Упругие свойства, приобретаемые материалами при обработке их наклепом, находятся в полной зависимости от тех способов, при помощи которых этот наклеп производится. По мнению изобретателя, наиболее совершенным способом наклепа являлся бы способ, при котором уплотнение материала достигается вальцовкой при вполне определенном уплотняющем усилии.
Но так как материалы и изделия, требующиеся для промышленности, имеют различную форму (листовой материал, трубчатый и т. д.), то и наклеп их в зависимости от формы усложняется и в ущерб качеству производится не вальцованием, а каким-либо другим способом. Особые трудности возникают при наклепе изогнутых трубчатых материалов. В настоящее время наклеп таких материлов достигается волочением прямой трубы с последующими за ним дополнительными технологическими процессами, которыми упругие свойства материалов изменяются в худшую сторону, так что нередко получается брак изделий.
Предлагаемое устройство дает возможность придать трубе в сыром виде (отожженной) необходимую форму и наклепать ее вальцованием при вполне определенном уплотняющем усилии.
(521)
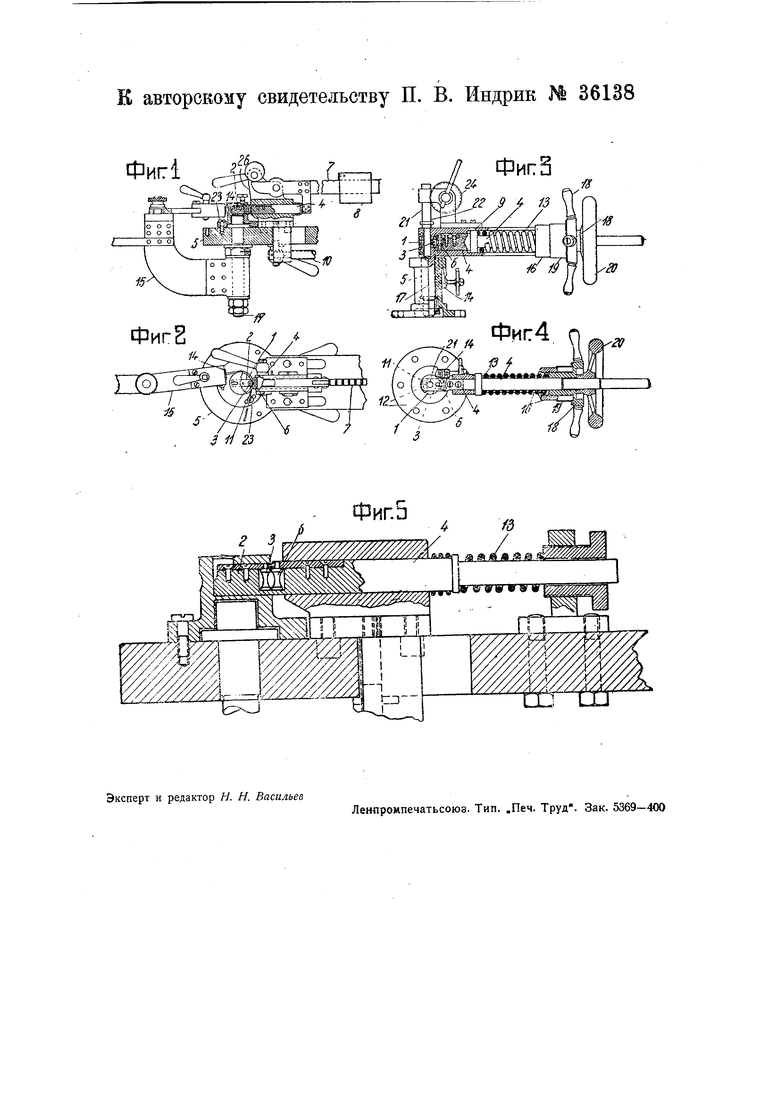
На чертеже фиг. 1 изображает вид; приспособления сбоку с частичным разрезом; фиг. 2-вид его сверху; фиг. 3- вид сбоку, с частичным разрезом, другой формы выполнения приспособления фиг. 4-вид сверху по фиг. 3; фиг. 5- продольный разрез части прибора вдругой конструктивной форме.
Трубу, подлежащую обработке, огибают вокруг оправки / (фиг. 1, 2); npvt этом труба проходит между неподвижноукрепляемым упорным пальцем 2, заканчивающимся стальным роликом 3, vt противостоящим ему подвижным пальцем 4 с двумя такими же роликами 6 Оправка / закрепляется на столе 5 при1 помощи винтов 23 и может быть повернута на некоторый угол, чем обусловливается правильное положение ролика 3 относительно роликов 6. Роликидолжны быть изготовлены из материала требуемой твердости по форме, обеспечивающей необходимый профиль трубыДля получения при вальцовке вполне определенного давления служит рычаг 7 с переставным грузом 8. Рычаг Т своим выступом ложится на подвижной палец и создает требуемое для уплотнения трубы усилие.
При обработке труб различного диаметра оправка / заменяется другой оправкой необходимого размера,а обой5 а 26 с подвижным пальцем 4 может -быть при помощи ходового винта 10 отодвинута на требуемое расстояние и закреплена.
Подача трубы через ролики производится при помощи клещей 14, закрепленных на хоботе 15, который вместе с ними может быть повернут на требуемый угол вокруг оси 17. Такое устройство хобота 15 с клещами 14 тюзволяет производить вальцование трубы как в одну, так и другую сторону.
Для создания более благоприятных условий для уплотнения обрабатываемого материала внутренность трубы заполняется песком или каким-либо другим сыпучим материалом или же разъемным вкладышем.
Согласно фиг. 3 и 4 подвижные клещи заменены неподвижными, а изгибание и наклепывание материала производится при помощи роликов, заключенных в подвижной обойме, которая поворачивается и протягивает ролики адоль всей длины трубы.
На подставке 77 (фиг. 3 и 4) устанавливается обойма 9. Обойма 9 соеди «яется с подставкой /7 при помощи оси 5, составляющей одно целое с обоймой. В обойме помещается опраака / с переставным роликом 3, положение которого по отношению к роликам 6 регулируется при помощи щтифта // и микрометренного винта /2, поворачивающего оправку /. Нажимное усилие роликов б регулируется при помощи пружины 13. Последняя заключена между буртиком нажимного пальца 4 и гайкой 18, установка которой производится по миллиметровым делениям, нанесенным на наружной стороне обоймы 16, и барабану 19, разделенному по окружности, например, на 100 частей. Поворачивание гайки 18 производится при помощи ручек и, таким образом, регулируется нажимное усилие пружины 13 на палец 4. Для выключения действия пружины 13 служит маховичок 20,
который, оттягивая нажимный палец 4, освобождает обрабатываемую трубу от действия роликов б и позволяет произвести поворот обоймы в обратную сто.рону.
Для снятия изготовленной трубы с оправки / разжимают клещи и освобождают оправку / поднятием ее оси 21 при помощи гребенки 22 и шестерни 24.
Равным образом и в устройстве по фиг. 1 может быть применена регулируемая пружина взамен груза.
Подобное устройство показано на фиг. 5. Пружина 13 заключена меяоду выступом на пальце 4 и поджимной гайкой 18.
Поджимная гайка 18 имеет наружную винтовую нарезку, при помощи которой она соединена с обоймой 9 поворачиванием гайки 18 в ту или другую сторону нажимное усилие пружины 13 можно увеличить или уменьшить.
Предмет изобретения.
1.Устройство для изгибания металлических труб, полос и т. д. путем протягивания захваченной поворотным зажимом трубы между оправкой и нажимным роликом, отличающееся тем, что, с целью осуществления также и прокатывания изгибаемого материала для изменения его сечения или поверхностного уплотнения, оправка / снабжена со стороны нажимных роликов б переставным в радиальном направлении пальцем 2 с роликом 3.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что оправка выполнена поворотной и закрепляемой в требуемом положении, с целью возможного наивыгоднейшего распределения давления на устройство со стороны изгибаемого материала.
3.В устройстве по пп. 1-2 применение регулируемого груза или пружины для нажатия на ролики б. Фиг1 ФигЗ 4//
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой гидравлический пресс для испытания манометров | 1938 |
|
SU53875A1 |
| СТАНОК ДЛЯ ХОЛОДНОГО ИЗГИБАНИЯ ТРУБ | 1935 |
|
SU49751A1 |
| Грузовой вакуумметр | 1939 |
|
SU63541A1 |
| Грузовой манометр | 1936 |
|
SU50489A1 |
| Приспособление к токарному станку для изготовления двухвитковых пружин | 1934 |
|
SU48103A1 |
| Пресс высокого давления | 1929 |
|
SU23772A1 |
| Устройство для испытания манометров | 1934 |
|
SU43756A1 |
| Устройство для промывки манометров | 1927 |
|
SU8685A1 |
| Вискозиметр | 1950 |
|
SU95645A1 |
| Грузовой манометр | 1938 |
|
SU55289A1 |
2 3 Фиг5

