В заводской технике известны способы и станки для изготовления гибких валов путем навивания на поступательно перемещающийся сердечник нескольких слоев проволоки с противоположными направлениями.
. В предлагаемом подобном же станке применен для проволок каждого слоя ряд концентрически расположенных катущек, свободно насаженных на роликовые пальцы дисков, получающих от привода независимые вращения в противоположных направлениях.
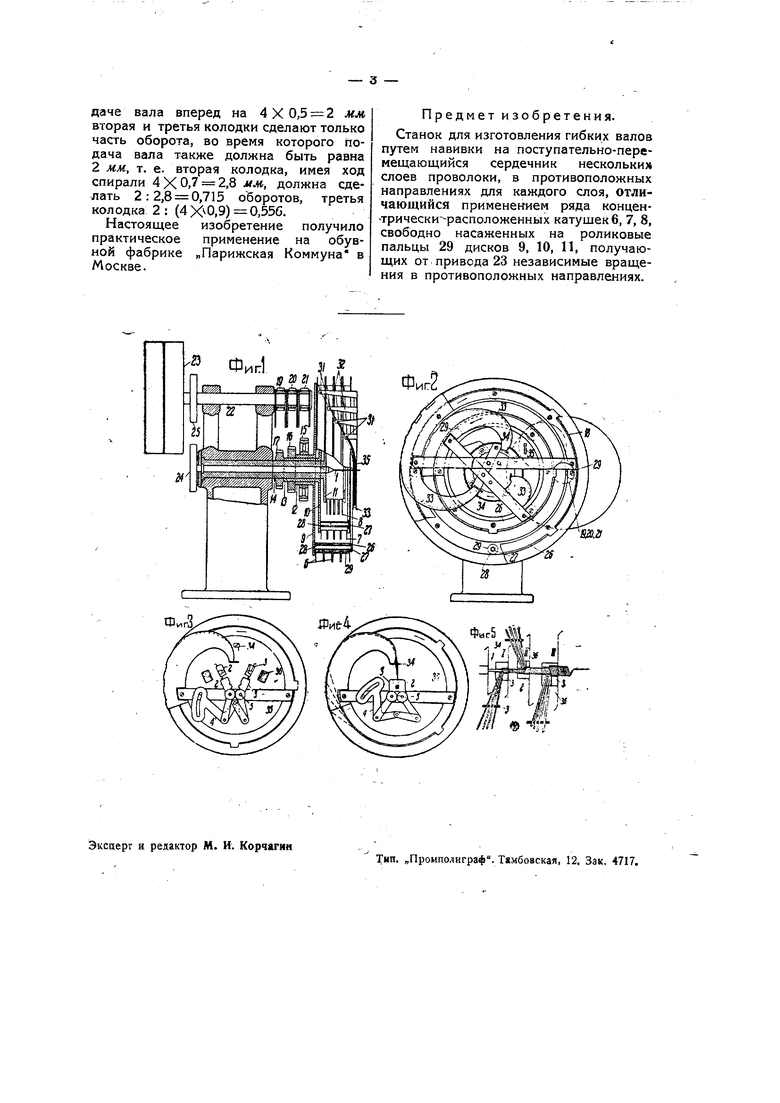
На чертеже фиг. 1 изображает продольный разрез станка; фиг. 2-вид станка спереди; фиг. 3 и 4-рабочие органы станка в двух различных моментах работы; фиг. 5-колодки станка.
Проволока, из которой изготовляется вал, наматывается на особые кольцеобразные катущки больщого диаметра 6, 7, 8, на каждую катущку наматывается проволока одного диаметра. Катущки посажены на роликовые пальцы 29 дисков 9, 10, 11; последние могут вращаться независимо один от другого, так как они го отдельности соединены со втулками 12, 13, 14, насаженными концентрически друг на друга и приводящимися в движение по отдельности шестернями 15, 16, 17, получающими
(277)
вращение посредством промежуточных щестерен 18 от щестерен 19, 20, 21, сидящих жестко на валу 22 с приводным щкивом 23.
.У втулки 13 средней катущки 7 промежуточных щестерен две щтуки, благодаря чему катущка 7 вращается в обратном направлении относительно катущек 8 и 6 (на фиг. 1 в разрезе промежуточные щестерни не показаны).
Стержень 1 приводится в движение щкивом 24 посредством перекрестног э ремня от щкива 25.
Формующие колодочки посредством пальцев 27, кольца 26 и планок 35 соединены жестко с дисками 9, 10, 11, на которых сидят катущки и, следовательно, вращение всех образующих вал частей получается такое, какое показано стрелками на фиг. 5.
Все три катущки имеют одинаковое устройство как и наружная катущка.
На втулке 12 жестко насажен диск 9. С диском жестко соединено кольцо 26. Посредством болта 27 и распорной трубочки 28 на получающие таким образом по окружности четыре пальца свободно надеты четыре кольцевых катущки 6, не связанные между собой. Катущки могут свободно вращаться вокруг своей оси. Для облегчения вращения
даче вала вперед на 4X0,5 2 мм вторая и третья колодки сделают только часть оборота, во время которого подача вала также должна быть равна 2 мм, т. е. вторая колодка, имея ход спирали 4 X 0,7 2,8 мм, должна сделать 2:2,8 0,715 оборотов, третья колодка 2: (,9) 0,356.
Настоящее изобретение получило практическое применение на обувной фабрике „Парижская Коммуна в Москве.
Предмет изобретен и я.
Станок для изготовления гибких валов путем навивки на поступательно-перемещающийся сердечник нескольких слоев проволоки, в противоположных направлениях для каждого слоя, отличающийся применением ряда концен-трически--расположенных катушек 6, 7, 8, свободно насаженных на роликовые пальцы 29 дисков 9, 10, 11, получающих от привода 23 независимые вращения в противоположных направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БОРТОВЫХ КОЛЕЦ | 1970 |
|
SU258572A1 |
| Станок для навивания пружин | 1934 |
|
SU42017A1 |
| Устройство для непрерывной намотки на катушки нитеобразных материалов | 1972 |
|
SU448903A1 |
| Автоматическая мотальная машина для намотки металлической проволоки на катушки | 1981 |
|
SU1272973A3 |
| Станок для чистки отливок фитингов | 1960 |
|
SU142550A1 |
| Приспособление к швейным машинам для подачи сшиваемых изделий к игле | 1940 |
|
SU62753A1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
| Приспособление к токарному станку для заточки и проверки центра задней бабки | 1929 |
|
SU25027A1 |
| Стройство для последовательной намотки нити на катушки | 1977 |
|
SU650927A1 |

