1
Предлагаемое изобретение относится к технологии изготовления магнитоуправляемых контактов.
Известен способ сборки и заварки магиитоуправляемых контактов, содержащих неподвижный электрод и подвижный, выполненный в виде лепестка с постоянным поперечным сечением, включающий операцию установки зазора между электродами путем поворота подвижного электрода относительно неподвижного.
Однако при применении известного способа сборки и заварки магиитоуправляемых контактов происходит нарушение плоскости контактирования.
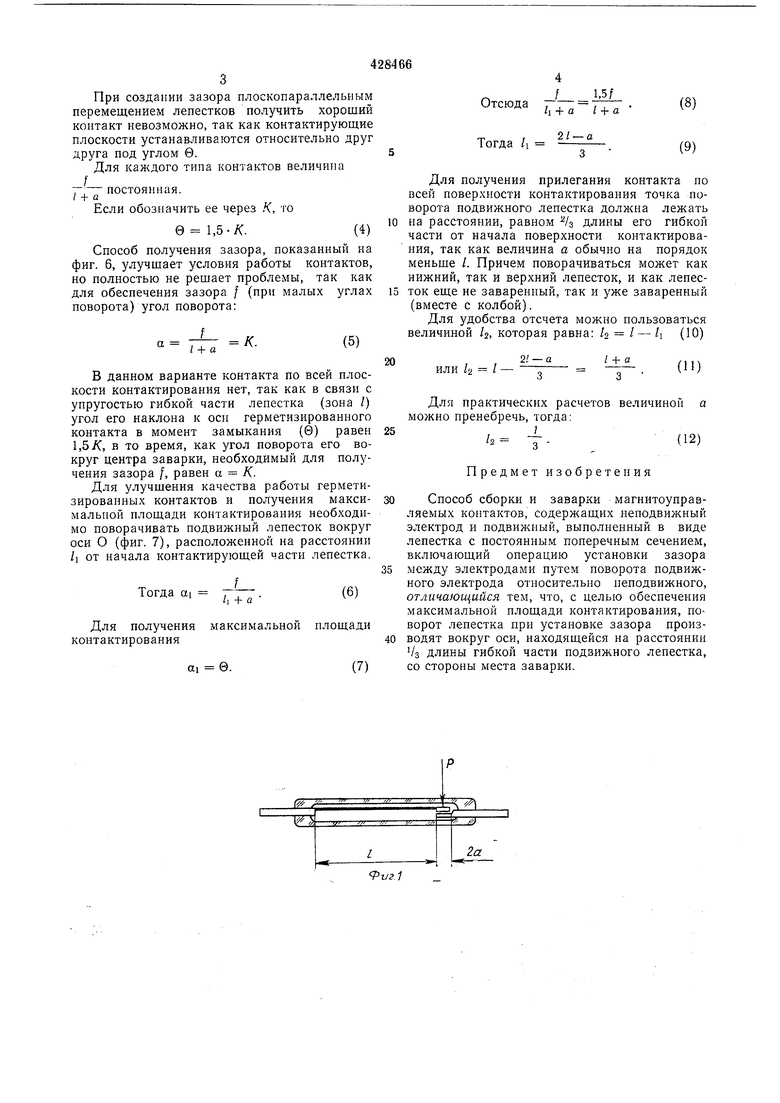
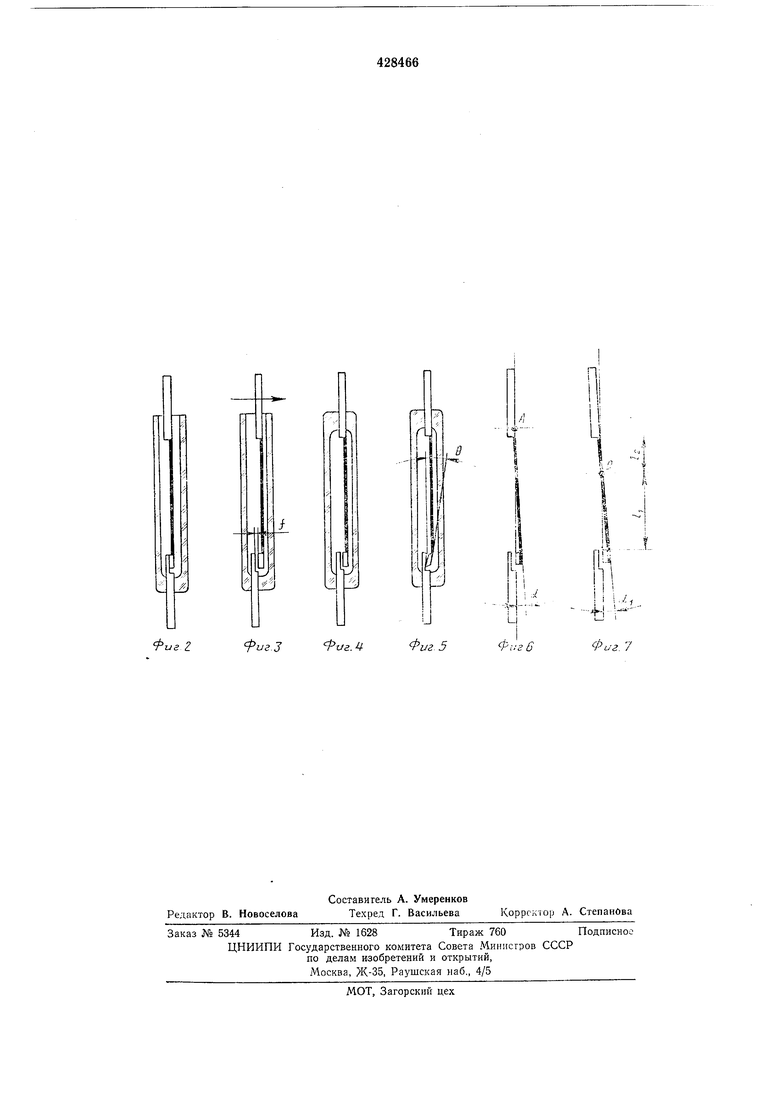
С целью обеспечения максимальной площади контактирования по предлагаемому способу поворот лепестка при установке зазора производят вокруг оси, находящейся на расстоянии 1/3 длины гибкой части подвижного лепестка, со стороны места заварки. На фиг. 1 дан общий вид магнитоуправляемого контакта; на фиг. 2 - 5 показаны основные этапы сборки и заварки магнитоунравляемого контакта при плоскопараллельном перемещении электродов; на фиг. 6 изображен поворот подвижного электрода по известному способу; а на фиг. 7 - поворот подвижного электрода по предлагаемому способу сборки и заварки магнитоуправляемых контактов.
Подвижный лепесток можно рассматривать как консольную балку. Тогда сила Р, необходимая для замыкания контакта, т. е. для прогиба подвижного лепестка на величину /, определяется зависимостью
Р(1 + аГ„ 3E/f
/ -:г готсюда: Р
(i;
(/ + а)
зн/
где
Е - модуль унругостн, кг1сл1 ; I - момент инерции подвижного лепестка, ,
I - зазор между лепестками, см; i - длина гибкой части подвижного лепестка, см;
2а - длина контактирующей плоскости, см. При этом а значительно меньще /. При замыкании контакта гибкая часть подвижного лепестка изгибается и между контактирующими плоскостями подвижного и неподвижного лепестков образуется угол в (фиг. 2-:-5):
Р(1 + аГ
(2)
0 231
Заменив значение Р из формулы (1), получаем:
1.5/
8
(3) 1 + а При создании зазора плоскопараллельным перемещением лепестков получить хороший контакт невозможно, так как контактирующие плоскости устанавливаются относительно друг друга под углом в. Для каждого типа контактов величина f постоянная. Если обозначить ее через К, то в 1,5-/С.(4) Способ получения зазора, показанный на фиг. 6, улучшает условия работы контактов, но полностью не решает проблемы, так как для обеспечения зазора / (при малых углах поворота) угол поворота: В данном варианте контакта по всей плоскости контактирования нет, так как в связи с упругостью гибкой части лепестка (зона /) угол его наклона к осп герметизированного контакта в момент замыкания (0) равен 1,5 К, в то время, как угол поворота его вокруг центра заварки, необходимый для получения зазора /, равен а /С. Для улучшения качества работы герметизированных контактов и получения максимальной площади контактирования необходимо поворачивать подвижный лепесток вокруг оси О (фиг. 7), расположенной на расстоянии /1 от начала контактирующей части лепестка. Тогда а, - . Для получения максимальной площади контактирования 01 0. (7) г.f1.5f Отсюда Г 77 li + а 1 + а Тогда /1 Для получения прилегания контакта по всей поверхности контактирования точка поворота подвижного лепестка должна лежать на расстоянии, равном /з длины его гибкой части от начала поверхности контактирования, так как величина а обычно на порядок меньше /. Причем поворачиваться может как нижний, так и верхний лепесток, и как лепесток еще не заваренный, так и уже заваренный (вместе с колбой). Для удобства отсчета можно пользоваться величиной /2, которая равна: /о / - /i (10) или 12 I - Для практических расчетов величиной можно пренебречь, тогда: Предмет изобретения Способ сборки и заварки магнитоуправляемых контактов, содержащих неподвижный электрод и подвижный, выполненный в виде лепестка с постоянным поперечным сечением, включающий операцию установки зазора между электродами путем поворота подвижного электрода относительно неподвижного, отличающийся тем, что, с целью обеспечения максимальной площади контактирования, поворот лепестка при установке зазора производят вокруг оси, находящейся на расстоянии /3 длины гибкой части подвижного лепестка, со стороны места заварки.
П;
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПЕРЕКЛЮЧАЮЩИХСЯ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ | 1973 |
|
SU364976A1 |
| Магнитоуправляемый герметизированный контакт | 1983 |
|
SU1136223A1 |
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
| Способ сборки герконов и устройство для его осуществления | 1990 |
|
SU1756959A1 |
| Магнитоуправляемый контакт | 1978 |
|
SU817766A1 |
| ПРИСПОСОБЛЕНИЕ К УСТРОЙСТВУ СБОРКИ И ЗАВАРКИ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 1969 |
|
SU253245A1 |
| Магнитоуправляемый контакт | 1979 |
|
SU849318A1 |
| КОНТАКТНАЯ ПАРА ДЛЯ ГЕРМЕТИЗИРОВАННЫХ МАГНИТОУПРАВЛЯЕМЫХ РЕЛЕ | 1971 |
|
SU297081A1 |
| Способ сборки гезаконов | 1987 |
|
SU1597948A1 |
| МАГНИТОУПРАВЛЯЕМЫЙ ГЕРМЕТИЗИРОВАННЫЙ КОНТАКТ ДЛЯ ДАТЧИКОВ ПОРОГА СРАБАТЫВАНИЯ | 2001 |
|
RU2210828C2 |
г
(
Фиг Z
.J
игЛ
(S
и
i
тгг
-И h
ц
Ф.гб
. 7
