Изобретение относится к области штамповки ноковок, используемых в кузнечно-штамповочном производстве. Известны способы изготовления поковок круглых в плане с отверстием, заключающиеся в горячем формообразовании сплошной заготовки в закрытом штампе за несколько переходов и прошивке отверстия. В процессе производства поковок известными способами неизбежно получается некоторое количество поковок с частично незаполненным контуром и заниженными размерами в особенности периферийных зон вследствие износа рабочей полости штампа. Изобретение устраняет указанные недостатки за счет того, что перед окончательным переходом формообразования в отверстие заготовки укладывают «выдру, полученную от прошивки отверстия и предварительно нагретую на 350-400° ниже температуры поковки, а после формообразования осуществляют дополнительную прошивку отверстия. На фиг. 1 изображен процесс деформирования заготовки со сквозным отверстием; на фиг. 2 - то же в случае наметки под отверстие. Осуществляют способ следующим образом. Поковка I, круглая в плане или близкая к этому нагревается до ковочной температуры и закладывается в штамп. Одновременно в отверстие поковки укладывают две «выдры 2, если отверстие в поковке сквозное, или одну «выдру в случае наличия перемычки непрошитого отверстия, при этом «выдру предварительно нагревают на 350-400° ниже температуры поковки. Менее нагретая «выдра. будет вытеснять металл из уклонов отверстия или из его перемычки, заполняя переферийные зоны поковки. Предмет изобретения Способ изготовления поковок, круглых в плане, с отверстием, заключающийся в горячем формообразовании сплошной заготовки в закрытом штампе за несколько переходов и прошивке отверстия, отличающийся тем, что, с целью улучшения заполнения переферийных зон поковки, перед окончательным переходом формообразования в отверстие заготовки укладывают «выдру, полученную от прошивки отверстия и предварительно нагретую до температуры на 350-400° ниже температуры поковки, а после формообразования осуществляют дополнительную прошивку отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ И ПОЛОТНОМ | 1990 |
|
RU1824786C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
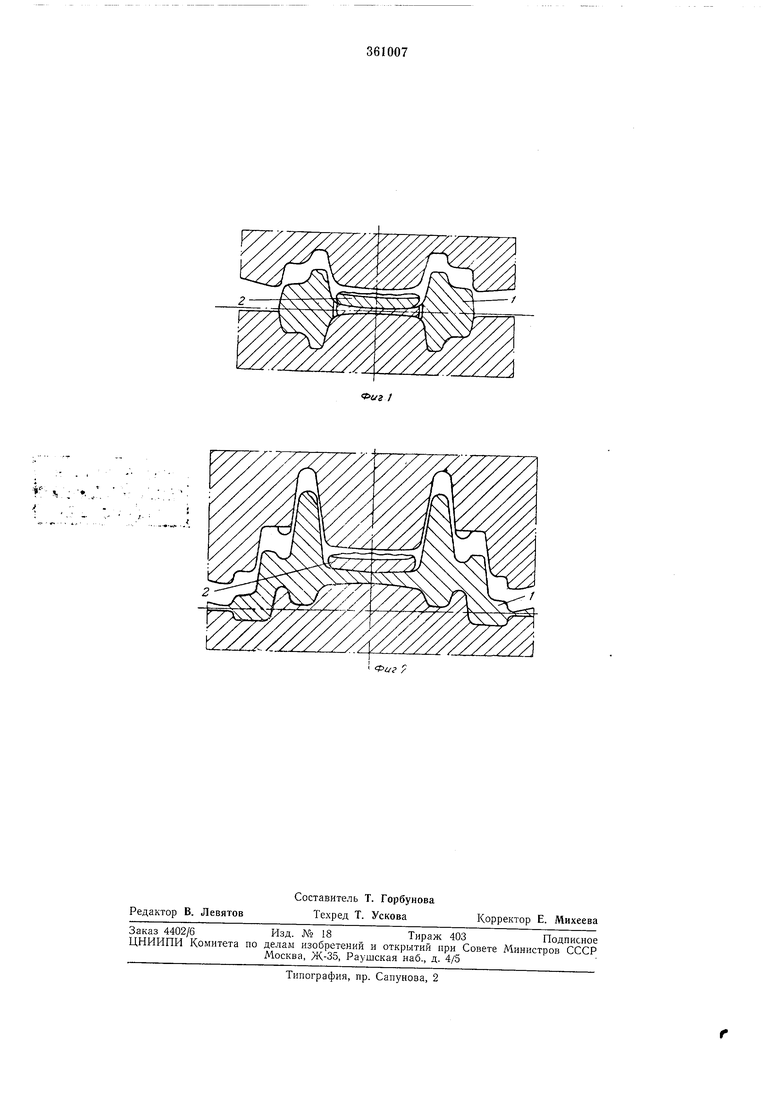
Фиг /
