Изобретение может использоваться при электроимпульсной обработке полостей, например отверстий.
Известны способы электроэрозиоиной обработки, при которых обработку осуществляют при следящем перемещении электрода-инструмента в основной вертикальной плоскости и при следящем непрерывном или дискретном изменении амплитуды осцилляции, перпендикулярной направлению основного движения.
Предлагаемый способ электроэрозионной обработки фасонных поверхностен отличается тем, что дополнительно осуществляют следящее изменение скорости и направления кругового поступательного движения электрода-инструмента, направленного по касательной к обрабатываемой поверхности.
Такой способ повышает производительность, точность и стабильность процесса обработки от одного автоматического регулятора подач, поддерживающего необходимый межэлектродиый зазор в процессе обработки.
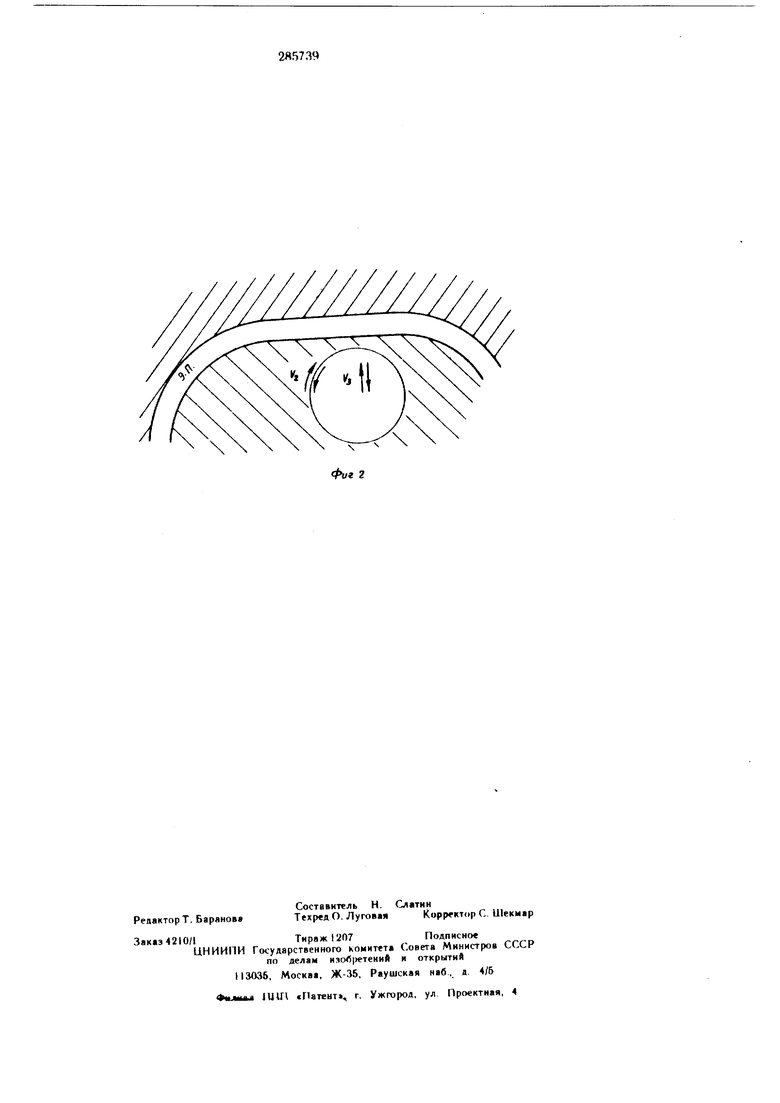
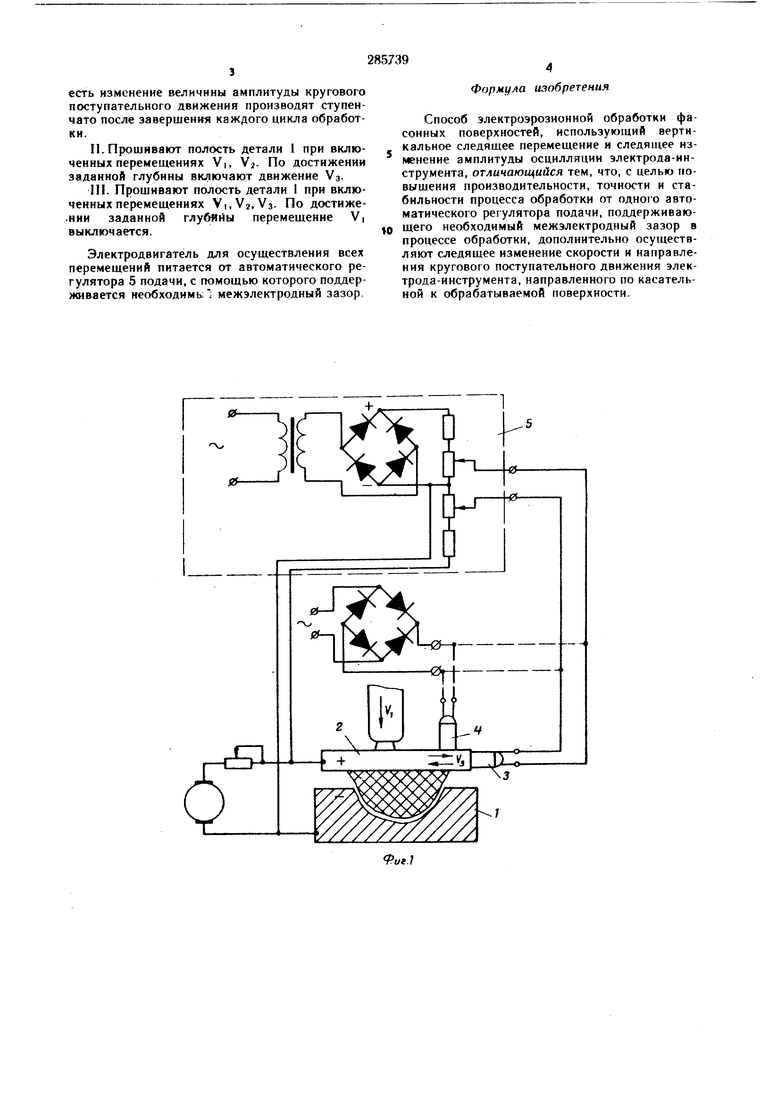
На фиг. 1 и 2 изображены варианты технологической последовательности обработки полостей.
Способ состоит в следующем.
достижения заданной глубины и при выключенном поступательном перемещении указанно-го электрода осуществляют с автоматическим регулированием межэлектродного зазора. Для этого изменяют скорость и направление проходящего по касательной к обрабатываемой поверхности кругового поступательного движения, уменьщая или увеличивая его радиус в направлении к нормали обрабатываемой поверхности детали (непрерывно или дискретно в следящем режиме в зависимости от состояния межэлектродного промежутка).
Применяют несколько вариантов технологической последовательности обработки полостей. I. Полость обрабатываемой детали I прошиают при основном, например вертикальном,
следящем перемещении V| электрода-инструмента 2, при этом амплитуда кругового поступательного движения равна нулю. По достижении заданной глубины основное перемещение Vi электрода 2 прекращают и включают следящее круговое поступательное движение Vj, осуществляемое электродвигателем 3, а также следящее перемещение УЗ, направленное от центра траектории кругового поступательного движения к обрабатываемой поверхности, которте осуществляется электродвигателе.м 4. Двиесть изменение величины амплитуды кругового поступательного движения производят ступенчато после завершения каждого цикла обработки.
II.Прошивают полость детали 1 при включенных перемещениях V|, Уг- По достижении заданной глубины включают движение УЗ.
III.Прошивают полость детали I при включенных перемещениях Vi,V2,УЗ. По достиже.нин заданной глубИйы перемещение У| выключается.
Электродвигатель для осуществления всех перемещений питается от автоматического регулятора 5 подачи, с помощью которого поддерживается необходнмь;; межэлектродный зазор.
Формула изобретения
Способ электроэрозионной обработки фасонных поверхностей, использующий вертикальное следящее перемещение и следящее изменение амплитуды осцилляции электрода-инструмента, отличающийся тем, что, с целью повышения производительности, точности и стабильности процесса обработки от одного автоматического регулятора подачи, поддерживающего необходимый межэлектродный зазор в процессе обработки, дополнительно осуществляют следящее изменение скорости и направления кругового поступательного движения электрода-инструмента, направленного по касательной к обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки | 1977 |
|
SU923354A3 |
| ВСЕСОЮЗНАЯ П^;ГЕй11Ш''Таг:к-'^"-йн | 1973 |
|
SU361053A1 |
| Способ электроэрозионной обработки фасонных поверхностей | 1982 |
|
SU1102663A1 |
| Способ размерной электрической обработки | 1981 |
|
SU1013181A1 |
| Способ электрохимической обработки кольцевым электродом-инструментом | 1991 |
|
SU1773613A1 |
| Орбитальная головка к электроэрозионному станку | 1980 |
|
SU957510A1 |
| Способ прошивки глубокого отверстия и устройство для его прошивки | 2019 |
|
RU2704350C1 |
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА ПРИ ЭЛЕКТРОЭРОЗИОННОМ ПРОФИЛИРОВАНИИ ШЛИФОВАЛЬНЫХ КРУГОВ С ПОМОЩЬЮ АВТОМАТИЧЕСКОГО ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА ПОДАЧИ ЭЛЕКТРОДА | 2011 |
|
RU2486037C2 |
| Устройство для электроэрозионного легирования | 1988 |
|
SU1664486A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |