1
Изобретение относится к области электроэрозионной обработки н может быть использовано в инструментальном производстве при изготовлении отдельных типов острильных вальцов и других аналогичных типов деталей.
Известны способы электроэрозионной обработки фасонных профилей валков методом копирования геометрических форм электродаинструмента, и.меющего форму, соответствующую размерам обрабатываемого валка. Известные способы не обеспечивают точности переходов от одного профиля к другому, требуют использования точного электрода-инструмента.
Цель изобретения - упрощение процесса. Поставленная цель достигается применением в качестве электрода-инструмента специальной пластины и использованием вибрации электрода-инструмента в сочетании с изменяющейся по определенному закону скоростью подачн электрода-инструмента.
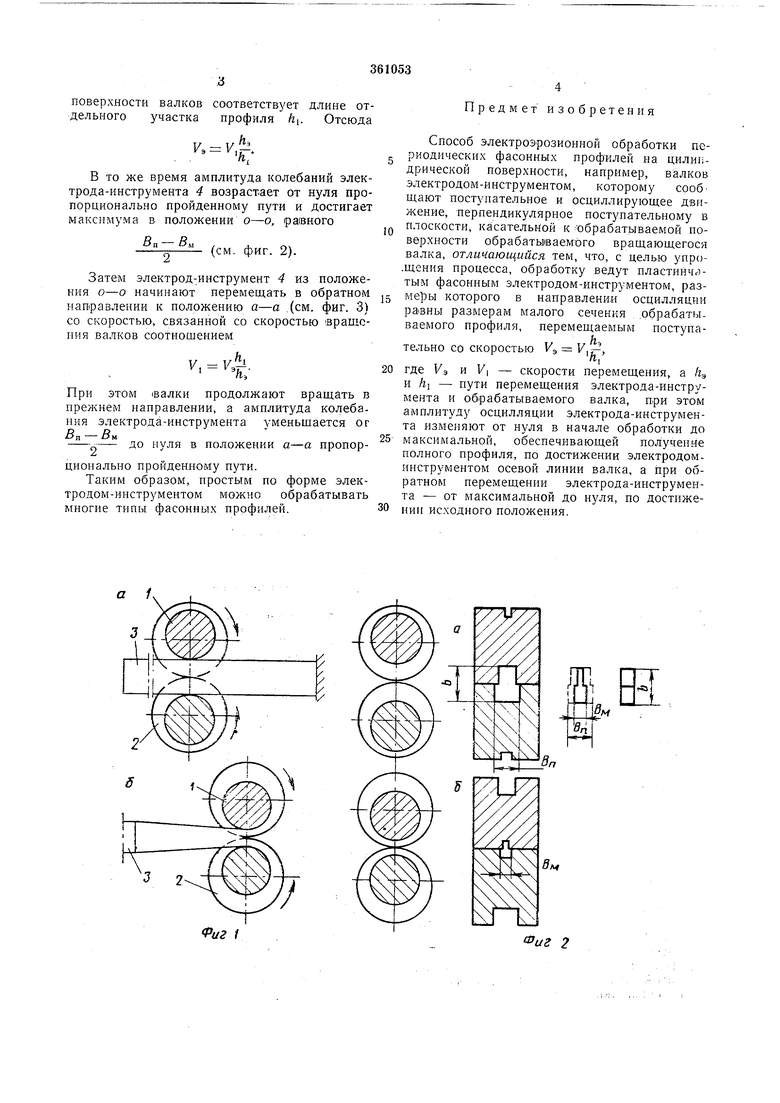
Па фнг. 1 изображены фасонные валки, применяемые при остреннн заготовок фасонного профиля а-начальное положение, б- конечное положение при ост1рении заготовки); на фиг. 2 - положения валков, при которых образуется большое (а) и малое (б) сечения профиля при их сопряжении, а также пластинчатый электрод-инструмент; на фиг. 3 - схема обработки валков.
Процесс осуществляется следующим образом.
Обрабатываемые валки 1, 2 (см. фиг. 1) устанавливают в приспособлении так, как их используют при заострении заготовок 3 фасонного профиля. В качестве электрода-инструмента (см. фиг. 2) применяют пластииу, профиль которой по высоте равен максимальной высоте в обоих профилей валков, а гю щирине равен ширине профиля валка в самом малом сечении.
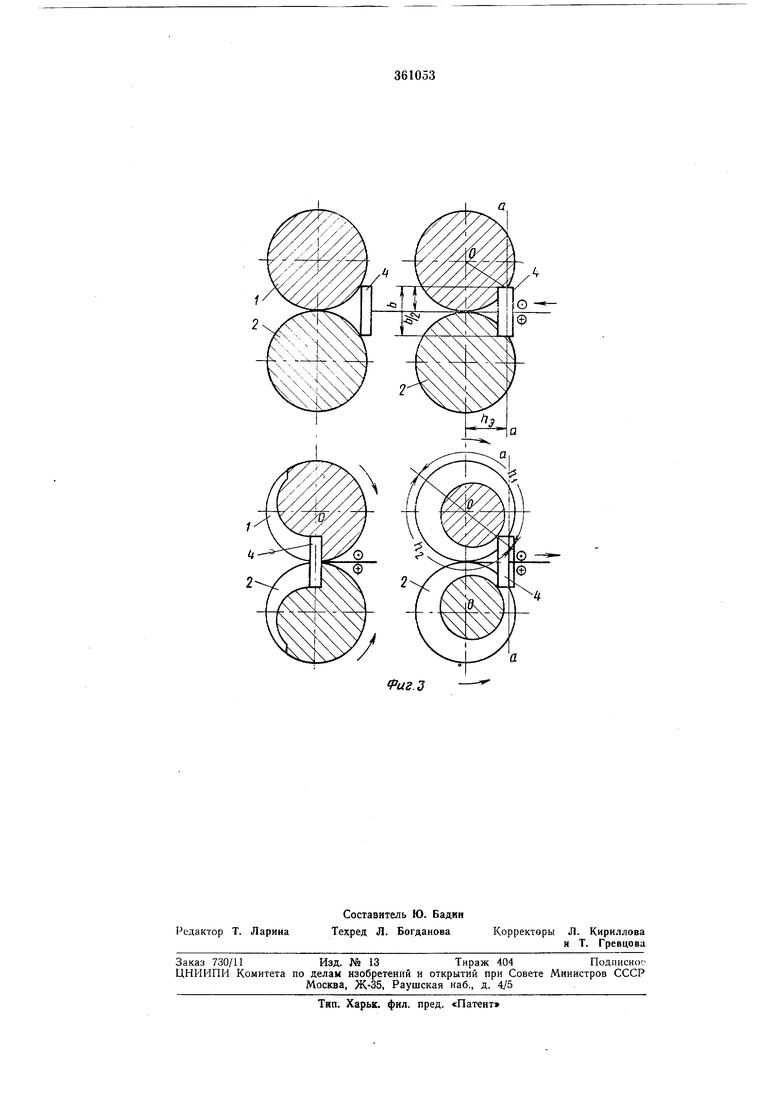
В начале процесса электрод-инструмент 4 перемещают в сторону .валков /, 2 до тех пор,
пока он не обработает профиль с требуемыми минимальными размерами. Затем валки начинают вращать навстречу друг другу с равной скоростью, связанной со скоростью перемещения электрода-инструмента. С этого момента первую часть профиля валков профилируют при перемещении пластинчатого электрода-инструмента из положения а-а ,в положение о-о (см. фиг. 3) и вибрации электрода-инструмента в направлении, параллельном оси валков. Электрод-инструмент, перемещаясь из положения а-а в положение о-о, проходит путь АЭ. За это же время валки, имеющие равные скорости У , должны повернуться на угол, при котором дуга по наружной поверхности валков соответствует длине отдельного участка профиля hi. Отсюда V -V - - А/ В то же время амплитуда колебаний электрода-инструмента 4 возрастает от нуля пропорционально пройденному пути и достигает максимума в положении о-о, равного D п м (см. фиг. 2). Затем электрод-инструмент 4 из положения о-о начинают перемещать в обратном наоравлении к положению а-а ,(см. фиг. 3) со скоростью, связанной со скоростью вращения валков соотношением V - V V 1 - t эл 1эПри этом -валки продолжают вращать в прежнем направлении, а амплитуда колебания электрода-инструмента уменьшается ог до нуля в положении а-а пропорционально пройденному пути. Таким образом, простым по форме электродом-инструментом можно обрабатывать многие типы фасонных профилей. Предмет изобретения Способ электроэрозионной обработки периодических фасонных профилей на цили ;дрической поверхности, например, валков электродом-инструментом, которому сообщают поступательное и осциллирующее движение, перпендикуляриое поступательному в плоскости, касательной к обрабатываемой поверхности обрабатьшаемого врашающегося валка, отличающийся тем, что, с целью упрощения процесса, обработку ведут пластинчаты.м фасонным электродом-инструментом, размеры которого в направлении осцилляции равны размерам малого сечения .обрабатряваемого профиля, перемещаемым поступательно со скоростью э 1й где УЭ и 1/1 - скорости перемещения, а Лэ и Л) - пути перемещения электрода-инструмента и обрабатываемого валка, при этом амплитуду осцилляции электрода-инструмента изменяют от нуля в начале обработки до максимальной, обеспечивающей получение полного профиля, по достижении электродоминструментом осевой линии валка, а при обратном перемещении электрода-инструмента - от максимальной до нуля, по достижении исходного положения.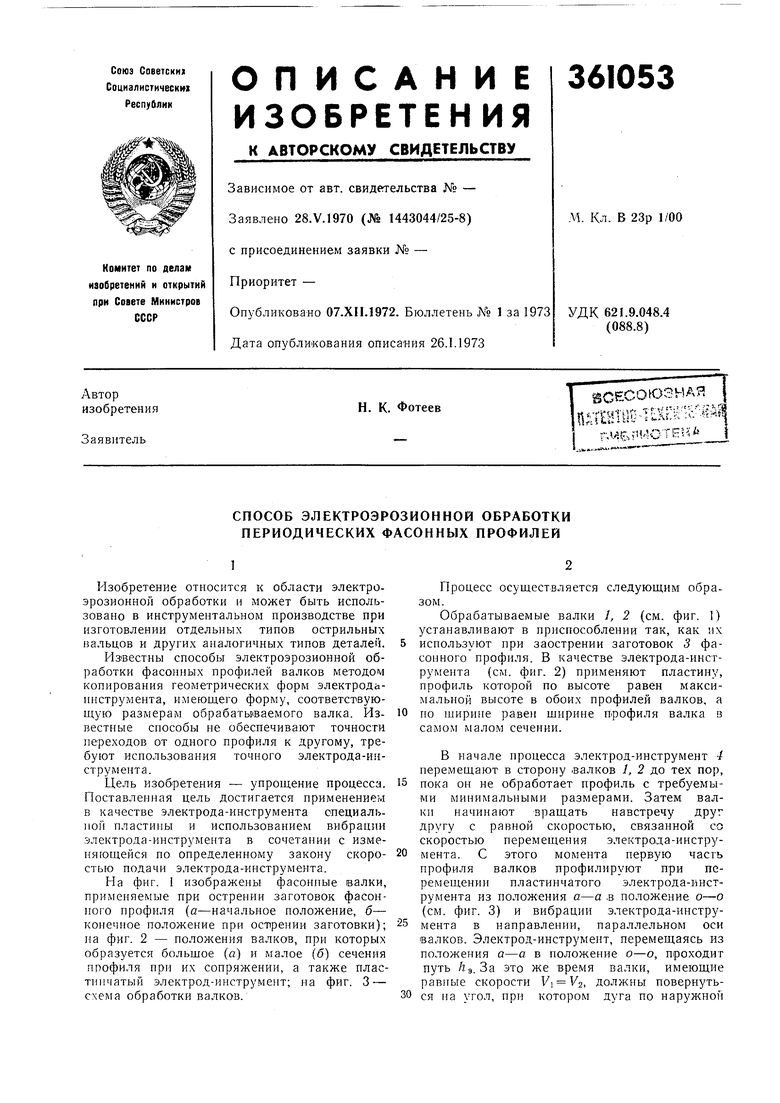
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки фасонных поверхностей | 1967 |
|
SU285739A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
(Риг
S3
озиг 2
