Предложенный пресс относится к прессам с полной механизацией всех действий.
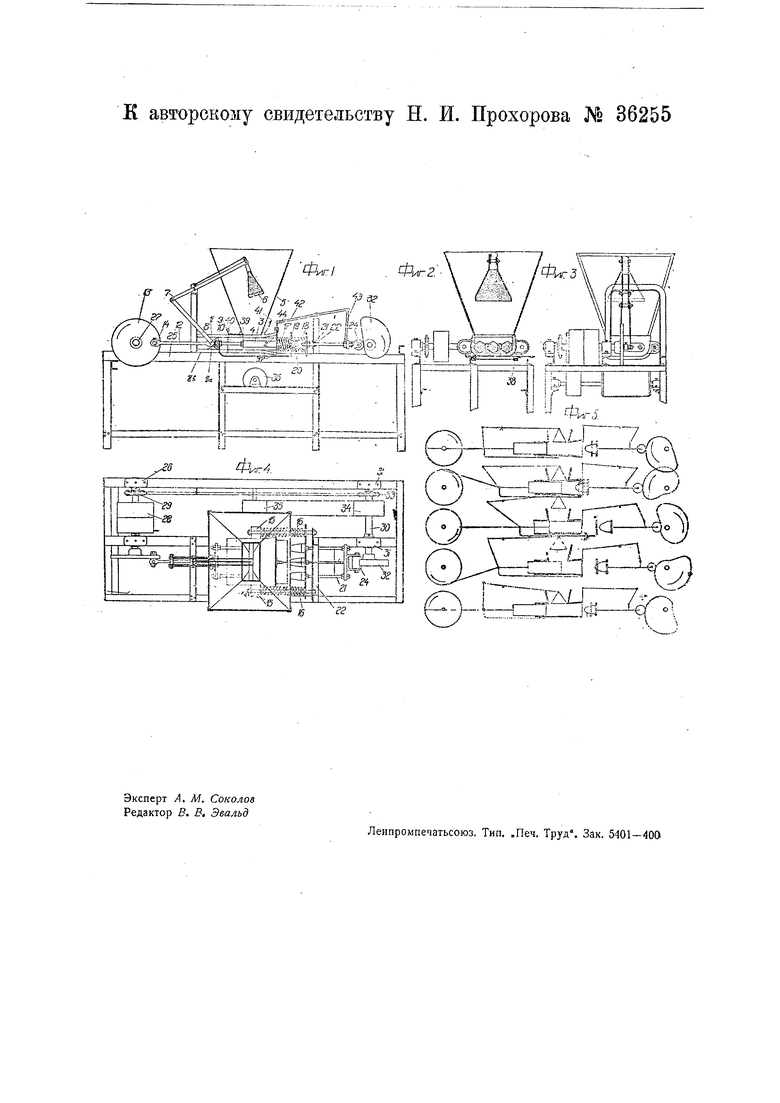
На чертеже фиг. 1 изображает продольный разрез пресса; фиг. 2-поперечный разрез его; фиг. 3-наружный вид; фиг. 4-план пресса, и фиг. 5- схемы положений рабочих органов пресса в последовательные моменты работы.
Автоматический станок для формования торфо-вегетационных горшков в основном состоит из чугунного корпуса 7 с тремя гнездами шестигранного сечения, соответствующими внешнему размеру сырого горшка; в выходной стороне 2 имеется конус для более легкого выталкивания сформованного горшка. В гнездах корпуса станка ходят шестигранные поршни 3 для перекрытия загрузочного отверстия 4 при формовании. Над загрузочным отверстием 4 помещается воронка 5 из листового железа, в которой находится питатель б, изготовленный из дерева или из листового железа, при поднимании складывающийся и приводимый в работу коромыслом 7 и шатуном 8 при вращении диска J3 от возвратно - поступательного движения шатуна J2.
Поршни 3 с помощью штоков 9 прикреплены к поперечине W, на которой установлены угольники 7/. Отверстия в угольниках служат цапфами для
шатунов J2 и 8; кроме того имеется крейцкопф 77а, двигающийся в направляющих 77&. Шатун соединен с диском 75 с помощью пальца J4, застопоренного гайками.
По обеим сторонам корпуса пресса имеются приливы 75, в которых укреплены стержни 75, на которые надеваются цилиндрические пружины /7 и J8, служащие для оттягивания торцевой крышки 7Р станка и пунсонов 20 в период выталкивания сформованного горшка.
Направляющие штоки 27 пунсонов 20 проходят через поддерживающий угольник 22 и прикреплены к пластине 23, имеющей направляющий ролик 24, упирающийся в кулачок 32.
Весь станок монтирован на железной раме 25, состоящей из трех продольных швеллеров, скрепленных между собой угловым железом. На этих швеллерах в подшипниках 26 находится вал 27, на консольном конце которого насажен диск 75, а в середине вала имеются рабочий и холостой шкивы 28 и зубчатка 29.
Зубчатка 29 с помощью цепи Галля передает вращение на вал 30, покоящийся в подшипниках 57. На консольном конце вала 30 имеется кулачный эксцентрик 32, а в средней части вала зубчатка 55 и шкив 34.
От шкива 34 с помощью ременной передачи передается вращательное движение на шкив 35, приводящий в движение транспортер 36, предназначенный для отвозки готовых сформованных горшков.
Для принятия сформованных горшков при их выталкивании из станка имеется особый щит 57, укрепленный к пластине W и передвигаемый в направляющих 38.
Для регулирования питания пресса торфяным сырьем в определенных размерах имеется заслонка 39, открываемая или закрываемая по мере надобности рукояткой 40.
Во избежание прилипания горшка к торцевой стенке поршня и возможности частичного затаскивания горшка в форме при обратном ходе поршня, имеется гильотинный нож 41, передвигающийся в направляющей 44 и приводимый в движение коромыслом 42 и 43 от штока 21.
Торфяное сырье для изготовления торфяных горшков получает предварительную обработку в смысле перемешивания его с необходимыми удобрениями и нейтрализующими веществами методом механизированной заготовки компостов с предварительным подсушиванием до 75% влаги, и уже в подготовленном виде поступает в загрузочную воронку 5 данного автоматического пресса.
Для выяснения работы автоматического станка во всех его стадиях проследим кинематику работы станка по формованию горшка за один оборот вала.
Берем положение, когда шатун /2, шток 9 и поршень 3 находятся в крайнем заднем положении (фиг. 5); в этот момент питатель 6 продавил порцию торфяной массы в камеру пресса; торцевая крышка 19 и пунсон 20 приближаются к станку с помощью кулачка 32 посредством ролика 24 и штока 21.
Когда вал 27 повернется по часовой стрелке на V оборота, мы будем иметь следующее положение: поршень 3, протолкнул уже торфяную массу к конусообразной части корпуса станка, крышка 19 и пунсон 20, сжав пружины 17 и 18, закрыли торцевое отверстие, оставив лишь щель для прохода воды
и излишней массы. С этого момента начинается формование горшка и продолжается, пока диск делает следующую ViG часть оборота, дабы кулачный механизм 52 дал возможность ролику 2-, а вместе с ним пунсонам 20 и крышке 19 с помощью пружин 77 и 18, быстро отодвинуться в крайнее правое положение и тем самым освободить выход сформованному горшку, который давлением поршня 5 выталкивается че-; рез коническую часть 2 на щит 57.
В следующем положении сформованный горшок будет полностью вытолкнут и находиться на щите 57 вне пределов корпуса станка. В этот момент гильотинный нож 41, приводимый в движение коромыслом 42 и тягой 43, укрепленной шарнирно к штоку 21, падает в направляющих 44 и частично отрубает горшок от торцевой стороны поршня 5.
Нож устроен таким образом, что при приближении крышки 19 и пунсона 20 к корпусу станка он поднимается вверх, а при удалении опускается вниз, отделяя горшок от поршня.
При обратном ходе поршня будет оттягиваться щит 57, и горшок, задерживаемый ножом 41, оторвется от поршня 5 и упадет на транспортер 36, которым он и отвозится к месту сушки.
При следующем положении мы видим, что частично откроется отверстие для питания станка, в которое питателем 6, опускаемым вниз, будет продавливаться торфяная масса. Крышка 19 и пунсоны 20 начинают приближаться к корпусу станка, дав упасть сформованному горшку на транспортер, а нож 41 начнет подниматься вверх.
При следующей четверти оборота поршень 5 занимает первоначальное положение, причем камера станка заполняется торфяной массой, и процесс работы начинается сначала в разобранной выше последовательности.
Огсюда видно, что при каждом полном обороте вала получается три сформованных готовых горшка.
Переходя к определению производительности данного автоматического станка, нужно заметить, что штамповальныз станки в металлургии делают до 200 рабочих ходов в минуту; сенные механиЧ2ские пресса от 16 до 46, в среднем 25,
успевая за это время заполнить камеру сеном и его спрессовать при длине хода поршня около 0,80 м.
Представленный автоматический станок по идее является прототипом механического сенного пресса, поэтому и при определении количества рабочих ходов в минуту можем считать, что он должен делать не менее 25 рабочих ходов, так как имеет почти в 3 раза меньше ход и меньший объем для заполнения камеры торфом, чем сеном. Следовательно, минимальная производительность станка в час чистой работы будет 3X25X60 4500 горшков.
Приняв коэфициент полезного действия 0,75-0,85 за 8 час. смену, получим производительность данного станка 27-30,000 горшков в одну смену. Производительность станка может быть повышена за счет увеличения рабочих ходов (до каких пределов покажет практика) и кроме того путем увеличения количества формующих камер, доведя их до 10 вместо 3-х в представленном варианте путем расширения корпуса станка и изменения направления движения транспортера для отвозки горшков.
Если потребуются горшки другого размера, то достаточно будет в камеру станка вставить соответствующие гильзы и придать соответствующие размеры поршню 5, крышке 19 и пуансонам 20, после чего станок будет в состоянии формовать горшки новых размеров.
Предмет изобретения.
1. Пресс для формовки торфо-вегетационных горшков, отличающийся применением нескольких параллельно расположенных под загрузочным отверстием питательной воронки 5 формовочных гнезд шестигранного сечения, снабженных удлиненными шестигранными поршнями 5, слун(ащими для выталкивания подаваемой в эти гнезда массы через расширенные выпускные концы 2, k которым периодически, в определенные моменты, вплотную придвигается крышка /Я -удерживаемая пружинами, сквозь центрированные с осями формовочных гнезд отверстия которой пропущены пунсоны 20, прикрепленные к пружинящим штокам 27, передвигаемым взад и вперед действием кулачного эксцентрика 32.
2.В прессе по п. 1 питательная воронка, служащая для автоматического принудительного наполнения массой формовочных гнезд, отличающаяся применением питателя б, укрепленного внутри воронки на коромысле 7, сочлененном с шатуном 5, шарнирно скрепленным с концом шатуна 12, служащего для приведения в возвратно-поступательное движение формовочных поршней 3, с тою целью, чтобы в период удаления последних из-под загрузочного отверстия питатель, под действием рычажной передачи, опускался, передвигая торфяную массу в камеры пресса.
3.В прессе по п. 1 применение ножа 41, сочлененного с коромыслом 42 и тягой 43, шарнирно скрепленной с пластиной пунсонных штоков 21, и служащего для отделения в определенный момент отформованных горшков от торцевой стороны прессующих поршней. 4Р ..,. . А гШ . Фиг2:I- и I ф, г -f-H J. IITAZJ . 7

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для ручной формовки торфяных горшков | 1930 |
|
SU25472A1 |
| ПРЕСС ДЛЯ МЕХАНИЧЕСКОЙ ФОРМОВКИ ТОРФЯНЫХ ГОРШКОВ | 1930 |
|
SU25471A1 |
| Торфяной пресс | 1933 |
|
SU34527A1 |
| МАШИНА ДЛЯ НАПОЛНЕНИЯ КОНСЕРВНЫХ БАНОК | 1930 |
|
SU39012A1 |
| Приспособление для горячею брикетирования металлической стружки | 1937 |
|
SU52270A1 |
| БАРАБАННЫЙ ПРЕСС ДЛЯ ВЫЖИМАНИЯ МАСЕЛ И СОКОВ ИЗ ЗЕРЕН, СЕМЯН И Т. П. ПРОДУКТОВ | 1927 |
|
SU10509A1 |
| Пресс для изготовления брикетов | 1934 |
|
SU41415A1 |
| Штамповочный пресс для изготовления листов трансформаторного железа | 1929 |
|
SU27684A1 |
| Прибор для изготовления застежек для одежды, обуви и т.п. штампованием из металлической ленты | 1931 |
|
SU31278A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |