1
Известны снособы сборки переключающихся магнитоуправляемых контактов с расположенными с одной стороны стеклянного баллона подвижным и неподвижным лепестками путем закрепления выводных концов лепестков в установочном приспособлений с последующим замыканием с .помощью магнитного поля.
Однако известные способы не обеспечивают возможности авто матизации сборки, затрудня ют обеспечение заданной величины усилия контактирования при контактировании по площадке, требуют усложнения конструкции магнитоуправляемого контакта.
По предлагаемому способу для устранения указанного недостатка используют магнитное поле, направленное перпендикулярно рабочей ловерхности подвижного лепестка, освобождают неподвижный лепесток и после изгибания подвижного лепестка и замыкания рабочих поверхностей жестко закрепляют выводной конец неподвижного лепестка, снимают магнитное поле и .произ водят заварку лепестков в .баллон, причем величину магнитного поля выбирают так, чтобы обеспечить необходимое давление контактирования и замыкание по рабочим ;по1верхностям.
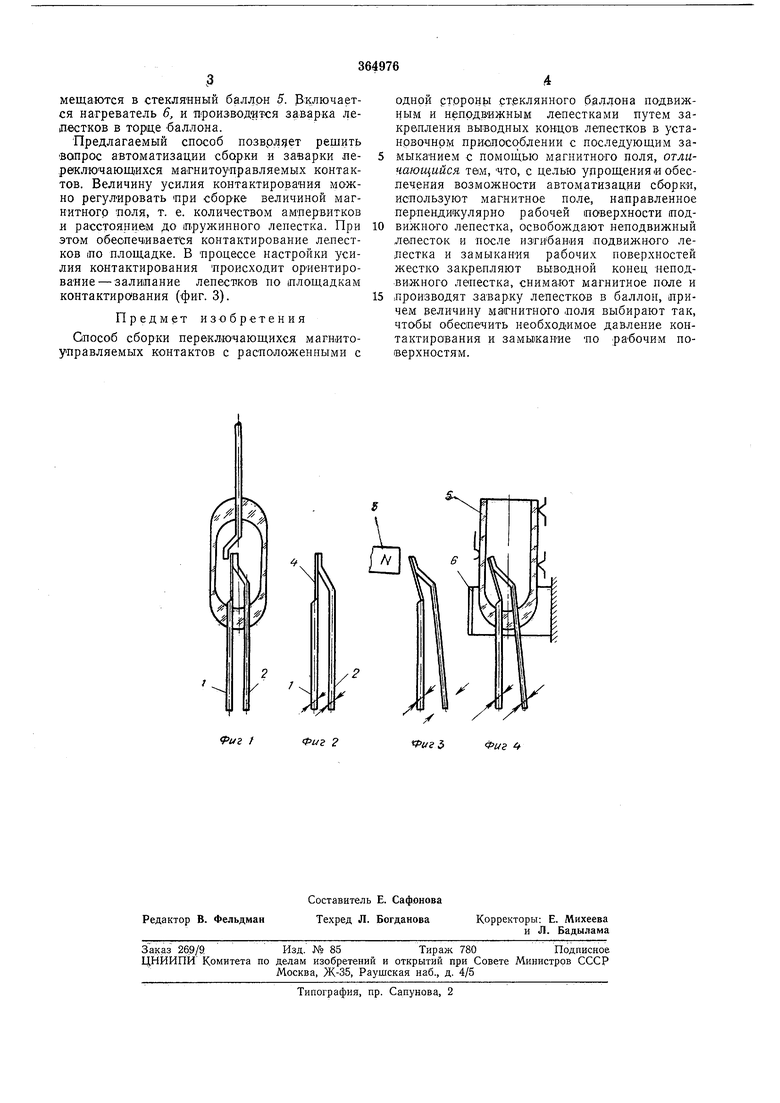
На фиг. 1 представлен изготовленный .магнитоуправляемый контакт; на фиг. 2-4 - стадии сборки и заварки раоположенных с одной
стороны стеклянного подвижного и .неподвижного лепестков.
Подвижный ленесток / и неподвижный 2 с помощью установочного приспособления жестко зал имаются за выводные концы. Перпендикулярно площадке контактирования со стороны подвижного лепестка / подводится маглитное лоле 3 определенной величины и на определенном расстоянии от лепестка (например, на переключающий МК с длиной трубки 20 мм для создания усилия 0,54-5 г .подается .магнитное поле, обеспечивающее деформацию (Пружинного лепестка в пределах 0,1-0,2 мм), и одновременно освобождается от механичес.кого неподвижный лепесток 2. При этом происходит нзгиб пружашной части 4 лепестка 1 и одновременное залипание неподвилшого лепестка 2 в месте контактирования (ПОД действием силовых л-иннй магнитного
ноля (фиг. 3).
Неиодвижный лепесток 2 зависает на подвижном лепестке / и удерживается на нем силами магнитного иоля. В этом положении неподвижный лепесток 2 вновь жестко зажи-мается за выводную часть механическим зажимом, магнитное поле 3 убирается (фиг. 4). Освобожденный от усилия магнитного поля подвижный лепесток / своей пружинной частью 4 создает заданное усилие контактирования, после чего собранные лепестки помещаются в стеклянный баллон 5. Включается нагреватель 6, и ироизводится заварка ледестков в торце баллона.
Предлагаемый способ позврл5 ет решить вопрос автоматизации сборки и заварки лереключающихся магнитоуправляемых контактов. Величину усилия контактирования можно регулировать ири сборке величиной магнитногр поля, т. е. количеством ампервитков и расстоянием до тружинного лепестка. При этом обеопеч1ивается контактирование лепестков |По площадке. В процессе настройки усилия контактирования происходит ориептирование - залипание лепестков по площадкам контактирования (фиг. 3).
Предмет изобретения
Способ сборки переключающихся магнитоуправляемых контактов с расположенными с
одной стороны стеклянного баллона подвижным и неподвижным лепестками путем закрепления выводных кОНцов лепестков в установочном приспособлении с последующим замыканием с помоп ью магнитного поля, отличающийся тем, ЧТО, с целью упрощения «обеспечения возможности автоматизации сборки, используют магнитное поле, направленное перпендикулярно рабочей поверхности подвижного лепестка, освобождают неподвижный лепесток и после изгибания подвижного лелестка и замыкания рабочих поверхностей жестко закрепляют выводной конец неподвижного лепестка, снимают магнитное поле и
.производят заварку лепестков в баллон, причем величину магнитного поля выбирают так, чтобы обеспечить необходимое давление контактирования и замыкание по рабочим поверхностям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И ЗАВАРКИ МАГНИТОУПРАВЛЯЕМЫХКОНТАКТОВ | 1971 |
|
SU428466A1 |
| КОНТАКТНАЯ ПАРА ДЛЯ ГЕРМЕТИЗИРОВАННЫХ МАГНИТОУПРАВЛЯЕМЫХ РЕЛЕ | 1971 |
|
SU297081A1 |
| МАГНИТОУПРАВЛЯЕМЫЙ КОНТАКТ | 1992 |
|
RU2024981C1 |
| Способ сборки герконов и устройство для его осуществления | 1990 |
|
SU1756959A1 |
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
| Способ сборки герконов и устройство для его осуществления | 1985 |
|
SU1292056A1 |
| РЕЛЕ С МАГНИТОУПРАВЛЯЕМЫМИ КОНТАКТАМИ | 1963 |
|
SU224680A1 |
| Способ изготовления герконов | 2022 |
|
RU2805999C1 |
| Магнитоуправляемый герметизирован-Ный пЕРЕКлючАющий KOHTAKT | 1979 |
|
SU838791A1 |
| Магнитоуправляемый переключающий контакт | 1988 |
|
SU1580450A1 |
&
гх
Л
V
2
V f
У
f
Фиг 2
Фиг
