Изобретение относится к области металлургии.
В тепловых агрегатах многих отраслей промышленности все более широкое применение находит замена огнеупорной кирпичной кладки ,гарни1ссаж1ной футер|ОВ1кой. Такая футеровка юбразует.ая 1на Охлаждаемой о.шлгооваиной поверхности, .н-а которую тредва1р1Ительно была нанесена oirHeyinopwa-H -набивка. CipOK сл1у:Ж,бы такой футеровки зависит от
стойкости 1ШИП01В.
При существующей практике изготовления ощилова«ной поверхности нроизводится ириварка точеных шяиов к п01Вбрхно€ти, предварительно зачищенной до металлического блеска.
При такой технологии изготовления ухудщается отвод тепла щипами, так как не обеспечивается плотный тепловой контакт щилои с охлаждаемой поверхностью и снижается теплопроводность в месте приварки шипа.
По этой причине шипы подвергаются лерегреву с последующим разрушением за счет окалинообразования, что влечет за собой и разрушение футеровки.
С целью улучшения стойкости гарниссажной футеровки, увеличения теплопроводности шипа до предельного уровня для данного металла, в предлагаемой гарниссажной футеровке шипы выполнены за одно целое с поверхностью основания, например, путем механической обработки (сверление, строгание и т. п.) или пластической деформации (прокатка и т. п.).
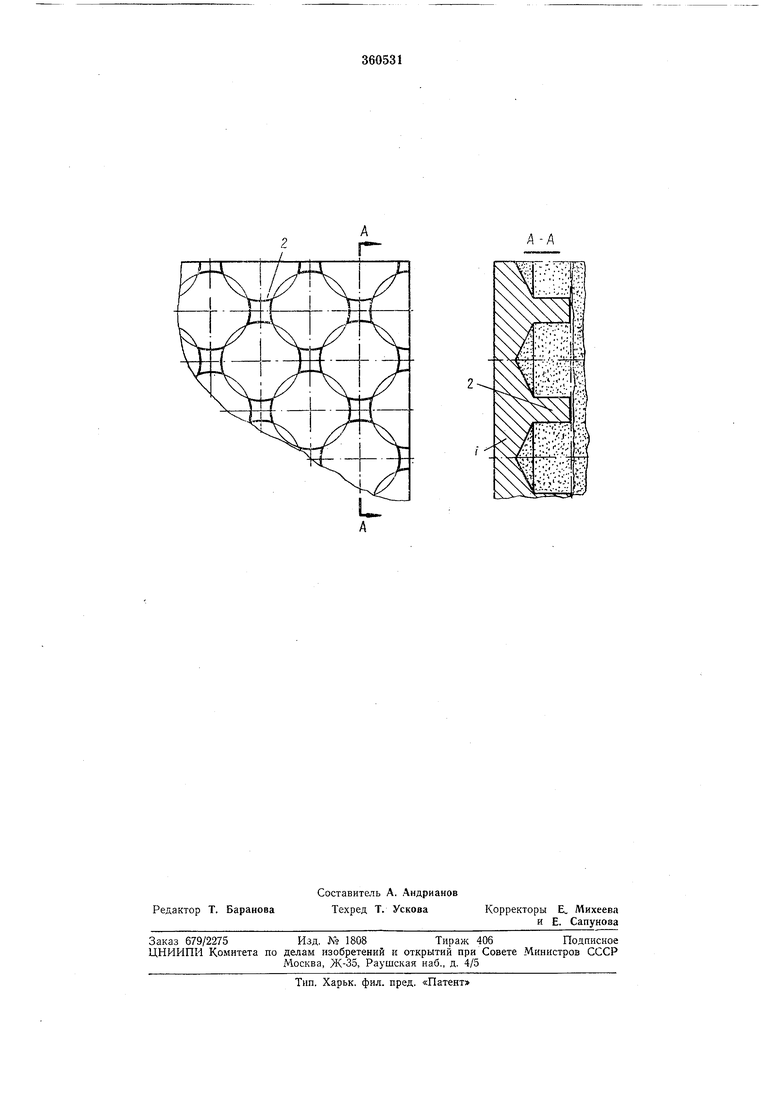
Па чертеже показана ошипованная поверхность с разрезом но А-А.
Охлаждаемый ошипованный лист / изготовлен с шипами 2 из одной заготовки опособоМ сверления.
:преи:муще ств .по сокращеиию технологических операций, ошипованная поверхность, изготовленная предлагаемым способом, обладает надежной стойкостью, так как достигается предельно возможный отвод тепла. За счет улучшения отвода тепла от шипов их температура снижается на 300-400°С, благода ря чему исключаемся их перегрев и гара(нтИ|руется над.ежгяая стойкость гар|Ниссажной футеровки.
Предмет изобретения
Гарниссажная футеровка, выполненная в виде поверхности с расположенными по нормали к ней щепами, .между которыми уложена огнеупорная набивка, отличающаяся тем, что, с целью увеличения тенлопроводности ;г увеличения стойкости, шины выполнены за одно целое с поверхностью основания, например, путем механической обработки или пласА-А
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПТ6Финд жтт | 1973 |
|
SU384878A1 |
| ЗАДНЯЯ СТЕНКА МАРТЕНОВСКОЙ ПЕЧИ | 1970 |
|
SU263622A1 |
| ОГНЕУПОРНАЯ НАБИВНАЯ МАССА ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ | 1971 |
|
SU313820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ | 1971 |
|
SU423976A1 |
| ФУТЕРОВКА СТЕН МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 1966 |
|
SU222410A1 |
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2001 |
|
RU2212015C2 |
| Способ тепловой обработки футеровки металлургических емкостей | 1990 |
|
SU1770076A1 |
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| ТРУБЧАТАЯ ПЕЧЬ ДЛЯ ОГНЕВОГО НАГРЕВА НЕФТЕПРОДУКТОВ | 1998 |
|
RU2140434C1 |
| ФУТЕРОВКА СТЕНКИ ПЕЧИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2134393C1 |