Изобретение относится к радиоэлектронной промышленности и может быть использовано в оборудовании для сборки и заварки магнитоуправляемых герметизированных контактов (герконов)
Известен способ изготовления контактных выключателей, который заключается в том, что через контакты пропускают электрический ток и фиксируют момент замыкания или размыкания контактов, с целью определения исходной точки, в которой начинается разъединение контактов и по по- ложению этой точки формируют определенный зазор между контактами.
Недостатком данного способа является невозможность контролировать точность
заварки контактов геркона, так как он позволяет оценивать только усредненную величину зазора между контактами.
Известно также устройство для разбраковки герконов, содержащее мультивибратор, соединенный выходом через генератор пилообразного напряжения с входом усилителя, соединенного первым и вторым выходами соответственно с первым и вторым выходами управляющей катушки, внешний магнитопровод, измерительную катушку и измеритель амплитуды импульсов, причем внешний магнитопровод соединен первым и вторым выводами соответственно с зажимами для подключения одноименных выводов геркона, на одном из которых
аоэеаЬ
установлена измерительная катушка, соединенная первым и вторым выводами соответственно с одноименными входами измерителя амплитуды импульсов,
Недостатком данного устройства является невозможность проведения контроля в процессе сборки герконов для увеличения процента выхода годных герконов.
Известен также способ регулирования межконтактного зазора геркона, заключающийся в измерении магнитодвижущей силы срабатывания и ступенчатом изменении зазора в герконе и измерении зазора с помощью двух индукторов,
Недостатком данного способа является то, что в случае перекоса контакт-деталей относительно трех осей зазор не удается установить без перекоса рабочих поверхностей контакт-деталей.
Наиболее близким к предлагаемому изобретению является способ сборки герконов и устройство для его осуществления. Способ сборки герконоо, содержащих контакт-детали, устанавливаемые в одном торце баллона, путем фиксации контакт-деталей и баллона в держателях с закреплением контакт-деталей, устанавливаемых в одном торце баллона, в пружинящем держателе, установки заданного перекрытия и заварки контакт-деталей.
Устройство содержит стол, многопозиционную карусель с приводом, систему питания и управления, механизм для загрузки контакт-деталей и баллонов, механизмы выгрузки, стойки с направляющими для перемещения кареток, каретки с верхними держателями контакт-деталей, каретки с держателями баллонов, нижние держатели контакт-деталей, заварочный агрегат с источниками нагрева, механизм магнитного базирования, механизм настройки зазора, верхние держатели, снабженные упором, держатель подвижной контакт-детали, выполненный из двух половин и снабженный регулировочными винтами для перемещения указанных половин относительно оси баллона, при этом в корпусах половин расположены подпружиненные оси, находящиеся во взаимодействии друг с другом при помощи подпружиненного рычага и пластины, кинематически связанных между собой плоскими пружинами, а указанные стойки с направляющими снабжены фиксаторами указанного подпружиненного рычага.
Недостатком данных способа и устройства является невысокая точность сборки герконов, так как они не позволяют определить наличие перекосов рабочих поверхностей контакт-деталей относительно друг
друга и, следовательно, не позволяют устранить этот перекос, который возникает за счет несовершества форм контакт-деталей. Герконы с такими перекосами являются потенциально ненадежными, так как из-за перекоса происходит контактирование по линии или в точке, что уменьшает площадь контактирования, а также приводит к повышению плотности тока, протекающего через
0 контакт и, как следствие, подгорание контактов и выход геркона из строя.
Цель изобретения -улучшение качества герконов и повышение их эксплуатационных характеристик за счет автоматизиро5 ванного устранения перекосов рабочих поверхностей контакт-деталей друг относительно друга в процессе сборки.
Цель достигается за счет того, что в устройство, содержащее стол, механизм за0 грузки баллонов, механизм загрузки контакт-деталей, механизм выгрузки, многопозиционную карусель с приводом и сборочные головки, содержащие неподвижную стойку, каретку, верхний держатель по5 движной контакт-детали, держатель баллона, контротражатели, держатель неподвижной контакт-детали и механизм настройки зазора введены: блок управления, сборочная головка дополнительно
0 снабжена механизмом поворота держателя подвижной контакт-детали относительно трех ортогональных осей, каркасом с управляющей и измерительной катушкой, генератором напряжения треугольной формы,
5 усилителем, детектором, измерителем амплитуды импульсов и управляемым компаратором, при этом держатель баллона конструктивно выполнен в виде дсух втулок с управляющей и измерительной катушкой
0 с обеих его сторон расположенных соосно с каркасом, выводы управлявшей катушки соединены с выходом генератора напряжения треугольной формы, выводы измерительной катушки подключены к входу
5 усилителя, выход которого соединен с входом детектора, выход которого соединен с первым входом блока управления и входом измерителя амплитуды импульсов, выход которого соединен с вторым входом блока
0 управления и входом управляемого компаратора, выход которого соединен с третьим входом блока управления, четвертый вход которого соединен с входом указанного генератора импульсов треугольной формы.
5 Устройство реализует способ сборки герконов, заключающийся в периодическом замыкании и размыкании контакт-деталей геркона. измерении амплитуды магнитных импульсов замыкания, поворота подвижной контакт-детали относительно трех осей до
момента получения максимальной амплитуды магнитных импульсов замыкания, сравнении амплитуды импульса с пороговым значением и в случае повышения порогового значения, заварке подвижной контакт- детали,
Теоретическим обоснованием данного способа и устройства является следующее.
В управляющей катушке с изменением тока меняется и магнитное поле, и при достижении магнитодвижущей силы, равной пределу срабатывания, контакт-детали гер- кона замыкаются. Это вызывает изменение магнитного потока, проходящего через выводы геркона, в результате чего в измерительной катушке будет наведена электродвижущая сила. В случае замыкания контактов по линии или в одной точке изменение магнитного потока будет меньше, чем в том случае, когда замыкание контактов осуществляется по всей площади контактов, Это связано с тем, что наличие воздушных прослоек между контактирующими поверхностями существенно влияет на величину магнитного потока, проходящего через контакт-детали геркона.
Существенное отличие заключается в том, что с целью улучшения качества герко- нов и повышения их эксплуатационных характеристик, производят периодическое замыкание и размыкание контакт-деталей геркона, измеряют амплитуду магнитных импульсов замыкания, поворачивают подвижную контакт-деталь относительно трех осей до момента получения максимальной амплитуды магнитных импульсов замыкания, сравнивают амплитуду импульса с пороговым значением и в случае превышения порогового значения, заваривают подвижную контакт-деталь, для чего в устройство введен блок управления, а сборочная головка дополнительно снабжена механизмом поворота подвижной контакт-детали, относительно трех осей, каркасом с управляющей и измерительной катушкой, генератором напряжения треугольной формы, усилителем, детектором, измерителем амплитуды импульсов и управляемым компаратором, при этом каркас с управляющей и измерительной катушкой конструктивно совмещен с держателем баллонов, выводы управляющей катушки соединены с выходом генератора напряжения треугольной формы, выводы измерительной катушки подключены к входу усилителя, выход которого соединен с входом детектора, выход которого соединен с первым входом блока управления и входом измерителя амплитуды импульсов, вход которого соединен с вторым входом блока управления и входам
управляемого компаратора, выход которого соединен с третьим входом блока управления, четвертый вход которого соединен с входом указанного генератора импульсов 5 треугольной формы.
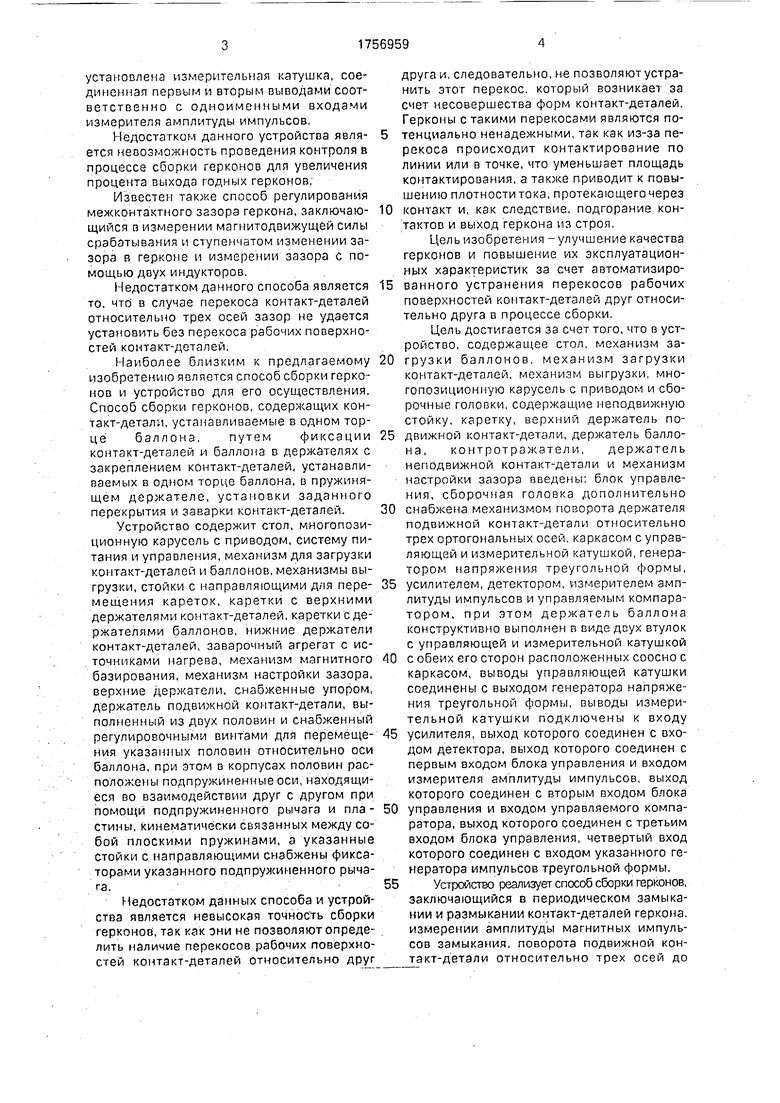
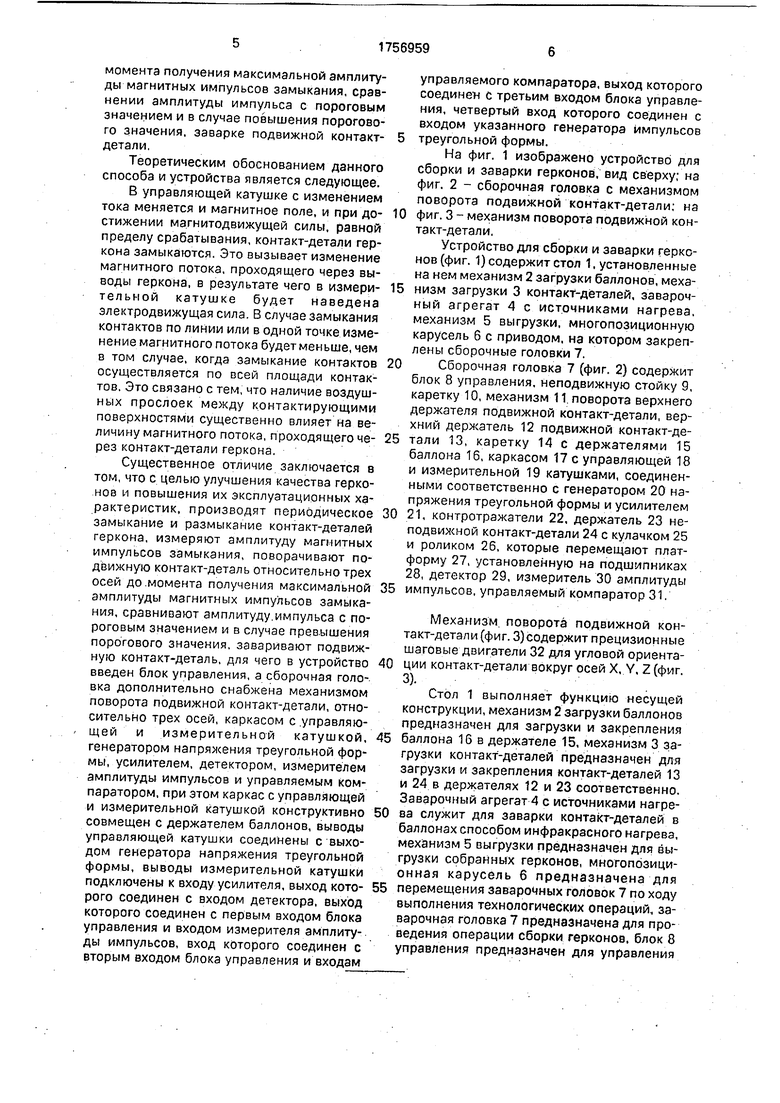
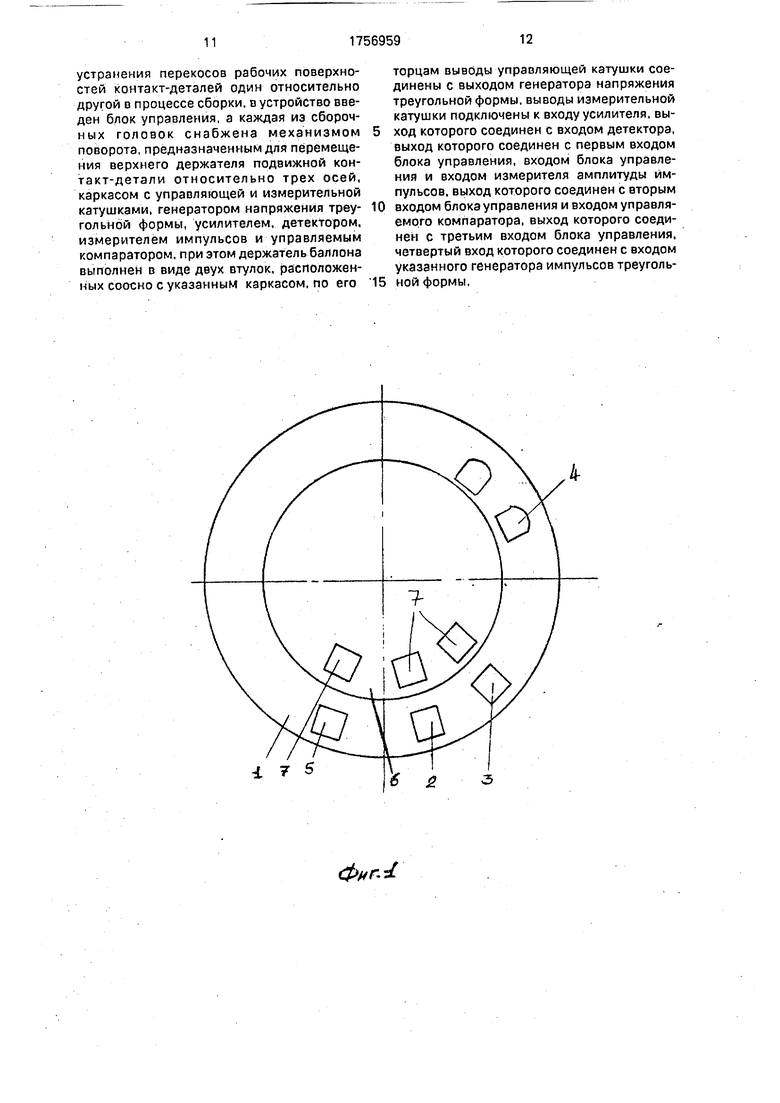
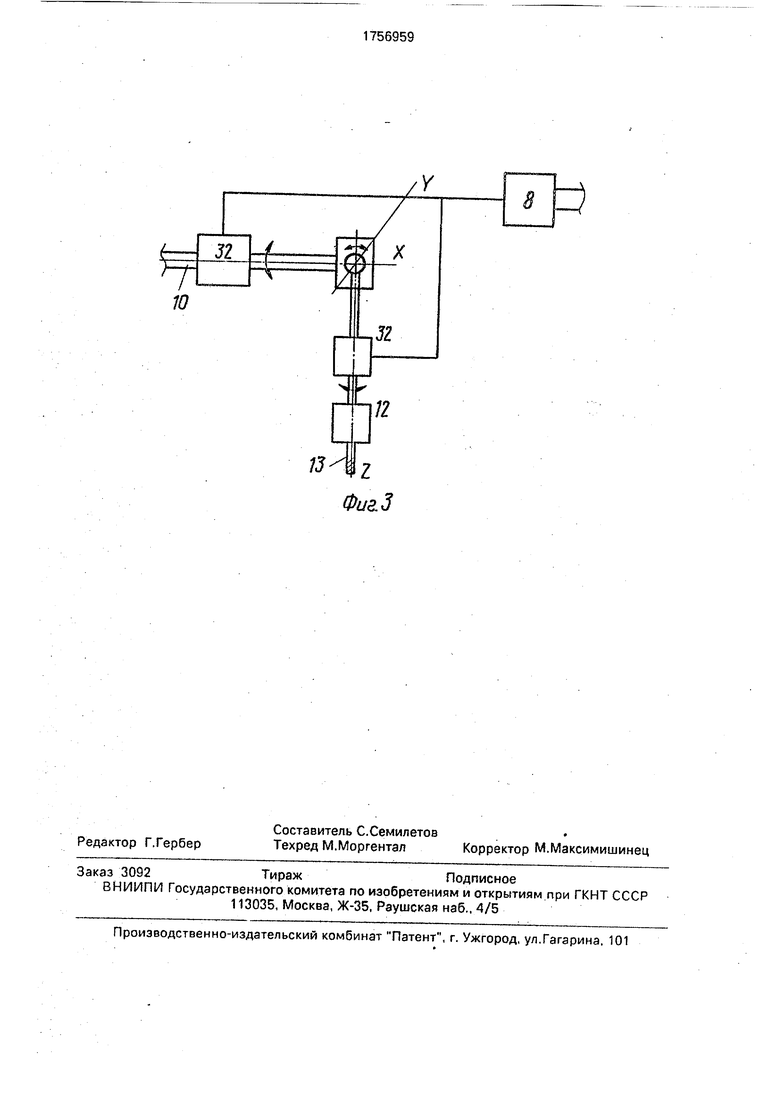
На фиг. 1 изображено устройство для сборки и заварки герконов, вид сверху; на фиг. 2 - сборочная головка с механизмом поворота подвижной контакт-детали; на
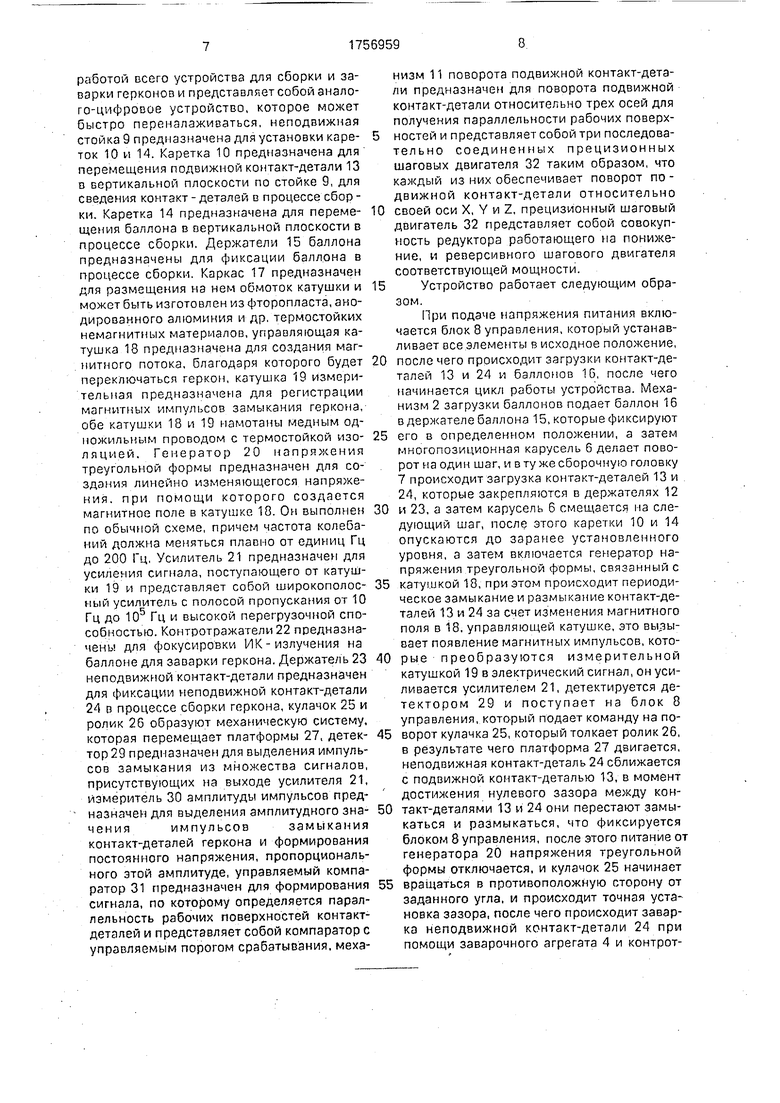
0 фиг. 3 - механизм поворота подвижной контакт-детали.
Устройство для сборки и заварки герконов (фиг. 1) содержит стол 1, установленные на нем механизм 2 загрузки баллонов, меха5 низм загрузки 3 контакт-деталей, заварочный агрегат 4 с источниками нагрева, механизм 5 выгрузки, многопозиционную карусель б с приводом, на котором закреплены сборочные головки 7.
0 Сборочная головка 7 (фиг. 2) содержит блок 8 управления, неподвижную стойку 9, каретку 10, механизм 11 поворота верхнего держателя подвижной контакт-детали, верхний держатель 12 подвижной контакт-де5 тали 13, каретку 14 с держателями 15 баллона 16, каркасом 17 с управляющей 18 и измерительной 19 катушками, соединенными соответственно с генератором 20 напряжения треугольной формы и усилителем
0 21, контротражатели 22, держатель 23 неподвижной контакт-детали 24 с кулачком 25 и роликом 26, которые перемещают платформу 27, установленную на подшипниках 28, детектор 29, измеритель 30 амплитуды
5 импульсов, управляемый компаратор 31.
Механизм поворота подвижной контакт-детали (фиг. 3)содержит прецизионные шаговые двигатели 32 для угловой ориента0 ции контакт-дета л и вокруг осей X, Y. Z (фиг. 3).
Стол 1 выполняет функцию несущей конструкции, механизм 2 загрузки баллонов предназначен для загрузки и закрепления
5 баллона 16 в держателе 15, механизм 3 загрузки контакт-деталей предназначен для загрузки и закрепления контакт-деталей 13 и 24 в держателях 12 и 23 соответственно. Заварочный агрегат 4 с источниками нагре0 ва служит для заварки контакт-деталей в баллонах способом инфракрасного нагрева, механизм 5 выгрузки предназначен для выгрузки собранных герконов, многопозиционная карусель 6 предназначена для
5 перемещения заварочных головок 7 по ходу выполнения технологических операций, заварочная головка 7 предназначена для проведения операции сборки герконов, блок 8 управления предназначен для управления
работой всего устройства для сборки и заварки герконов и представляет собой аналого-цифровое устройство, которое может быстро переналаживаться, неподвижная стойка 9 предназначена для установки кареток 10 и 14. Каретка 10 предназначена для перемещения подвижной контакт-детали 13 в вертикальной плоскости по стойке 9, для сведения контакт - деталей в процессе сбор - ки. Каретка 14 предназначена для перемещения баллона в вертикальной плоскости в процессе сборки. Держатели 15 баллона предназначены для фиксации баллона в процессе сборки. Каркас 17 предназначен для размещения на нем обмоток катушки и может быть изготовлен из фторопласта, анодированного алюминия и др, термостойких немагнитных материалов, управляющая катушка 18 предназначена для создания магнитного потока, Благодаря которого будет переключаться горком, катушка 19 измерительная предназначена для регистрации магнитных импульсов замыкания геркона, обе катушки 18 и 19 намотаны медным одножильным проводом с термостойкой изоляцией. Генератор 20 напряжения треугольной формы предназначен для создания линейно изменяющегося напряжения, при помощи которого создается магнитное поле в катушке 10. Он выполнен по обычной схеме, причем частота колебаний должна меняться плавно от единиц Гц до 200 Гц, Усилитель 21 предназначен для усиления сигнала, поступающего от катушки 19 и представляет собой широкополосный усилитель с полосой пропускания от 10 Гц до 105 Гц и высокой перегрузочной способностью. Контротражагели 22 предназначены для фокусировки I/IK-излучения на баллоне для заварки геркона. Держатель 23 неподвижной контакт-детали предназначен для фиксации неподвижной контакт-детали 24 в процессе сборки геркона, кулачок 25 и ролик 26 образуют механическую систему, которая перемещает платформы 27, детектор 29 предназначен для выделения импульсов замыкания из множества сигналов, присутствующих на выходе усилителя 21, измеритель 30 амплитуды импульсов предназначен для выделения амплитудного зна- ченияимпульсовзамыкания
контакт-деталей геркона и формирования постоянного напряжения, пропорционального этой амплитуде, управляемый компаратор 31 предназначен для формирования сигнала, по которому определяется параллельность рабочих поверхностей контакт- деталей и представляет собой компаратор с управляемым порогом срабатывания, механизм 11 поворота подвижной контакт-детали предназначен для поворота подвижной контакт-детали относительно трех осей для получения параллельности рабочих поверхностей и представляет собой три последова- тельно соединенных прецизионных шаговых двигателя 32 таким образом, что каждый из них обеспечивает поворот по - движной контакт-детали относительно
своей оси X, Y и Z, прецизионный шаговый двигатель 32 представляет собой совокупность редуктора работающего на понижение, и реверсивного шагового двигателя соответствующей мощности.
Устройство работает следующим образом.
При подаче напряжения питания включается блок 8 управления, который устанавливает все элементы в исходное положение,
после чего происходит загрузки контакт-деталей 13 и 24 и баллонов 16, после чего начинается цикл работы устройства. Механизм 2 загрузки баллонов подает баллон 16 в держателе баллона 15, которые фиксируют
его в определенном положении, а затем многопозиционная карусель 6 делает поворот на один шаг, и в ту же сборочную головку 7 происходит загрузка контакт-деталей 13 и 24, которые закрепляются в держателях 12
и 23, а затем карусель 6 смеа ается па следующий шаг, после этого каретки 10 и 14 опускаются до заранее установленного уровня, а затем включается генератор напряжения треугольной формы, связанный с
катушкой 18, при этом происходит периодическое замыкание и размыкание контакт-деталей 13 и 24 за счет изменения магнитного поля в 18, управляющей катушке, это вырывает появление магнитных импульсов, которые преобразуются измерительной катушкой 19 в электрический сигнал, он усиливается усилителем 21, детектируется детектором 29 и поступает на блок 8 управления, который подает команду на поворот кулачка 25, который толкает ролик 26, в результате чего платформа 27 двигается, неподвижная контакт-деталь 24 сближается с подвижной контакт-деталью 13, в момент достижения нулевого зазора между контакт-деталями 13 и 24 они перестают замыкаться и размыкаться, что фиксируется блоком 8 управления, после этого питание от генератора 20 напряжения треугольной формы отключается, и кулачок 25 начинает
вращаться в противоположную сторону от заданного угла, и происходит точная уста- новка зазора, после чего происходит заварка неподвижной контакт-детали 24 при помощи заварочного агрегата 4 и контротражателей22, с целью уменьшения времени цикла работы устройства по ходу многопозиционной карусели 6 установлено несколько заварочных агрегатов 4, которые карусель б проходит последовательно, По- еле заварки неподвижной контакт-детали 24 карусель смещается на следующую позицию, и начинается цикл устранения перекоса рабочих поверхностей контакт-деталей 13 и 24, включается генератор 20 напряже- ния треугольной формы и начинают замыкаться контакт-детали 13 и 24 за счет того, что сигнал от генератора 20 поступает на управляющую катушку 18, которая преобразует его в линейно-изменяющее магнитное поле, в измерительной катушке 19 наводится ЭДС, вызванная магнитными импульсами замыкания контакт-деталей 13 и 24, эта ЭДС поступает на усилитель 21, а затем после усиления детектируется в детекторе 29 и выделяется амплитуда импульсов в измерителе 30 амплитуды импульсов, сигнал с его выхода поступает на блок 8 управления, в котором вырабатывается сигнал на последовательное включение прецизионных ша- говых двигателей 32, т.е. вначале включается двигатель, который поворачивает подвижную контакт-деталь 13 по оси, при этом блок 8 управления анализирует сигнал из измерителя амплитуды импульсов 30, причем, если его амплитуда увеличивается, то двигатель 32 продолжает вращаться до достижения максимального значения сигнала, в противном случае он начинает вращаться в противоположную сторону до тех пор, пока амплитуда сигнала также станет максимальной, это означает, что в данной оси перекос устранен, и следующим шагом устраняются перекосы по осям X и У. после этого сигнал поступает из измерителя амп- литуды импульсов 30 на управляемый компаратор 31, где анализируется на соответствие его величины пороговому значению, если эта величина больше или равна пороговому значению, то блок 8 управления подает сигналы, разрешающие дальнейшую заварку подвижной контакт-детали 13, которая происходит таким же образом, как и неподвижной контакт-детали 24, после завершения этого процесса готовый геркон выгружается через механизм 5 выгрузки в отсек годных герконов, в случае, если этот сигнал меньше порогового, то блок 8 управления запрещает заварку геркона, и механизм 5 выгрузки выгружает контакт-деталь 13 и баллон 16с контакт-деталью 24 в отсек брака, после этого карусель 6 перемешается в исходную позицию, и цикл работ повторя - ется.
Технико-экономическая эффективность данного способа и устройства заключается в том, что будет повышено качество герконов и выпускаемые будут иметь более высокие эксплуатационные характеристики, так как данный способ и устройство в процессе сборки герконов позволяют устранить перекосы рабочих поверхностей контакт-деталей и одновременно отбраковать герконы, у которых устранение перекоса невозможно вследствие деформации непосредственно рабочих плоскостей контакт-деталей.
Герконы, у которых имеются перекосы, замыкаются не по плоскости, а в линии или точке, что приводит к повышенному износу покрытия. При этом ток протекает через меньшую площадь, т.е. увеличивается плотность тока, а вследствие этого и повышается эрозия покрытия контактов, следовательно, геркон быстрее выходит из строя,
Предложенный способ и устройство, реализующее его, позволяют устранить перекосы в процессе сборки геркона или же опять с производства герконы, у которых этот перекос нельзя устранить.
Формула изобретения
1,Способ сборки герконов путем фиксации контакт-деталей и баллона в держателях, установки заданного перекрытия и заварки неподвижных контакт-деталей, о т- л и ч а ю щ и и с я тем, что, с целью улучшения качества герконов и повышения их эксплуатационных характеристик, производят периодическое замыкание и размыкание контакт-деталей геркона, измеряют амплитуду магнитных импульсов замыкания, поворачивают подвижную контакт-деталь относительно трех осей до момента получения максимальной амплитуды магнитных импульсов замыкания, сравнивают полученную амплитуду магнитных импульсов замыкания с пороговым значением амплитуды и в случае превышения величины порогового значения, заваривают подвижную контакт- деталь,
2.Устройство для сборки герконов, содержащее стол, механизм загрузки баллонов, механизм загрузки контакт-деталей, заварочный агрегат с источниками нагрева, механизм зыгрузки, многопозиционную карусель с приводом и сборочные головки, содержащие неподвижную стойку, каретку, верхний держатель подвижной контакт-детали, держатель баллона, контротрзжатели, держатель неподвижной контакт-детали и механизм настройки зазора, отличающееся тем, что, с целью улучшения качества герконов и повышения их эксплуатационных характеристик путем автоматизированного
устранения перекосов рабочих поверхностей контакт-деталей один относительно другой о процессе сборки, в устройство введен блок управления, а каждая из сборочных головок снабжена механизмом поворота, предназначенным для перемещения верхнего держателя подвижной контакт-детали относительно трех осей, каркасом с управляющей и измерительной катушками, генератором напряжения треугольной формы, усилителем, детектором, измерителем импульсов и управляемым компаратором, при этом держатель баллона выполнен в виде двух втулок, расположенных соосно с указанным каркасом, по его
0
5
торцам выводы управляющей катушки соединены с выходом генератора напряжения треугольной формы, выводы измерительной катушки подключены к входу усилителя, выход которого соединен с входом детектора, выход которого соединен с первым входом блока управления, входом блока управления и входом измерителя амплитуды импульсов, выход которого соединен с вторым входом блока управления и входом управляемого компаратора, выход которого соединен с третьим входом блока управления, четвертый вход которого соединен с входом указанного генератора импульсов треугольной формы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки герконов | 1988 |
|
SU1605285A1 |
| Способ сборки герконов и устройство для его осуществления | 1985 |
|
SU1292056A1 |
| Автомат для сборки и заваркигЕРКОНОВ | 1979 |
|
SU796938A1 |
| Автомат для сборки и заварки магнитоуправляемых контактов | 1974 |
|
SU530362A1 |
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
| Способ сборки гезаконов | 1987 |
|
SU1597948A1 |
| Способ изготовления герконов | 2022 |
|
RU2805999C1 |
| СПОСОБ ГРУППОВОГО ИЗГОТОВЛЕНИЯ ГЕРКОНОВ С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2020 |
|
RU2739583C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| Способ сборки геркона | 1991 |
|
SU1791867A1 |

Использование: радиоэлектронная промышленность, оборудование для сборки и заварки магнитоуправляемых герметизированных контактов. Сущность изобретения: автоматизированное устранение перекосов рабочих поверхностей контакт-деталей одна относительно другой в процессе сборки. В устройство введены измерительная и управляющая катушки, генератор напряжения треугольной формы, усилитель, детектор, измеритель амплитуды импульсов, управляемый компаратор, блок управления, механизм поворота подвижной контакт-детали относительно трех осей, благодаря чему возможно осуществление периодического замыкания и размыкания контакт-деталей геркона и измерение амплитуды магнитных импульсов замыкания, возникающих при этом .Блок управления, обрабатывая амплитуду указанных импульсов, посредством механизма поворота подвижной контакт-детали задает пространственное положение контакт-деталей геркона. 2 с.п.ф-лы, 3 ил. л-кягха
175
ФнгЛ
Фиг. I
10
7J
Фиг.3
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для разбраковки герконов | 1985 |
|
SU1265703A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ регулирования межконтактного зазора геркона | 1984 |
|
SU1267507A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сборки герконов и устройство для его осуществления | 1985 |
|
SU1292056A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
