Изобретение относится к радиоэлектронной промышленности и может быть использовано в оборудовании для сборки и заварки магнитоуправляемых герметизированных контактов (гер-
KOHOBj,
Цель изобретения - повышение качества продукции, производительности сборки и расширение эксплуатационных возможностей за счет обеспечения вез- можности автоматизации сборки переключающих размыкающих и замыкающих герконов.
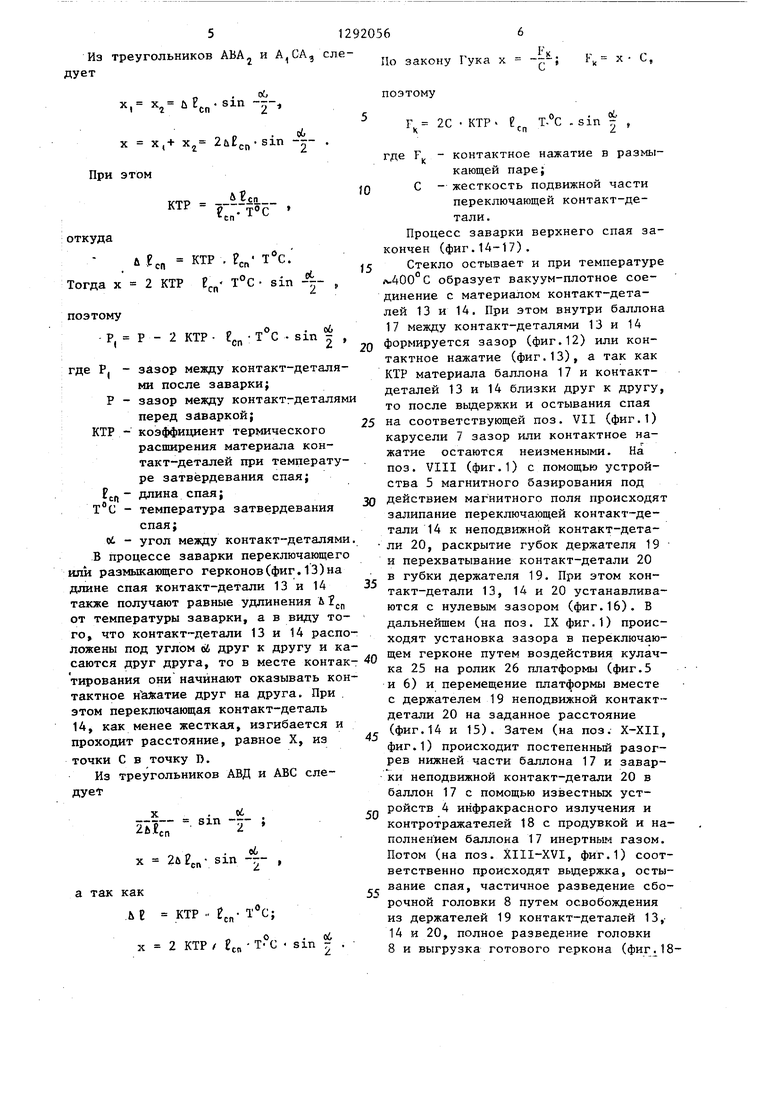
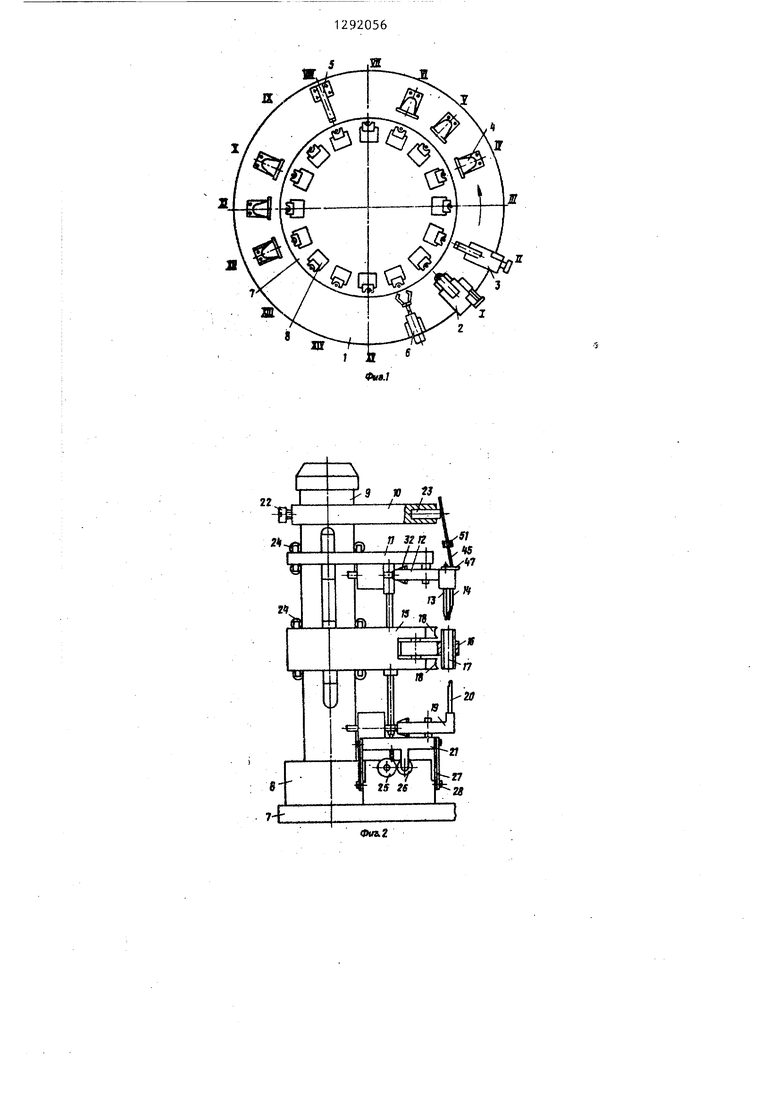
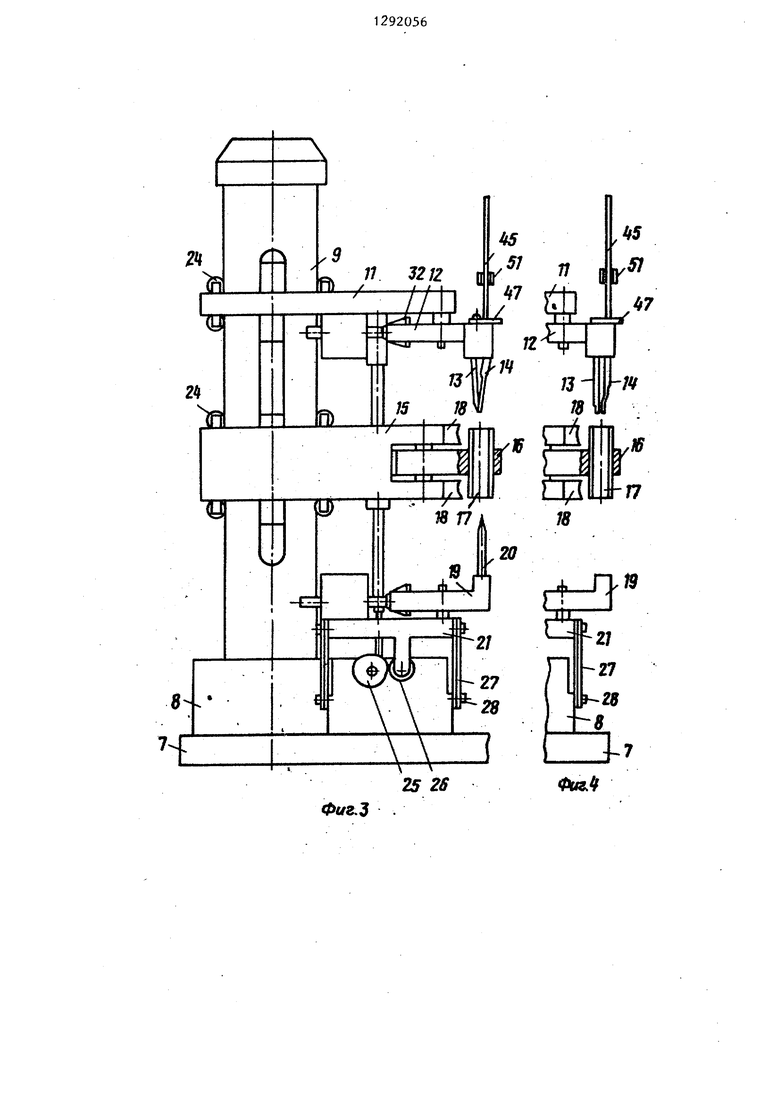
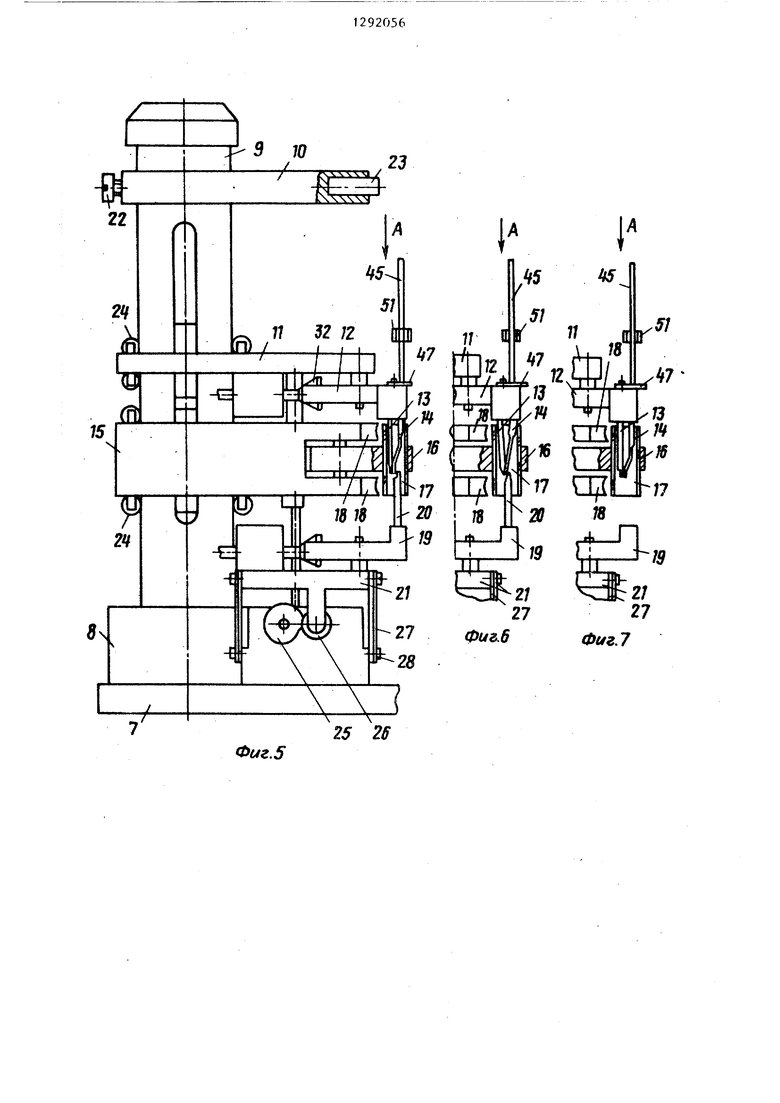
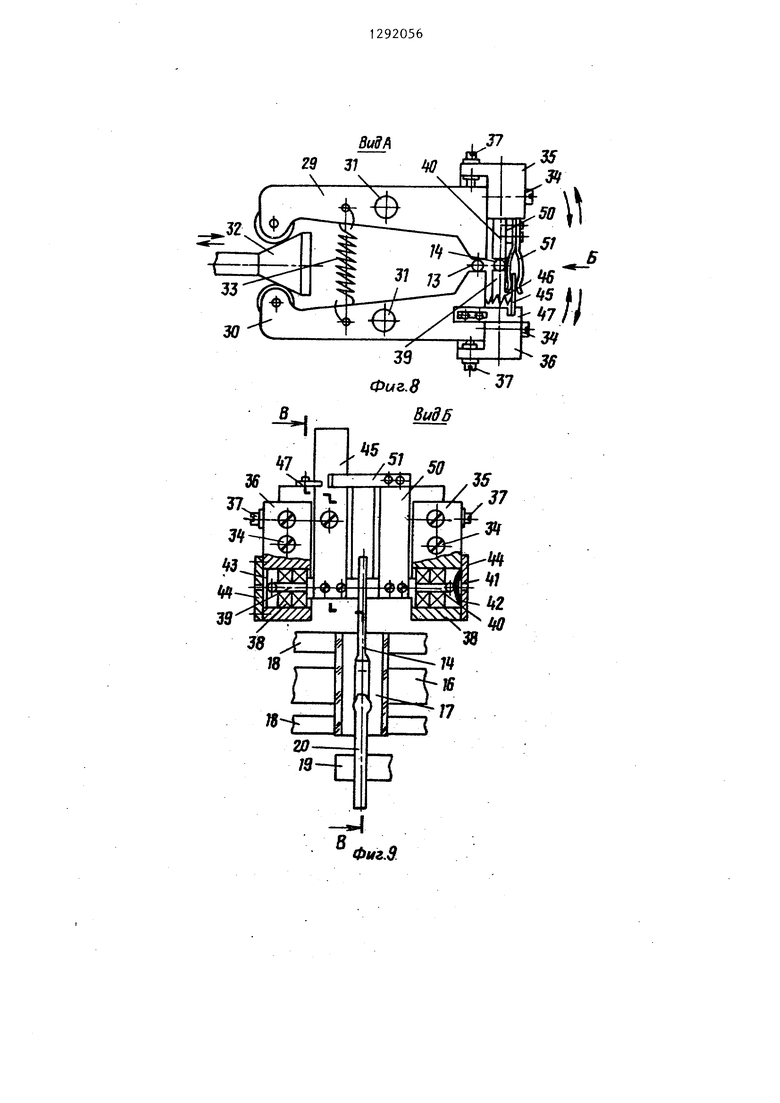
На фиг.1 изображено устройство для сборки и заварки герконов, вид сверху; на фиг.2 - сборочная головка с фиксатором в момент загрузки несимметричными контакт-деталями и баллоном переключающего геркона; на фиг.З- то же, без фиксатора в момент загрузки с симметричными контакт-деталями и баллоном; на фиг.4 - то же, без фиксатора в момент загрузки несимметричными контакт-деталями и баллоном замыкающего геркона; на фиг.5 - сборочная головка в момент сборки с несимметричными контакт-деталями переключающего геркона; на фиг.6 - то же, в момент сборки с симметричными контакт-деталями переключающего геркона; на фиг.7 - то же, в момент сборки с несимметричными контакт-деталями и баллоной замыкающего геркона; на фиг.8 - вид А на фиг.5-7; на фиг.9 - вид Б на фиг.8; на фиг.10 - разрез В-В на фиг.9 и положение несимметричных контакт-деталей перед заваркой; на фиг.11 - положение симметричных контакт-деталей перед заваркой; на фиг.12 - схема перемещения контакт- деталей зампыкающего геркона в процессе получения спая и зазора; на фиг .13- схема перемещения деталей размыкающего геркона в про- получения спая и контактного нажатия; на фиг.14л 15 - положения контакт-деталей геркона после заварки размыкающей пары; на фиг.16 - схематическое изображение контакт-деталей замыкающего геркона после заварки; на фиг.17 - схематическое изображение положения контакт-деталей переключающего геркона после установки О зазора и перехватывания нижней неподвижной контакт-детали; на фиг.18 - переключающий геркон с несимметричными контакт-деталями; на фиг,19 5
О
15
20
25
30
35
40
45
50
55
то же, с симметричными контакт-деталями; на фиг.20 - размыкающий геркон; на фиг.21 - замыкающий геркон.
Устройство для сборки герконов содержит стол 1, установленные на нем механизм 2 загрузки баллонов, механизм 3 загрузки контакт-деталей, заварочный агрегат 4 с источниками нагрева, механизм 5 магнитного базирования, механизм 6 выгрузки герконов, многопозиционную карусель 7 с приводом, на которой закреплены сборочные головки 8 (фиг.1). Сборочная головка 8 содержит неподвижную стойку 9, фиксаторы 10, каретку 11, верхний держатель 12 контакт-деталей 13 и 14, каретку 15, держатель 16 баллона 17, контротражатели 18, держатель 19 нижней неподвижной контакт-детали 20, механизм 21 настройки зазора (фиг.2).
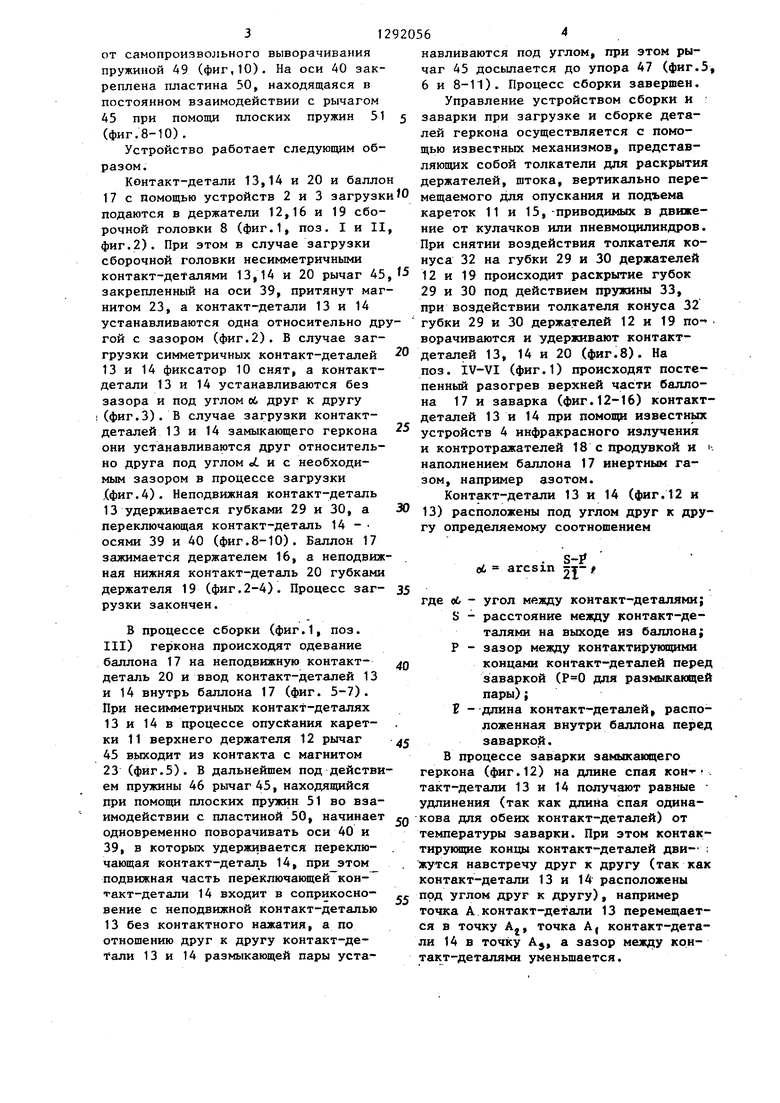
Фиксатор 10 содержит винт 22 и магнит 23. На каретке 11, которая при помощи шарикоподшипников 24 способна перемещаться по стойке 9, закреплен держатель 12 контакт-деталей t3 и 14. На каретке 15, способной также при помощи шарикоподшипников 24 перемещаться по стойке 9, закреплены держатель 16 баллона 17 и контротражатели 18. Держатель 19 нижней неподвижной контакт-детали 20 установлен на механизме 21 настройки зазора, состоящем из кулачка 25 и платформы с роликом 26, подвешенной к основанию на ленточных пружинах 27 при помощи винтов 28 (фиг.2). Держатели 12 и 19 неподвижных контакт-деталей 13 и 20 представляют собой две губки 29 и 30, закрепленные на осях 31, поворачивающиеся от конуса 32 и пружины 33 (фиг.8). На обеих губках 29 и 30 верхнего держателя 12 при помощи винтов 34 зак- : реплены два корпуса 35 и 36 пружинящего держателя переключающей контакт- детали 14. Положение 35 и 36-при по- мощи винтов 37 регулируется относительно оси конуса 32 (фиг.В). Внутри корпусов 35 и 36 на подшипниках 38 качения установлены оси 39 и 40, ко- тор.ыми удерживается переключающая контакт-деталь 14, шарики 41 пружина 42 и подпятник 43, удерживаемые от выпадания крышками 44 (фиг.9). На оси 39 закреплен рычаг 45, взаимодействующий с пружиной 46, движение которого ограничено упором 47, закрепленным на губке 30. Усилие пружины 46 регулируется винтом 48, зафиксированным
31
от самопроизвольного выворачивания пружиной 49 (фиг,10). На оси 40 закреплена пластина 50, находящаяся в постоянном взаимодействии с рычагом 45 при помощи плоских пружин 5 (фиг.8-10).
Устройство работает следующим образом.
Контакт-детали 13,14 и 20 и балло 17 с помощью устройств 2 и 3 загрузк подаются в держатели 12,16 и 19 сборочной головки 8 (фиг,1, поз. I и II фиг.2). При этом в случае загрузки сборочной головки несимметричными кoнтaкт-дetaлями 13,14 и 20 рычаг 45 закрепленный на оси 39, притянут магнитом 23, а контакт-детали 13 и 14 устанавливаются одна относительно дргой с зазором (фиг.2). В случае заг- грузки симметричных контакт-деталей 13 и 14 фиксатор 10 снят, а контакт- детали 13 и 14 устанавливаются без зазора и под углом ой друг к другу (фиг.З). В случае загрузки контакт- деталей 13 и 14 замыкающего геркона они устанавливаются друг относительно друга под углом ei. и с необходимым зазором в процессе загрузки ,(фиг.4). Неподвижная контакт-деталь 13 удерживается губками 29 и 30, а переключающая контакт-деталь 14 - осями 39 и 40 (фиг.8-10). Баллон 17 зажимается держателем 16, а неподвижная нижняя контакт-деталь 20 губками держателя 19 (фиг.2-4). Процесс заг- рузки закончен.
В процессе сборки (фиг.1, поз. III) геркона происходят одевание баллона 17 на неподвижную контакт- деталь 20 и ввод контакт-деталей 13 и 14 внутрь баллона 17 (фиг. 5-7). При несимметричных контакт-деталях 13 и 14 в процессе опускания каретки 11 верхнего держателя 12 рычаг 45 выходит из контакта с магнитом 23 (фиг.5). В дальнейщем под действием пружины 46 рычаг 45, находящийся при помощи плоских пружин 51 во взаимодействии с пластиной 50, начинает одновременно поворачивать оси 40 и 39, в которых удерживается перекпю- чающая контакт-деталь 14, при этом подвижная часть переключающей кон- такт-детали 14 входит в соприкосновение с неподвижной контакт-деталью 13 без контактного нажатия, а по отношению друг к другу контакт-детали 13 и 14 размыкающей пары устаз
О 05
0
5
навливаются под углом, при этом рычаг 45 досьтается до упора 47 (фиг.5, 6 и 8-11). Процесс сборки завершен.
Управление устройством сборки и заварки при загрузке и сборке деталей геркона осуществляется с помощью известных механизмов, представляющих собой толкатели для раскрытия держателей, щтока, вертикально перемещаемого для опускания и подъема кареток 11 и 15, -приводимых в движение от кулачков или пневмоцилиндров. При снятии воздействия толкателя конуса 32 на губки 29 и 30 держателей 12 и 19 происходит раскрытие губок 29 и 30 под действием пружины 33, при воздействии толкателя конуса 32 губки 29 и 30 держателей 12 и 19 по- ворачиваются и удерживают контакт- деталей 13, 14 и 20 (фиг.8). На поз. IV-VI (фиг.1) происходят постепенный разогрев верхней части баллона 17 и заварка (фиг.12-16) контакт- деталей 13 и 14 при помощи известных устройств 4 инфракрасного излучения и контротражателей 18 с продувкой и L наполнением баллона 17 инертным газом, например азотом.
Контакт-детали 13 и 14 (фиг.12 и 13) расположены под углом друг к другу определяемому соотношением
. S-I oL - arcsxn i- f
где об - УГОЛ между контакт-деталями; S - расстояние между контакт-деталями на выходе из баллона; Р - зазор между контактирующими концами контакт-деталей перед заваркой ( для размыкающей пары);
- длина контакт-деталей, расположенная внутри баллона перед заваркой.
В процессе заварки замыкающего геркона (фиг. 12) на длине спая KOH-I- . такт-детали 13 и 14 получают равные удлинения (так как длина спая одина- кова для обеих контакт-деталей) от температуры заварки. При этом контактирующие концы контакт-деталей дви- ; жутся навстречу друг к другу (так как
контакт-детали 13 и 14 расположены под углом друг к другу), например
точка А контакт-детали 13 перемещает- точка А| контакт-детася
и
в точку А,
14 в точку Aj, а зазор между контакт-деталями уменьшается.
дует
51292056
Из треугольников АВА и , елеПо
. 7 b cn-sin -Г
tii
X х,+ х. si 2
При этом
|сп.
е,„-
КТР - а тОр
откуда
ле,„ ктр Лс„ т- с.
Тогда X 2 КТР Т°С sin „
поэтому
Р, Р - 2 КТР- Ер„ . sin ,
где Р, - зазор между контакт-деталями после заварки; Р - зазор между контактгдеталям
перед заваркой;
КТР - коэффициент термического расширения материала контакт-деталей при температуре затвердевания спая; Ej. - длина спая; т с - температура затвердевания
спая;
ot - угол между контакт-деталями В процессе заварки переключающего шш размьпсающего герконовСфиг. 13)на дш1не спая контакт-детали 13 и 14 также получают равные удлинения Л 2. от температуры заварки, а в виду того, что контакт-детали 13 и 14 расположены под углом 64 друг к другу и касаются друг друга, то в месте контак тирования они начинают оказывать контактное н ажатие друг на друга. При этом переключающая контакт-деталь 14, как менее жесткая, изгибается и проходит расстояние, равное X, из
точки С в точку D.
Из треугольников АВД и ABC следует
X
2.11
СП
oi Т
в6
X sin --- ,
а так как
.&Е КТР .. cn- Т°С; X 2 КТР / е.,, . sin .
FK По закону Гука х ---;
С,
поэтому
5
0
5
0
35 0
45
50
55
OL
Т 2С КТР е Т- С „sin - ,
где F - контактное нажатие в размыкающей паре;
С - жесткость подвижной части переключающей контакт-детали.
Процесс заварки верхнего спая закончен (фиг.14-17).
Стекло остывает и при температуре л.400°С образует вакуум-плотное соединение с материалом контакт-деталей 13 и 14. При этом внутри баллона 17 между контакт-деталями 13 и 14 формируется зазор (фиг.12) или контактное нажатие (фиг.13), а так как КТР материала баллона 17 и контакт- деталей 13 и 14 близки друг к другу, то после выдержки и остывания спая на соответствующей поз. VII (фиг.1) карусели 7 зазор или контактное нажатие остаются неизменными. На поз. VIII (фиг.1) с помощью устройства 5 магнитного базирования под действием магнитного поля происходят залипание переключающей контакт-детали 14 к неподвижной контакт-детали 20, раскрытие губок держателя 19 и перехватывание контакт-детали 20 в губки держателя 19. При этом контакт-детали 13, 14 и 20 устанавлива ются с нулевым зазором (фиг.16). В дальнейшем (на поз. IX фиг.1) происходят установка зазора в переключающем герконе путем воздействия кулачка 25 на ролик 26 платформы (фиг.5 и 6) и перемещение платформы вместе с держателем 19 неподвижной контакт- детали 20 на заданное расстояние (фиг.14 и 15). Затем (на поз. X-XII, фиг.1) происходит постепенный разогрев нижней части баллона 17 и заварки неподвижной контакт-детали 20 в баллон 17 с помощью известных устройств 4 инфракрасного излучения и контротражателей 18 с продувкой и наполнением баллона 17 инертным газом. Потом (на поз. XllI-XVI, фиг.1) соответственно происходят выдержка, остывание спая, частичное разведение сборочной головки 8 путем освобождения из держателей 19 контакт-деталей 13, 14 и 20, полное разведение головки 8 и выгрузка готового геркона (фиг.1821).путем раскрытия губок держателя 16 баллона 17 и снятие геркона с помощью фиксатора.
Предлагаемью способ сборки и заварки герконов и устройство для его осуществления обеспечивают более стабильный зазор или контактное нажатие путем установки контакт-деталей 13 и 14 под углом об друг к другу. При этом, например в случае получения за- мыкающего геркона с зазором больше нормы, зазор между контакт-деталями 13 и 14 не трудно вывести в норму путем увеличения длины спая. В зависимости от длины спая и угла между контакт-деталями 13 и 14 разброс контактного нажатия или зазора в готовом герконе i10%. Изобретение может быть использовано для сборки и заварки размыкающих и замыкающих герконов, у которых контакт-детали расположены с одного торца баллона, в этом случае . неподвижная контакт-деталь 20 не загружается в держатель 19 (фиг.7, 20 и 21). .
Формула изобретения
1. Способ сборки герконов, содержащих контакт-детали, устанавливаемые ЗО в одном торце баллона, путем фиксации контакт-деталей и баллона в держате- . лях с закреплением контакт-деталей, устанавливаемых в одном торце балло- :, на, в пружинящем держателе, установки заданного перекрытия и заварки контакт-деталей, отличающий- с я тем, что, с .целью повышения ка35.
5 О 0
О
чества продукции, контакт-детали закг репляют в пружинящем держателе и фиксируют под углом друг к другу.
2. Устройство для сборки герконов, содержащее стол, многопозиционную карусель с приводом, систему питания и управления, механизмы для загрузки контакт-деталей и баллонов, механизм выгрузки, стойки с направляющими для перемещения кареток, каретки с верхними держателями контакт-деталей, каретки с держателями баллонов, нижние держатели контакт-деталей, заварочный агрегат с источниками нагрева, механизм магнитного базирования, механизм настройки зазора, отличающееся тем, что, с целью повьппения качества продукции, производительности сборки и расширения эксплуатационных возможностей за счет обеспечения возможности автоматизации сборки переключающих, размыкающих и замыкающих герконов, верхние держатели снабжены упором, держатель поД вижной контакт-детали выполнен пру- жиняпцш из двух половин и снабжен регулировочными винтами для перемеще ния указанных половин относительно оси баллона, при этим в корпусах половин на подшипниках качения распо- подпружиненные оси, находящиеся во взаимодействии друг с другом при помощи подпружиненного pbrta- га и пластины, кинематически связан- 5 ных между собой плоскими пружинами, а указанные стойки с направляющими . снабжены фиксатором указанного под- пружиненного рычага.
5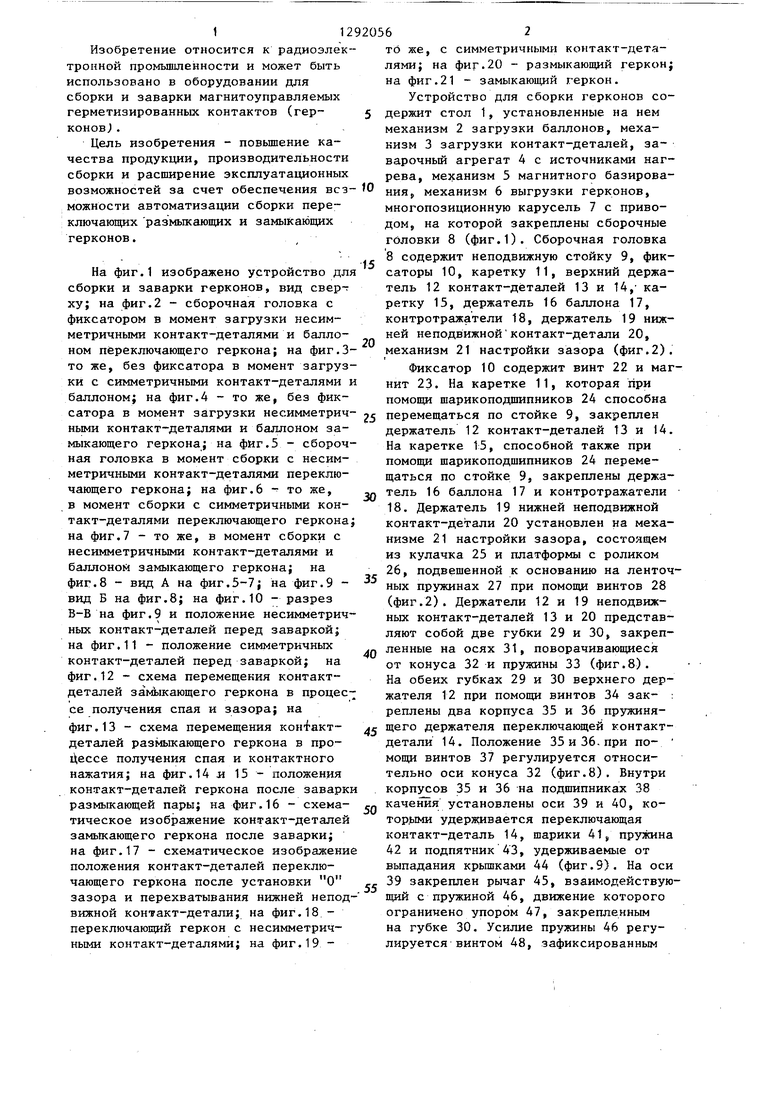
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
| Устройство для сборки герконов | 1988 |
|
SU1605285A1 |
| Способ сборки герконов и устройство для его осуществления | 1990 |
|
SU1756959A1 |
| Способ сборки гезаконов | 1987 |
|
SU1597948A1 |
| Способ изготовления герконов | 1990 |
|
SU1749933A1 |
| Способ сборки переключающих герконов | 1980 |
|
SU966770A1 |
| Автомат для сборки и заваркигЕРКОНОВ | 1979 |
|
SU796938A1 |
| Способ восстановления геркона, отработавшего ресурс | 1988 |
|
SU1607025A1 |
| Магнитоуправляемый герметизированный контакт | 1982 |
|
SU1065905A1 |
| Автомат для сборки и заварки магнитоуправляемых контактов | 1974 |
|
SU530362A1 |
Изобретение относится к радиоэлектронной промьшшенности и может быть использовано в оборудовании для сборки и заварки герконов. Цель изобретения - повьшение качества продукции, производительности сборки и расширение эксплуатационных возможностей за счет обеспечения возможности автоматизации сборки переключающих размыкающих и замьжающих герконов. Способ характеризуется тем, что контакт-детали закрепляют в пружинящем держателе и фиксируют под углом друг к другу. Это увеличивает в про.цессе заварки путь перемещения одной контакт-детали навстречу другой при обеспечении необходимого зазора или контактного нажатия. Изменяя угол : между контакт-деталями, располагаемыми с одного торца баллона, или длину спая в процессе заварки или в процессе сборки, можно получать в герконе требуемый зазор или контактное нажатие в заданных пределах в зависимости от типоразмеров собираемых герконов, что повышает качество продукции. 2 и.п. ф-лы, 21 ил. (Л to D Isd О сл Од
Филг
18
.1. I
f
18
20
Фаг.З
25 28
Фиг.
51
Ц7
25 25
Фиг. 5
Фиг.6
Фиг,7
BuSf(
Фиг.З
Фиг.Ю
Фиъ,11
Фиг.12
Фиг.13
JO
1 /5
Фиг.Г
Фиг,Г
Фиг. 16
Фиг.Г7
- ,jV /3
17
-2В
Фиг.18
Фиг.13
20
Фиг,20
Составитель Е.Сафонова Редактор О.Головач Техред Л.Сердюкова Корректор С.Черни
Заказ 278/52 Тираж 699Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, уЛ.Проектная, 4
| КОМБИНИРОВАННЫЙ СОЛНЕЧНЫЙ ВОДОВОЗДУШНЫЙ КОЛЛЕКТОР | 2013 |
|
RU2546340C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ СБОРКИ ПЕРЕКЛЮЧАЮЩИХСЯ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ | 0 |
|
SU364976A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сборки переключающих герконов | 1980 |
|
SU966770A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сборки переключающих герконов | 1973 |
|
SU458052A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент CUIA № 3539323, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТНЫХ УСТРОЙСТВ | 0 |
|
SU269307A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3282670, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3491425, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 3491900, кл | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Патент США № 3141558, кл | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
