1
ИзОб реггей и е отно1Сится к м.а1Ш,И1Ностр0..
Известен опоСОб ао1едМ|Не1НИ|Я листовых деталей пр-еим|уществбнно С КЛ«И1в.а1Н1И1ем, нри к оторам «а саед.инЯамЫХ KpiO MiKa-x выполняют чередующиеся выступы и впадины, причем выciiyinbi одной детали вводят во ападишы другой.
Одиако TaiKoe соединени-е н-е 0|6есп1ечи1ва(ет достаточ1ной пр041ности.
П|редлож€,ниый опособ отличается тем, что въ11СТ у|Пы и впадииы вьппошияют на каждой ноловине толщины обеих деталей, при этом еьистушы первюй нолошииы каждой детали расположены .в зоне Б пади1н второй пюловадны толщины, а в1па|ДИ1НЫ второй половины толщииы каждой детагаи расположены в зю1не выстуНО/в первой нюлавиеы толщины, а детали: соединяют ino плоск|И,м поверхноСТЯ.М .BbliCTyinOlB.
Такой вид стьпкавого соединения листавык деталей позволяет передавать осевые аилы без акоцептриситета, а п01пе1речны-е силы - cpesiOiM н иэРИбо,м вьиступов, не загружая элементы крепления (клей, сварной шов и т. д.). Эт10 приводит К у1вел.И1Ч1еии Ю нрочйости стьикового соед,иивН|И,я « |уменьше,Н1И1Ю ег,о веса.
За счет изменения m,aira и высоты .контуров, oinpaHHiMHiBiaiiominix вьиступы и впадищы крО;МО:к лнстовъгх дета1лей, до сти|гаетс.я в сл учае С1ва|р К:и необход,и:м.ая длина cBaipHoro соединения, а в случае оклейкя-«еобходшМ1а;Я Нклощадь склеивания.
Это о беопечивает порочность стыка, сраинИмую с прогчиостью оонанноло М1атери,ала листо1ЕЫ,х деталей, не ернбегая к iHaiKviaajKHM . утолще|НИ1Я1М деталей в стьике.
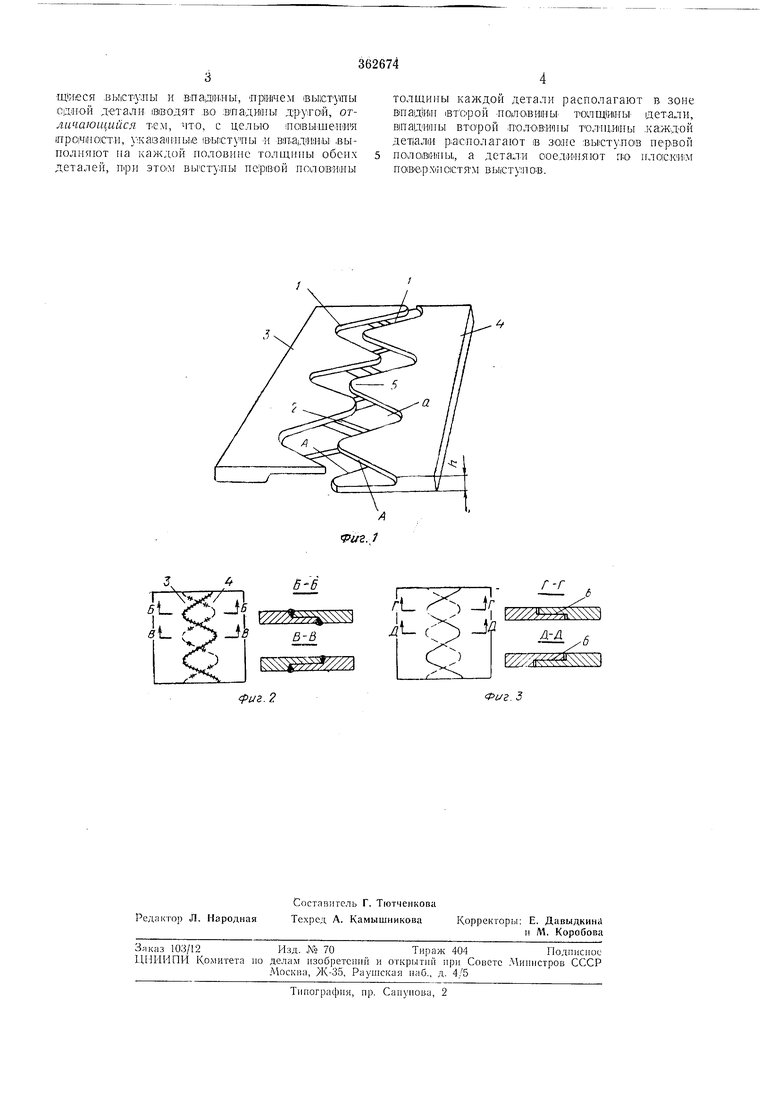
Н;а фиг. 1 .показаны Д1ве сты1К|уам1ые л истовьье детали; на фиг. 2-детали, с-варное соединение; на ф.И1Г. 3-то же, «леввое соедн,нен«е.
KpoMiKM 1 и 2 л ИстовЫ)Х деталей 3 и; 4 вы1полнены iB виде чередующимся iBbicTyiHOiB 5 п внадины а, расположенных попарно по толщи;не fi деталей. В плане выступы и- ънадо 1НЫ имеют -вдоль стьик.а Ниаообраеный А. При соеддане НИИ Листо1вык деталей выступы одной заходят во впадины другой и наоборот.
В случа.е клее;вого соед1И|не1Н1И.я детали 3 н 4 склеиваются по поверхности Б, а в случае CiBaipHoro соед1Инен,И1Я сварка, деталей 3 и 4 осуществляется по пилообразном1у -контуру.
25
Предмет изобретения
Способ собдишенаФя Л1исто1вы,х деталей преИ|М|уществ.еино склеищашием, inpH которо;м на
30 соед1И1Няемы,х а.ром1ках БЫ:полняют чередую3
щ|И:еся .Bijiicxy.nbi и впади-гны, причем вы|сту1пы одиой вводят .во в падишы другой, отличающийся т.ем, что, с целью шавышения inpowiiioicTH, у:ка за11И1ы,е щ-ыступы И вш.адашы выполняют на каждой половине толщины обеих деталей, nipn это1М вьгстулы пе;р1вой полоеииы
толщины каждой детали располагают в зоне В1пад1и1Н етСрой Половии-гЫ Тошщйиьг , в(па ди1ны второй половмны гол1Ц.И1Ны .ка;ждой дет(ал1И р асполагают IB soaie выступов первой по-ло1В1И1Пы,, а детали ооедипяют по илоюки м пошерхсюстям выстуиов.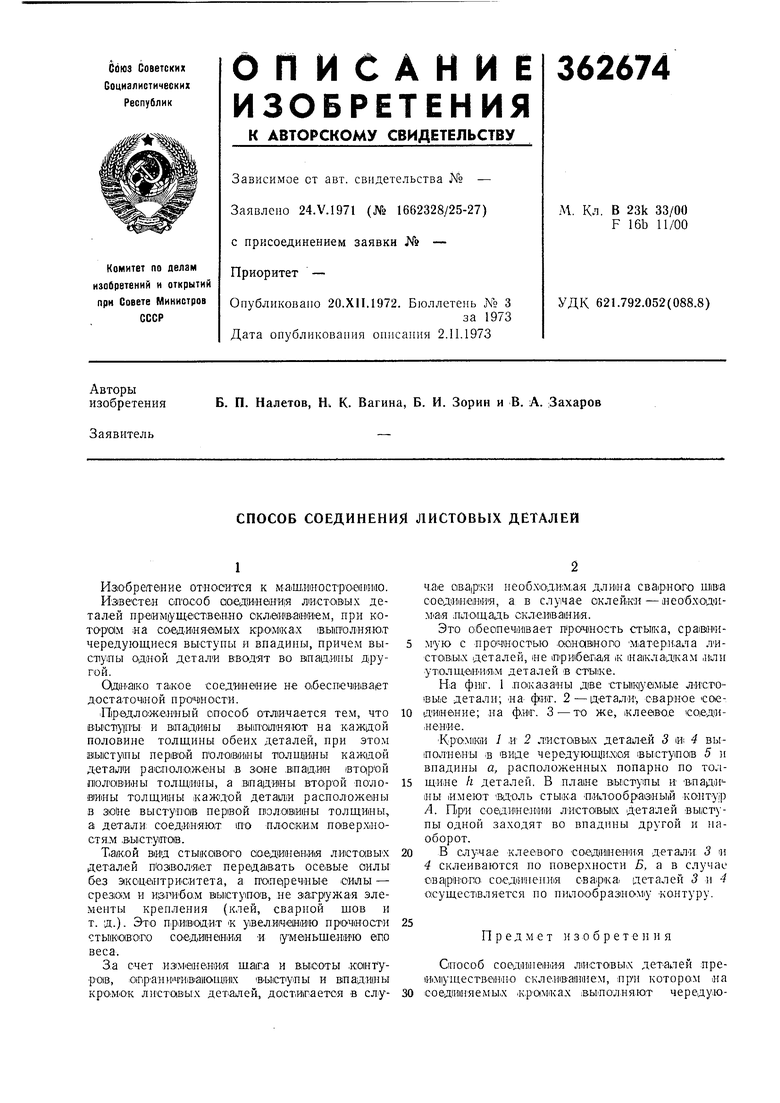
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| БАРАБАН ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU280827A1 |
| БЕСШПОНОЧНОЕ СОЕДИНЕНИЕ | 1973 |
|
SU399646A1 |
| Способ контактной сварки | 1981 |
|
SU1136909A1 |
| МОНТАЖНЫЙ ИНСТРУМЕНТ ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2220839C2 |
| СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ ЗУББЕВ НА ГИБКИХ ЭЛЕМЕНТАХ ВОЛНОВЫХ ПЕРЕДАЧ | 1970 |
|
SU285472A1 |
| Способ упрочнения деталей с выступами | 1973 |
|
SU859466A1 |
| СПОСОБ ФОРМОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИТОВ С СИНУСОИДАЛЬНЫМИ ГОФРАМИ | 1991 |
|
SU1805605A1 |
| АВТОМАТ ДЛЯ НАКЛЕЙКИ ЭТИКЕТОК И ПОЯСКОВ НА МАГНИТОПРИТЯГИВАЮЩИЕСЯ ИЗДЕЛИЯ | 1972 |
|
SU352818A1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1995 |
|
RU2104863C1 |
е-е
j
.;.
- j
5tб;
риг..
f-r
, J
I -J
л-л
Фиг. 3
