Изобретение относится к деревообрабатывающей промышленности и может быть применено в производстве древесностружечных плит.
Известны установки для приготовления стружечно-клеевой смеси в производстве древесностружечных плит, включающие смеситель непрерывного действия с форсуиками, ленточный :пресс и анализатор стружечно-клеевой смеси с ультразвуковыми датчиками.
Цель изобретения - автоматизация контроля и регулирование расхода связующего.
Достигается это тем, что ультразвуковые датчики соединены с электродвигателем клеенасоса через тиристорные выпрямители, бесступенчато изменяющие скорость вращения последнего.
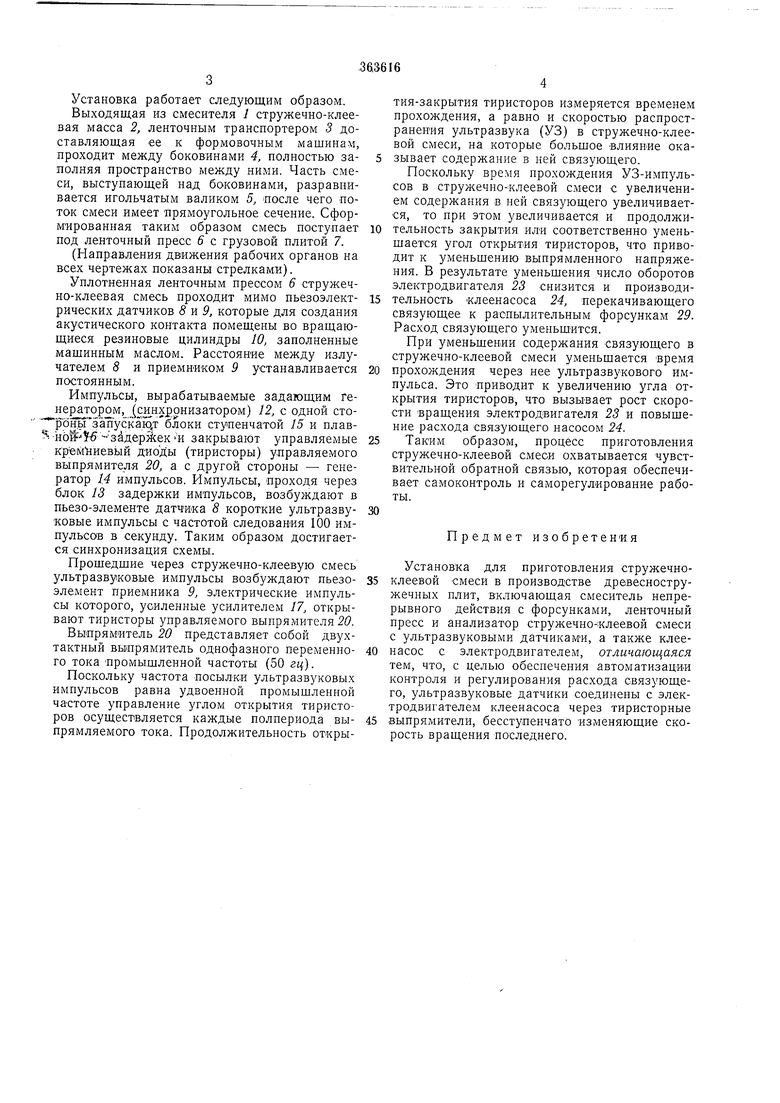
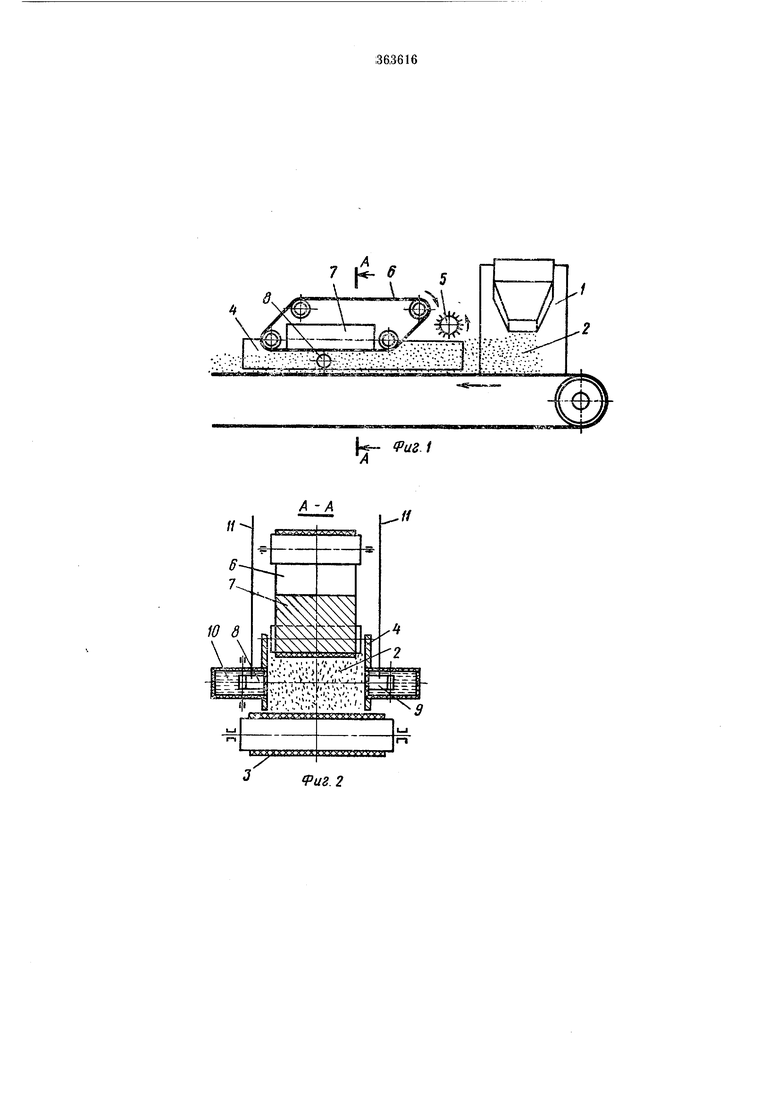
На фиг. 1 изображена схема участка анализа стружечно-клеевой смеси (уплотнение-прозвучивание); на фиг. 2 - разрез по А-А на фиг. 1 (установка датчиков); на фиг. 3 - общая схема установки (боковины и игольчатый валик сняты).
Автоматическая установка для приготовления стружечно-клеевой смеси состоит из смесителя / непрерывного действия, выдающего стружечно-клеевую смесь 2 на ленточный транспортер 3. По обе стороны над лентой транспортера установлены боковины 4 и разравнивающий игольчатый валик 5.
Между боковинами -помещен ленточный пресс б с грузовой плитой 7. Через отверстия в боковинах осуществляется а кустический контакт с уплотненной стружечно-клеевой смесью пьезоэлектрических датчиков 8 и 9, установленных во вращающихся рез-иновых цилиндрах 10, заполненных машинным маслом. Один из датчиков 8 - излучатель, а другой - приемник ультразвуковых импульсов. Датчики 8
и 9 подключены кабелями 1 к схеме генерирования и приема колебаний, она же является управляющей схемой. Эта схема состоит из задающего генератора (синхронизатора) 12, блока }3 задержки импульсов, генератора 14
импульсов, блоков ступенчатой 15 и плавной J6 задержки и широкополосного усилителя 17 колебаний приемника. Питание схемы осуществляется через разъем 18. Управляющие импульсы по кабелям 19 подаются в управляемый (тиристорный) выпрямитель 20. Последний дву.хтактно выпрямляет однофазный переменный ток промышленной частоты, подаваемый кабелями 21, в постоянный ток, который по кабелям 22 питает обмотки возбуждения электродвигателя 23 постоянного тока. Вал электродвигателя 23 соединен с валом клеенасоса 24, нагнетающего связующее из емкости 25 по трубопроводам 26 ц 27 в коллектор 28, к которому подключены распылительные форсунки 29 смесителя L
Установка работает следующим образом.
Выходящая из смесителя 1 стружечно-клеевая масса 2, ленточным транспортером 3 доставляющая ее к формовочным машинам, проходит между боковинами 4, полностью заполняя пространство между ними. Часть смеси, выступающей над боковинами, разравнивается игольчатым валиком 5, после чего поток смеси имеет прямоугольное сечение. Сформированная таким образом смесь поступает под ленточный пресс 6 с грузовой плитой 7.
(Направления движения рабочих органов на всех чертежах показаны стрелками).
Уплотненная ленточным прессом 6 стружечно-клеевая смесь проходит мимо пьезоэлектрических датчиков 5 и Я которые для создания акустического контакта помещены во вращающиеся резиновые цилиндры 10, заполненные машиниьШ маслом. Расстояние между излучателем 8 и приемником 9 устанавливается постоянным.
Импульсы, вырабатываемые задающим генератором, (си нхрриизатором) 12, с одной сто рбньГзапускаю.т блоки ступенчатой 15 и плавноИ -задержекИ закрывают управляемые кр-е 1 иевь1Й диоды (тиристоры) управляемого выпрямителя 20, а с другой стороны - генератор 14 импульсов. Импульсы, проходя через блок 13 задержки импульсов, возбуждают в пьезо-элементе датчика 8 короткие ультразвуковые импульсы с частотой следования 100 импульсов в секунду. Таким образом достигается синхронизация схемы.
Прошедшие через стружечно-клеевую смесь ультразвуковые импульсы возбуждают пьезоэлемент приемника Я электрические импульсы которого, усиленные усилителем 17, открывают тиристоры управляемого выпрямителя 20.
Выпрямитель 20 представляет собой двухтактный выпрямитель однофазного переменного тока промышленной частоты (50 гц).
Поскольку частота посылки ультразвуковых импульсов равна удвоенной промышленной частоте управление углом открытия тиристоров осуществляется каждые полпериода выпрямляемого тока. Продолжительность открытия-закрытия тиристоров измеряется временем прохождения, а равно и скоростью распространения ультразвука (УЗ) в стружечно-клеевой смеси, на которые большое влияние оказывает содержание в ней связующего.
Поскольку время прохождения УЗ-импульсов в стружечно-«леевой смеси с увеличением содержания в ней связующего увеличивается, то при этом увеличивается и продолжительность закрытия или соответственно уменьшается угол открытия тиристоров, что приводит к уменьшению выпрямленного напряжения. В результате уменьшения число оборотов электродвигателя 23 снизится и производительность клеенасоса 24, перекачивающего связующее к распылительным форсункам 29. Расход связующего уменьшится.
При уменьшении содержания связующего в стружечно-клеевой смеси уменьшается время
прохождения через нее ультразвукового импульса. Это приводит к увеличению угла открытия тиристоров, что вызывает рост скорости вращения электродвигателя 23 и повышение расхода связующего насосом 24.
Таким образом, процесс приготовления стружечно-клеевой смеси охватывается чувствительной обратной связью, которая обеспечивает самоконтроль и саморегулирование работы.
Предмет изобретения
Установка для приготовления стружечноклеевой смеси в производстве древесностружечных плит, включающая смеситель непрерывного действия с форсунками, ленточный пресс и анализатор стружечно-клеевой смеси с ультразвуковыми датчиками, а также клеенасос с электродвигателем, отличающаяся тем, что, с целью обеспечения автоматизации контроля и регулирования расхода связующего, ультразвуковые датчики соединены с электродвигателем клеенасоса через тиристорные выпрямители, бесступенчато изменяющие скорость вращения последнего.
-G Риг. А
| название | год | авторы | номер документа |
|---|---|---|---|
| В П Т Б ФОНД 5-^"»' 2^"f\ »a!;";:^ii' tii^ | 1973 |
|
SU393120A1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ И НАСТИЛА СТРУЖЕЧНО-КЛЕЕВОЙ МАССЫ | 1971 |
|
SU310820A1 |
| Установка для приготовления рабочего раствора | 1971 |
|
SU466128A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ КОЛИЧЕСТВА СВЯЗУЮЩЕГО В СТРУЖЕЧНО-КЛЕЕВОЙ МАССЕ | 1971 |
|
SU292839A1 |
| СПОСОБ ПОДГОТОВКИ ДРЕВЕСНОСТРУЖЕЧНОЙ МАССЬ! | 1965 |
|
SU175383A1 |
| БИБЛИОТЕКА i | 1971 |
|
SU298486A1 |
| СЕСОЮЗНАЯ . ПАТЕНТ. О ...;ЧЕСКА1 j_ библиотека МБА | 1972 |
|
SU353845A1 |
| Установка для получения стружечно-клеевой массы в производстве древесностружечных плит | 1983 |
|
SU1115917A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКИХ ПЛИТ | 1972 |
|
SU353844A1 |
| УСТРОЙСТВО к ПРЕССУ для ОПРЕДЕЛЕНИЯ ГОТОВНОСТИ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1972 |
|
SU336168A1 |
А -А
И
:--/15
Фиг. 3
