Известны станки для изготовления бортовых колец для автомобильных и других шин, содержащие дорн, укрепленный на стойке станка и связанный с приводом, и механизм, подающий проволоку к дорну.
Недостатком известных станков является то, что изготовляемыена них бортовые кольца имеют малую прочность, так как в них каждый слой проволоки работает самостоятельно ввиду того, что витки расположены концентричными рядами,
В описываемом станке стойка, на которой укреплен дорн, снабжена фрезерованным по винтовой линии с убывающим шагом назом, взаимодействующим с роликом, укрепленным на втулке дорна. Дорн имеет роликовые механизмы, смонтированные на обойме с помощью кольца.
На основании станка установлено приспособление для деформации проволоки по снирали, содержащее неподвижные ролики и подвижный ролик, связанный с пневмоцилиндром. На раме станка горизонтально смонтирован эксцентриковый пресс с электроприводом и штампом, над которым установлены катушка с намотанной на ней металлической лентой, храповое устройство и роликовый механизм, подающий ленту в пресс, перед которым установлен блок двух цилиндров, закрепленных в опорах на штоке с двумя поршнями, один из которых подает скобки от штампа к дорну.
Предложенная конструкция позволяет получать бортовые кольца витой конструкции,
повысить их прочность и автоматизировать нроцесс скрепления проволоки в кольце.
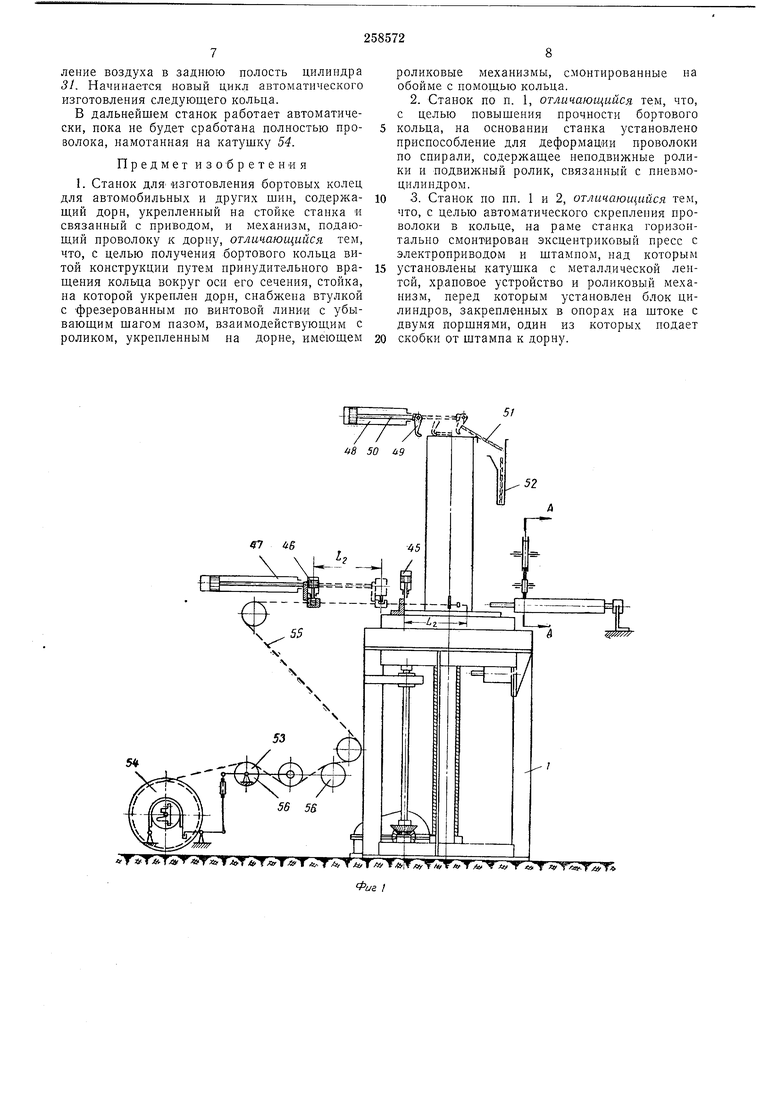
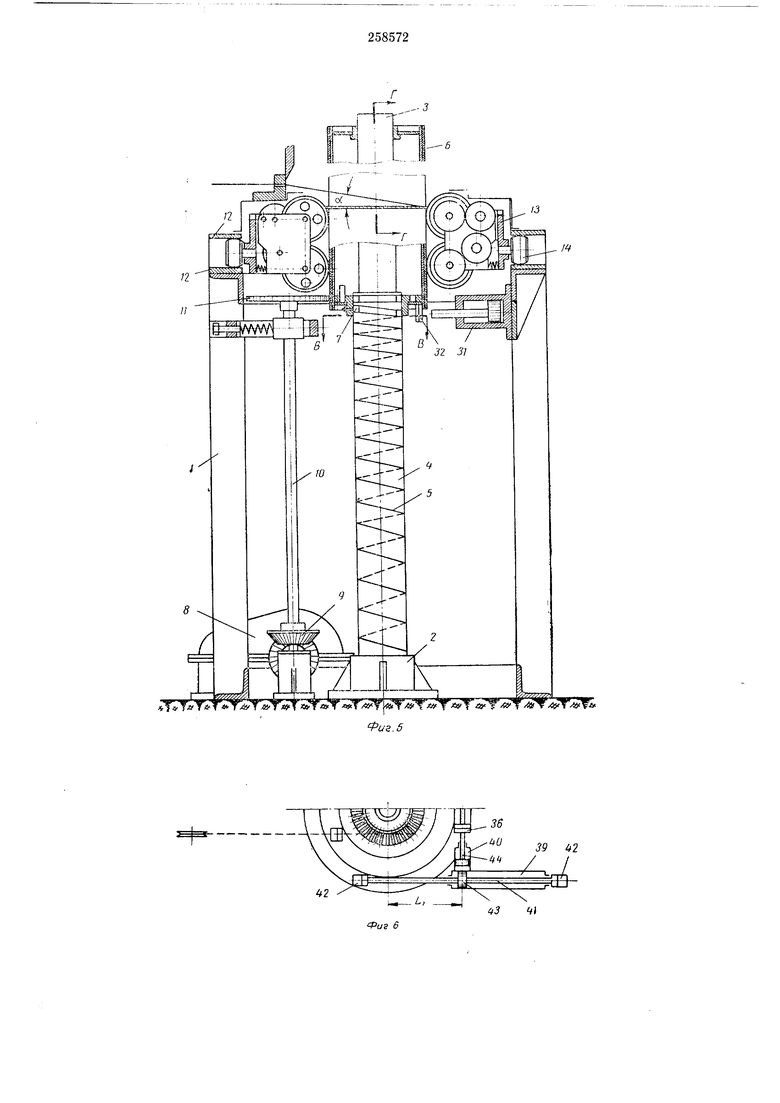
На фиг. 1 показан вид станка; на фиг. 2 - разрез по А-Л на фиг. 1; на фиг. 3 - роликовый механизм; на фиг. 4 - разрез по - Б-Б на фиг. 3; на фиг. 5 и 6 - привод станка; на фиг. 7 - разрез по В-В на фиг. 5; на фиг. 8 - штамп эксцентрикового пресса; на фиг. 9 - схема последовательной навивки кольца; на фиг. 10, 11 -схемы
последовательного изменения положения втулки при навивке кольца.
Станок состоит из рамы 1, в центре которой в пяте 2 установлена стойка 3 (см. фиг. 5). В нижней части стойки имеется втулка 4 с фрезерованным иазом 5, проходящим по всей ее поверхности по винтовой линии с убывающим кверху шагом.
Стойка 3 является осью вертикального дорпа 6. Дорн 6 с помошью ролика 7 соединен с
втулкой 4. Ролик 7 неподвижно закреплен в нижней ступице дорна 6 и входит в винтовой паз втулки 4. Благодаря этому дорн 6 при вращении по часовой стрелке поднимается вверх, а при обратном вращении опускается
Дорн 6 приводится во вращение от электродвигателя 8 через пару конических шесте рен 9, вертикальный вал 10 и фрикционный диск 11. На раме 1 смонтирована обойма 12, в которой установлено вращающееся вместе с дорном 6 кольцо 13. Кольцо 13 опирается на обойму 12 тремя роликами 14, укрепленными с щагом 120°. В кольце 13 по кругу с щагом 10° смонтированы тридцать шесть роликовых механизмов (см. фиг. 3). Каждый роликовый механизм состоит из вынолненного из листовой стали корпуса 15, укрепленного на кольце 13 с помощью колодки 16. Корпус 15 снабжен нижним 17 и верхним 18 роликами, которые взаимодействуют с поверхностью дорна 6. На осях 19 роликов 17 и 18 укреплены щестерни 20, 21, кинематически связанные с щестернями 22, 23, оси которых также смонтированы на корпусе 15.
Такая кинематическая связь при вращении нижнего ролика 17 обеспечивает вращение верхнего ролика 18 с некоторым опережением и в противоположную сторону. Корпус 15 щарнирно соединен с колодкой при помощи оси 24 и под действием пружины прижимается роликом 17 к дорну. Наружная поверхность дорна и роликов 17, 18 покрыта жесткой эбонитовой резиной.
На стойке 5 имеется втулка 25 (см. фиг. Ю и 11) с установочным кольцом 26. К втулке 25 примыкают пневмоцилиндры 27, 28, 29 и скоба 30. Когда дорн 6 занимает крайнее верхнее положение и ролик 7 входит в горизонтальный замкнутый виток паза 5 втулки 4, втулка 25 может поворачиваться относительно колонны в ту «ли другую сторону на 330°, что фиксируется щтоком цилиндра 31 и сухарем 32 (см. фиг. 5), который укреплен на нижнем фланце дорна 6. Втулка 25 поворачивается по часовой стрелке из положения VII (см. фиг. 11) в положение I-IV пальцем 33, укрепленным в нижнем съемном фланце дорна, через скобу 30, а в обратную сторону - из положения I-IVa в положение V-VII - вращением дорна через щтоккрючок цилиндра 27.
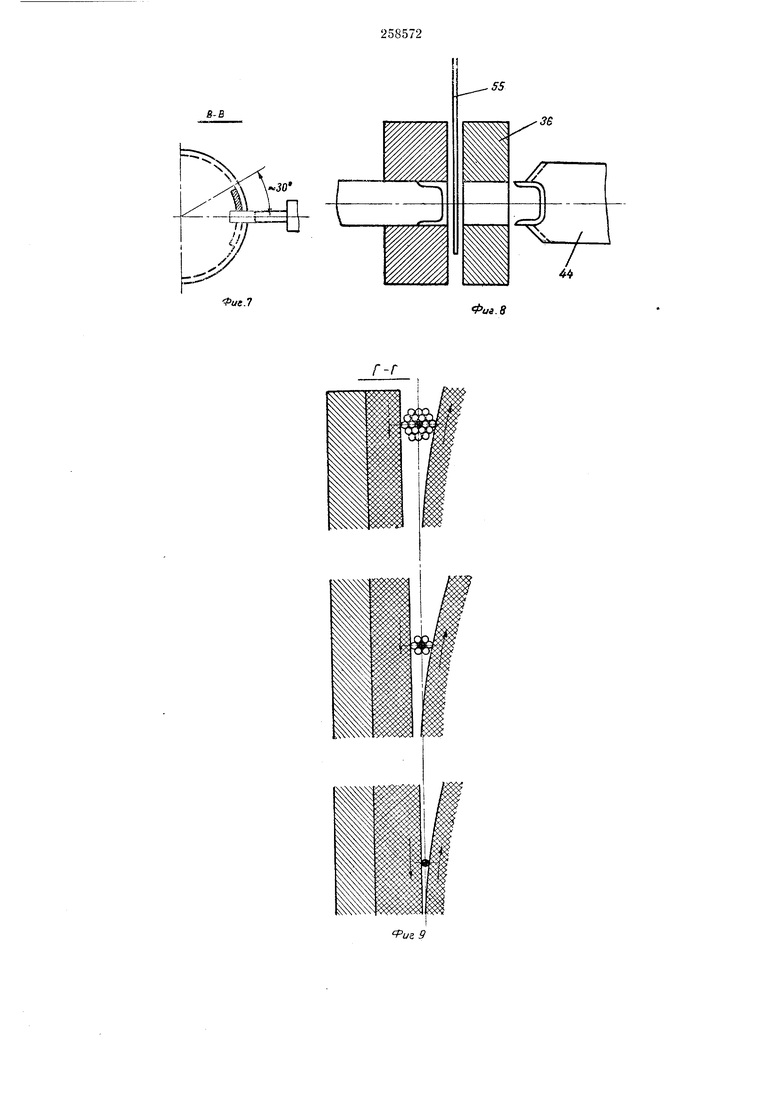
На раме / смонтирован эксцентриковый горизонтальный пресс 34 с приводом от электродвигателя 35. На прессе установлен щтамп 36. Над щтампом 36 установлена катущка 37, на которую намотана металлическая лента. Под катущкой 37 смонтирован роликовый механизм с храповым устройством 38, которое при работе пресса обеспечивает автоматическую подачу ленты в щтамп 36 пресса 34.
Перед прессом 34 установлен блок двух цилиндров 39 и 40, которые покоятся на неподвижном щтоке 41 (см. фиг. 6). Шток 41 закреплен в опорах 42. На щтоке 41 жестко закреплен порщень 43, благодаря чему при подаче воздуха в ту или другую полость цилиндра 39 оба цилиндра по щтоку 41 могут перемещаться от оси пресса до оси дорна 6 на расстояние Ll. Шток 44 цилиндра 40 подает скрепляющую скобку от щтампа к дорну.
С другой стороны дорна установлены цилиндр 45 (пневматические ножницы) и блок цилиндров 46 и 47, которые подают проволоку через отверстие в ножницах к станку. Над станком установлен цилиндр 48, который крючком 49, подвещеиным на его щтоке 50, сталкивает готовые кольца 5 в отборочный
лоток 52. Перед станком смонтировано раскаточное устройство 53, в котором установлена катущка 54 с проволокой. Станок работает следующим образом. Проволока 55, отрихтовапная на рихтовальном станке и намотанная на катущку 54, подается к станку и устанавливается в раскаточное устройство 53. Рычажно-тормозной механизм 56 раскаточного устройства обеспечивает при работе станка постоянное оптимальное натяжение проволоки 55.
Конец проволоки, смотанный с катущки 54, заправляется через ролнковый механизм раскаточиого устройства 55 и пропускается в отверстие державки цилиндра 46 н в отверстие пневматических ножниц. После этого включается привод 8, который через фрикционный диск 11, вращая дорн 6 против часовой стрелки, опускает его в крайнее нижнее положение. Дорн на своем пути встречает ковечный выключатель, который дает импульс на подачу воздуха в верхние полости цилиндров 45 и 46, в результате чего лищний конец заправляемой проволоки 55 обрезается, и одновременно заправленная проволока зажимается в державке цилиндра 46. На этом заканчивается ручная занравка станка. Когда дорн 6 нриходит в крайнее нилснее положение, то конечный выключатель подает импульс на обратное вращение электродвигателя.
В результате этого дорн начинает вращаться в обратную сторону по часовой стрелке и, поднимаясь вверх, приходит в крайнее верхнее ноложение. При этом дорн через палец
воздействует на скобу 30 и поворачивает втулку 25 с цилиндрами 27, 28 и 29 из положения VII (см. фиг. 11) в положение I-IVa (см. фиг. 10). Это положение фиксируется щтоком цилиндра 31 и сухарем 32 следующим образом. Как только дорн 6 своим роликом 7 входит в замкнутую часть винтового паза, щток цилиндра 31 выдвигается из цилиндра и встает на пути следования сухаря 32. Сухарь, встретив на своем пути щток и
отклонив цилиндр, дает импульс на отключение электродвигателя и на подачу воздуха в верхнюю полость цилиндра 28.
При это.м подается импульс на подачу воздуха в нижнюю полость цилиндра 27 и на
включение муфты в эксцентриковом прессе 34. В результате этого щток-крючок цилиндра 27 выдвигается в щель дориа (фиг. 10, положение П), а пуансон в эксцентриковом прессе за один ход сгибает и вырубает из
сквозь матрицу в штампе 36, и передает на шток 44 цилиндра 40. Пуансон пресса при обратном ходе воздействует на храповое устройство 55 роликового механизма, который подает металлическую ленту с катушки 37 в штамп пресса. Таким образом, пресс пр« получении нового импульса за один удар производит описанную выше работу. При обратном ходе пуансона дается импульс на подачу воздуха в левую полость цилиндра 47, благодаря чему шток цилиндра продвигается вперед, неся на себе цилиндр 46, который подвигает вперед зажатую проволоку на расстояние LZ (см. фиг. 1). Проволока подвигается вперед по касательной к дорну и останавливается против него примерно в положении Л (см. фиг. 10, положение И).
Это дает импульс на подачу воздуха в нижнюю полость цилиндра 25 и в переднюю полость цилиндра 40, в результате чего штоккрючок цилиндра 27 из положения И переходит в положение III, и шток 44 цилиндра 40, неся на своем торце скобу, отходит от дна матрицы штампа 36, втягиваясь в цилиндр. Это дает импульс на подачу воздуха в переднюю полость цилиндра 27 и в левую полость цилиндра 39, благодаря чему шток-крючок, втягиваясь в цилиндр 27, прижимает захваченную проволоку к обечайке дорна (фиг. 10, положение IV; фиг. 11, положение IVa), а цилиндр 39 движется в левую сторону и переносит цилиндр 40 с оси пресса 34 на ось дорна 6 на расстояние L. При этом дается команда на подачу воздуха в нижнюю полость цилиндра 46, в результате чего зажатая штоком проволока освобождается, при этом подается импульс на включение электропривода 8, который через фрикционную передачу поворачивает дорн с прижатой к нему проволокой на угол ЗЗО из положения IVa в положение V (фиг. 11). Этот поворот фиксируется тем же сухарем 32, который упирается в выдвинутый шток цилиндра 31, подойдя к нему с другой стороны. Это дает команду на подачу воздуха в заднюю полость цилиндра 40, благодаря чему шток 44 со скобой подходит к обечайке дорна, ловит в скобу заправленную проволоку и прижимает ее к кромкам отверстия в дорне. При этом подается импульс на подачу воздуха в заднюю полость цилиндра 29, шток этого цилиндра выдвигается и встречается со штоком 44, в результате чего проволока скрепляется скобой (фиг. 11, положение VI, разрез Е-Е).
Затем подается команда на подачу воздуха в заднюю полость цилиндра 27 и переднюю полость цилиндра 39, в связи с чем цилиндр 47 приходит в свое «сходное положение, а крючок цилиндра 27 из положения IV (фиг. 10) переходит в положение П1. Цилиндр 46, возврашаясь в исходное положение, подает команду на подачу воздуха в верхние полости цилиндров 28, 29 и 40, и крючок цилиндра 27 из положения III (фиг. 10) переходит в положение II (фиг. 10), а штоки цилиндров 29 и 40 расходятся и переходят из положения VI (фиг. И) в положение VII (фнг. И).
Шток цилиндра 40 при движении дает команду на подачу воздуха в верхнюю полость цилиндра 27 и в переднюю полость цилиндра 59. В результате этого шток-крючок цилиндра 27 втягивается в цилиндр, а блок цилиндров 39 и 40 приходит в исходное положение, т. е. ось цилиндра 40 устанавливается по оси эксцентрикового пресса 34, В свою очередь, это дает команду на подачу воздуха в нижние полости цилиндров 28 и 40 и ъ переднюю полость цилиндра 31, в результате
чего цилиндры 27 и 28 приходят в исходное положение, шток 44 цилиндра 40 выдвигается и нодходнт к дну матрицы штампа 36 и останавливается в ожидании новой скобы, шток цилиндра 31 убирается в цилиндр, подавая команду на включение электропривода. Дорн 6 начинает вращаться против часовой стрелки и, опускаясь вниз, наматывает на свою обечайку проволоку, укладывая ее с заданным углом навивки а (см. фиг. 5). ТаКИМ образом, скрепленный скобкой замкнутый виток-кольцо опускается вниз и оставляет за собой проволоку, намотанную на обечайку дорна под углом а. Продвигаясь вниз, кольцо встречает на
своем пути тридцать шесть роликов, которые врашаются навстречу ему, что заставляет опускающийся виток-кольцо скатываться с дорна и при этом навивать на себя наматываемую на дорн под углом а проволоку.
Итак, дорн, одновременно врашаясь и опускаясь вниз, наматывает на своей обечайке кольцо - бесконечный трос (см. фиг. 9).
Количество витков по длине окружности кольца задается. В связи с этим рассчитывается шаг навивки /. Угол навивки а при найденном постоянном шаге t в связи с увеличением поперечного сечения кольца увеличивается благодаря возрастающему шагу винтового паза 5 втулки 4.
После навивки количества проволок (жил) дорн 6 на пути встречает выключатель, который дает команду на подачу воздуха в верхние полости цилиндров 45 и 46. В результате этого проволока обрезается
ножницами и зажимается в державке цилиндра 46. Дорн 6, опускаясь, закатывает обрезанный конец проволоки в кольцо-трос, которое в дальнейшем скатывается на торец дорна, после чего дается импульс на обратное врашение дорна, он снова приходит в верхнее крайнее положение и подает команду на подачу воздуха в левую полость цилиндра 48. Шток 50 этого цилиндра выдвигается, и крючок 49, подвешенный на штоке, сталкивает готовое кольцо с торца дорна в лоток 52, по которому оно скатывается к клеевой ванне.
Цилиндр 48, столкнув кольцо 51, получает команду на движение в исходное положение,
ление воздуха в заднюю полость цилиндра 31. Начинается новый цикл автоматического изготовления следующего кольца.
В дальнейшем станок работает автоматически, пока не будет сработана полностью проволока, намотанная на катушку 54.
Предмет изобретения 1. Станок ДЛЯизготовления бортовых колец для автомобильных и других шин, содержащий дорн, укрепленный на стойке станка и связанный с приводом, и механизм, подающий проволоку к дориу, отличающийся тем, что, с целью получения бортового кольца витой конструкции путем принудительного вращения кольца вокруг оси его сечения, стойка, на которой укреплен дорн, снабжена втулкой с фрезерованным по винтовой линии с убывающим щагом пазом, взаимодействующим с роликом, укрепленным на Дорне, имеющем
роликовые механизмы, смонтированные на обойме с помощью кольца.
2. Станок по п. 1, отличающийся тем, что, с целью повышения прочности бортового
кольца, на основании станка установлено приспособление для деформации проволоки по спирали, содержащее неподвижные ролики и подвижный ролик, связанный с пневмоцилиндром.
3. Станок по пп. 1 и 2, отличающийся тем, что, с целью автоматического скрепления проволоки в кольце, на раме станка горизонтально смонтирован эксцентриковый пресс с электроприводом и щтампом, над которым
установлены катущка с металлической лентой, храповое устройство и роликовый механизм, перед которым установлен блок цилиндров, закрепленных в опорах на штоке с двумя поршнями, один из которых подает
скобки от штампа к дорну.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Устройство для обработки ленточного материала | 1985 |
|
SU1378989A1 |
| Станок для ремонта ступицы с фланцем | 1985 |
|
SU1316779A1 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU247217A1 |
| Устройство для испытания грунта на компрессию и сдвиг | 1982 |
|
SU1060757A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| Устройство для намотки каркасов покрышек пневматических шин | 1988 |
|
SU1740194A1 |


.t
ТАТТ«.Т«Т «ЛГа-Т д. д Т Т ««Т/йхТ
13
-1
г.
36
39 4.2
i «/)
В-в
36
4
