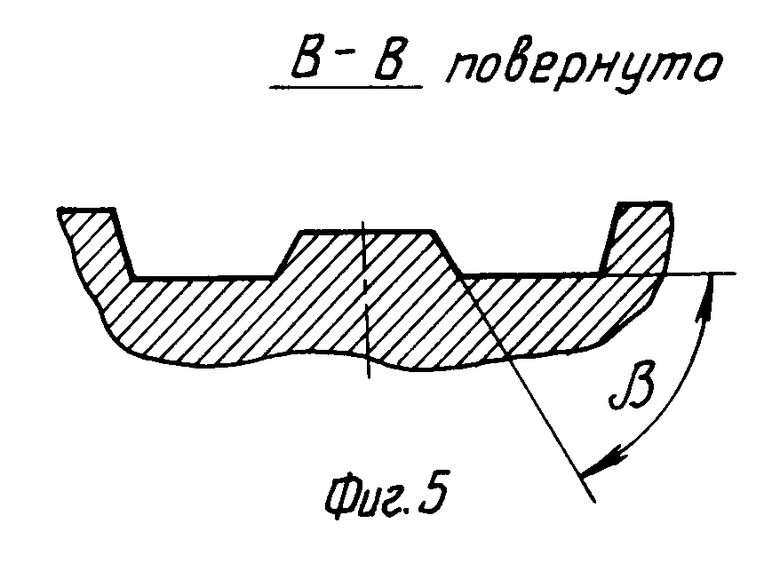
На фиг.1 изображен предлагаемый автомат; на фиг.2 - вид по стрелке А на фиг. 1; на фиг.3 - боек в плане; на фиг.4 - разрез Б-Б на фиг.3; на фиг.5 - разрез В-В на фиг.4.
Автомат для изготовления ленты из проката содержит станину 1, на которой крепятся все узлы: узел правки 2 роликового типа с правкой в 2-х взаимно перпендикулярных плоскостях, узел ручной подачи 3, состоящий из 2-х роликов с ручным приводом одного из них; ротационно-ковочную головку 4, где идет формообразование ленты из проката; механизм натяжения ленты 5, состоящий из двух роликов с приводом от двигателя постоянного тока через редуктор (на фиг. не показано), являющимся одновременно приводом узла намотки 6 с фрикционной муфтой (на фиг. не показана), состоящим из барабана, на который наматывается лента.
Ротационно-ковочная головка 4 состоит из вращающейся наружной обоймы 7, внутри которой установлен сепаратор с роликами 8, взаимодействующими с неподвижным шпинделем 9 и ползунами 10, которые через прокладки 11 воздействуют на бойки 12, обратный ход которых обеспечивается вставкой 13, не имеющей контакта с роликами, через пружину 14 упором 15.
Боек 12 содержит корпус 16, направляющую полость для проката 17, параллельную основанию бойка. Направляющая полость необходима для исключения перекоса проката при подаче на клин 18, образованный полостями 19.
Клин 18 выполнен под углом ϕ, равным 8-15о, к основанию бойка и служит для получения необходимого уширения, зависящего от угла заострения α . С увеличением угла заострения увеличивается уширение. Таким образом угол α (15-70о) выбирается в зависимости от необходимого уширения и в зависимости от сечения проката.
Угол наклона боковой поверхности клина β = 45о служит для повышения качества поверхности и с его уменьшением улучшается качество поверхности, однако увеличивается усилие формообразования.
Клиновая поверхность 18, образованная полостями 19, переходит в калибрующий участок 20, параллельный основанию. Этот участок калибрует уширенный прокат в размер.
Калибрующий участок 20 переходит в компенсационный участок 21, параллельный основанию, состоящий из степеней, перпендикулярных оси подачи с перепадом ступеней на величину допуска ленты по толщине, причем переходы ступеней выполнены под углом. Ступени служат улучшению качества поверхности ленты.
При износе калибрующего участка калибровка происходит на одной из ступеней, при износе которой калибровка осуществляется на следующей и т.д.
Автомат для изготовления ленты из проката работает следующим образом.
Прокат из бухты вручную через механизм правки 2 подается в узел ручной подачи 3 с ручным приводом одного из роликов, которым прокат направляется в ротационно-ковочную головку 4, где он формообразуется в ленту. Затем лента движется до захвата механизмом натяжения 5, имеющим привод от двигателя постоянного тока через редуктор. Лента подается на узел намотки 6, где фиксируется. Узел намотки 6 связан с приводом через фрикционную муфту для проскальзывания при изменении скорости намотки ленты из-за увеличения диаметра намотки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования деталей с наружным винтовым регулярным рельефом | 1989 |
|
SU1680430A1 |
| Устройство для правки круглого проката | 1988 |
|
SU1701406A1 |
| Установка для автоматической сборки и сварки | 1989 |
|
SU1662794A1 |
| Устройство для разделения круглого проката | 1990 |
|
SU1819192A3 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2013 |
|
RU2542135C2 |
| Способ кузнечной протяжки | 1989 |
|
SU1639861A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
Использование: обработка металлов давлением, в частности получение лент из проката ротационной ковкой. Сущность изобретения: автомат содержит двухбойковую ротационно-ковочную головку и средство возврата бойков выполнено в виде подпружиненных вставок. Вставки расположены под углом 90° к бойкам с возможностью взаимодействия с ними. Заходный участок бойков расположен под углом 8-15° к его основанию и содержит клин с наклонными образующими его сторонами. Калибрующий участок содержит параллельную основанию ступенчатую компенсационную часть. Ступени перпендикулярны оси подачи, высота ступеней соответствует величине допуска проката по толщине. Ступени сопряжены между собой наклонными к их плоскости участками. 3 з.п.ф-лы, 5 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Ю.С.Радюченко | |||
| Ротационная ковка | |||
| М., Машгиз, 1962, с.51-53. | |||
