1
Изобретение относится к деревообрабатывающей промышленности. Оно может быть использовано в производстве древесностружечных плит экСтрузионным способом.
Известны экструзионные прессы для изготовления древесностружечных плит, включающие обогреваемые плиты, пуансон и дозирующий механизм с ограничительными заслонками II рифлеными дозирующим-и валиками с приводом от электродвигателя.
Целью изобретения является обеспечение автоматической коррекции ра-боты дозирующего механизма в зависимости от степени уплотнения стружечно-клеевой массы.
Это достигается тем, что между плитами пресса установлены контактирующие с Т1Лотняемой массой ультразвуковые датчики, соединенные через тиристорный выпрямитель € питанием электродвигателя, вращающего дозирующие валики. Для иовыщеиия точности работы дозирующего механизма ;К ограничительиым заслоикам прикреплены толкатели с роликами, которые через пружины контактируют с кулачком, укреиленным соосно с валиком.
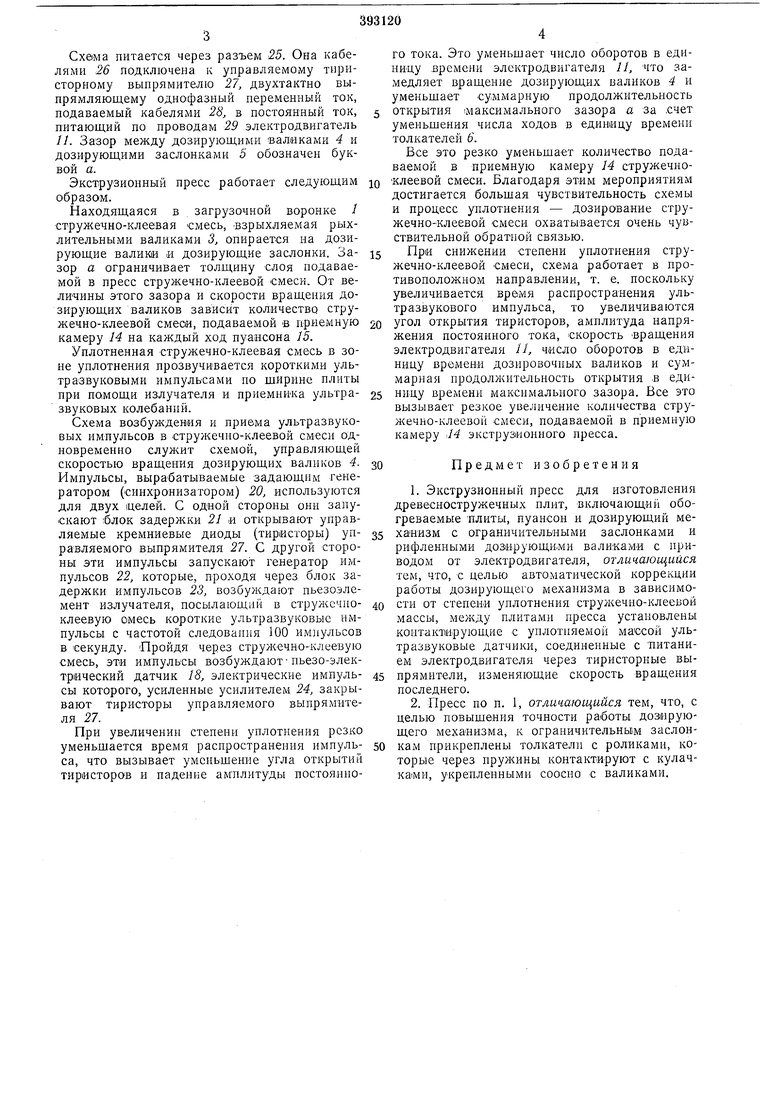
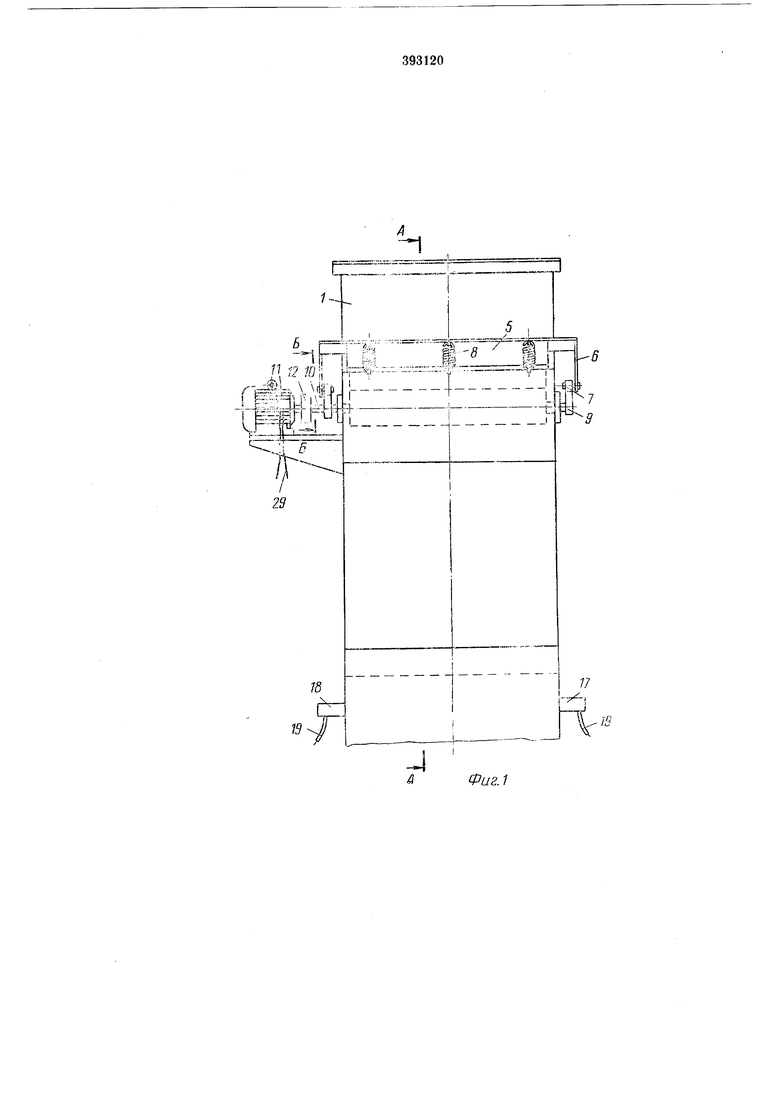
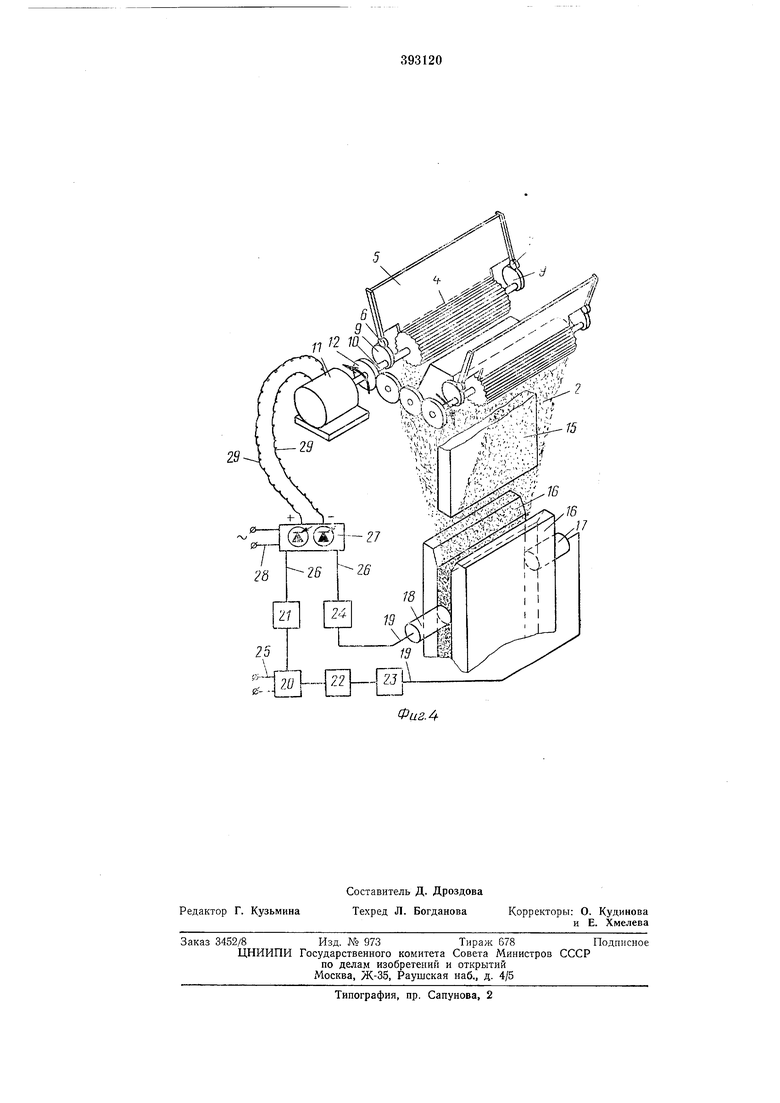
На фиг. 1 изображен описываемый экструзионный пресс, общий вид; иа фиг. 2 и 3 - разрезы по А-А и Б-Б на фиг. 1; на фиг. 4 - принципиальная схема работы экструзионного пресса в аксонометрии.
Экструзионный нреос имеет дозирующий механизм, который состоит из загрузочной воронки / для загрузки стружечно-клеевой смеси 2, В воронке установлены рыхлительные 3 и дозирующие 4 валики с продольными пазами. Под углом к ним установлены дозирующие заслонки 5, прикрепленные к толкателям 6 с роликами 7, которые пружинами 8 прижимаются к кулачкам 9, жестко
посаженным на валы 10 дозирующих валиков, вращаемых электродвигателем постояиного тока //.
Противоположное вращение дозирующих валиков, показанное на фиг. 4 стрелками,
осуществляется при помощи зубчатой передачи 12.
Стружечно-клеевая смесь по течкам 13, попадает в приемиую камеру 14 экструзионного пресса и пуансоном 15 запрессовывается между плитами 16 пресса. В зоне уплотнения до интенсивного нагрева установлены пьезо-электрические датчики i/7 и 18, из которых первый - излучатель ультразвуковых импульсов, а второй - приемник. Датчики кабелями 19
подключеиы к схеме их возбуждения и приема.
В эту схему входят .задающий генератор (синхронизатор) 20, блок задержки 21, генератор импульсов 22, блок задержки импульсов 23, усилитель 24.
Схема питается через разъем 25. Она кабелями 26 подключена к управляемому тиристорному выпрямителю 27, двухтактно выпрямляющему однофазный переменный ток, подаваемый кабелями 28, в постоянный ток, питающий по проводам 29 электродвигатель 11. Зазор между дозирующими -валиками 4 и дозирующими заслонками 5 обозначен буквой а.
Экструзионный пресс работает следующим образом.
Находящаяся в загрузочной воронке 1 стружечно-клеевая смесь, ВЗрыхляемая рыхлительными валиками 3, опирается на дозирующие валики и дозирующие заслонки. Зазор а ограничивает толщину слоя подаваемой в пресс стружечно-клеевой смеси. От величины этого зазора и скорости вращения дозирующих валиков зависит количество стружечно-клеевой смеои, подаваемой в приемную камеру 14 на каждый ход пуансона 15.
Уплотненная -стружечно-клеевая смесь в зоне уплотнения прозвучивается короткими ультразвуковыми импульсами по щирине плиты при помощи излучателя и приемника ультразвуковых колебаний.
Схема возбуждения и приема ультразвуковых импульсов в стружечио-клеевой смеси одновременно служит схемой, управляющей скоростью вращения дозирующих валиков 4. Импульсы, вырабатываемые задающим генератором (синхронизатором) 20, используются для двух щелей. С одной стороны они запускают ;блок задержки 21 и открывают управляемые кремниевые диоды (тиристоры) управляемого выпрямителя 27. С другой стороны эти импульсы запускают генератор импульсов 22, которые, проходя через блок задержки импульсов 23, возбуждают ньезоэлемент излучателя, посылающий в стружечмоклеевую омесь короткие ультразвуковые импульсы с частотой следования 100 импульсов в секунду. (Пройдя через стружечно-клеевую смесь, эти импульсы возбуждают-ньезо-электрический датчик 18, электрические импульсы которого, усиленные усилителем 24, закрывают тиристоры управляемого выпрямителя 27.
При увеличении степени уплотнения резко уменьшается время распространения импульса, что вызывает уменьщение угла открытий тиристоров и падение амплитуды постоянного тока. Это уменьщает число оборотов в единицу .времени электродвигателя //, что замедляет вращение дозирующих валиков 4 и уменьшает суммарную продолжительность
открытия максимального зазора а за счет уменьшения числа ходов в единицу времени толкателей 6.
Все это резко уменьшает количество подаваемой в приемную камеру 14 стружечноКлеевой смеси. Благодаря этим мероприятиям достигается большая чувствительность схемы и процесс уплотнения - дозированне стружечно-клеевой смеси охватывается очень чувствительной обратной связью.
При снижении степени уплотнения стружечно-клеевой смеси, схема работает в противоположном направлении, т. е. поскольку увеличивается время распространения ультразвукового имнульса, то увеличиваются
угол открытия тиристоров, амплитуда напряжения постоянного тока, скорость вращения электродвигателя 11, число оборотов в единицу времени дозировочных валиков и суммарная продолжительность открытия .в единицу времени максимальиого зазора. Все это вызывает резкое увеличение количества струл :ечно-клеево11 смеси, подаваемой в приемную камеру 14 экструзионного пресса.
Предмет изобретения
1.Экструзионный пресс для изготовления древесностружечных плит, включающий обогреваемые ПЛИТЫ, пуансон и дозирующий мехаиизм с ограничительными заслонками и рифленными дозирующими валиками с приводом от электродвигателя, отличающийся тем, что, с целью автоматической коррекции работы дозирующего механизма в зависимости от степени уплотнения стружечно-клеевой массы, между плитами пресса установлены контактирующие с уплотняемой массой ультразвуковые датчики, соединенные с питанием электродвигателя через тиристорные выпрямители, изменяющие скорость вращения последнего.
2.Пресс но п. 1, отличающийся тем, что, с целью повышения точности работы дозирующего механизма, к ограничительным заслонкам прикреплены толкатели с роликами, которые через пружины контактируют с кулачKaiMH, укрепленными соосно с валиками.
Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ | 1973 |
|
SU363616A1 |
| ЭКСТРУЗИОННЫЙ ПРЕСС для ПРОИЗВОДСТВА сплошных ДРЕВЕСНОСТРУЖЕЧНЫХ ПАНЕЛЕЙ | 1966 |
|
SU188657A1 |
| Установка для приготовления рабочего раствора | 1971 |
|
SU466128A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ КОЛИЧЕСТВА СВЯЗУЮЩЕГО В СТРУЖЕЧНО-КЛЕЕВОЙ МАССЕ | 1971 |
|
SU292839A1 |
| Пресс экструзионный для изготовления древесностружечных плит | 1982 |
|
SU1070026A1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ И НАСТИЛА СТРУЖЕЧНО-КЛЕЕВОЙ МАССЫ | 1971 |
|
SU310820A1 |
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1972 |
|
SU421535A1 |
| Экструзионный пресс | 1982 |
|
SU1096129A1 |
| ПРЕСС ЭКСТРУЗИОННЫЙВСЕССЮгНАЯПДТЕНТШ^ТСК!1:Г;ЕЛУБИБЛгЮТЕНА - | 1972 |
|
SU347210A1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
i
2
;
Ф
75
M
./-i
77
J
Фиг.1
S
l II j V м i tj /I
a, I
Фиг. 2
5-Б
Фиг.З
:М
