1
Известна система автоматического поддержания мощности проходной индукционной печя, содержаЩ:а Я датчики температуры и блок сравнения, управляющий исполнительньш устройством, которое изменяет мощность и:нду,кц1ИонЕой печи.
Одиако из-за высокой cKOipocnH прокатки (около 4 м/сек) известное устройство не позволяет резко увеличить температуру на концах заготовок, необходимую при штучном редуцирования для уме-ньщения продольной разностен«ости К10НЦО|В заготовок.
Цель изобретения -обеспечение а1втоматического подогре1Ба концов заготовок перед редуцированием до температуры, кото-рал выше температуры средней части заготовки.
Это достигается созданием устройства для упр-аозления подогревом концов труб, в котоpoiM на заданном расстоянии от .места входа трубы в печь и непосредственно у печи установлены два сигнализатора наличия проходящей трубы, подключедные через дифференциаторы и формирователи импульсов к входам триггера, нагруженного на один из входов усилителя, питающего обмотку .возбуждения высокочастотного генератора.
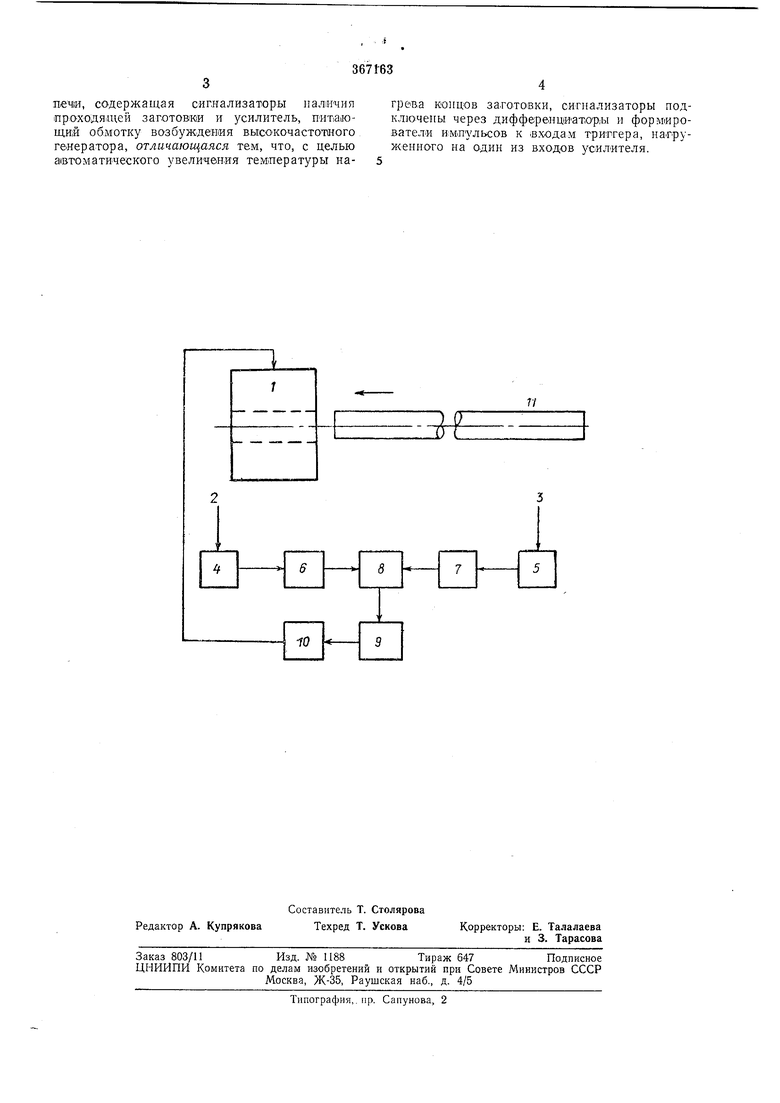
На чертеже показана структурная схема системы автоматического управления на гревом.
Она содержит индукционную печь 1, сиинализаторы 2, 3 наличия проходящей трубы.
дифференциаторы и 5, формирователи 6 я 7 импульсов, триггер S,- усилитель 9 с несколькими входа-ми, высокочастотный генератор 10, проходящую трубу 11.
Управление нагревом проходной индукционной печи для резкого повышения температуры на концах труб осуществляют следующим образом.
При прохождении конца трубы 11 под сигнализатором 3 дифференциатор 5 выдает команду на формирователь 7, который формирует прямоугольный импульс и запускает триггер 8. Выход триггера 8 на|Гружен на один из входов усилителя 9, который питает
обмотку возбуждения высокочастотного генератора 10, повышая мощность печи 1. Далее, при прохождении конца этой же трубы под сигнализатором 2 дифференциатор 4 выдает команду на формирователь 6, который формирует прямоугольный импульс и опрокидывает триггер 8. Триггер 5 отключает вход усилителя 9, питающего обмотку возбуждения высокочастотного генератора 10 и снижает мощность индукционной печи 1.
Схема: работает в ключевом режи1ме, чем обеспечивается ее высокая надежность.
Предмет изобретения
Система автоматического управления нагревом заготовок в проходной индукционной
лечи, содержащая сигнализаторы наличия проходящей заготовки и усилитель, питающий обмотку возбуждения выюокочастотного генератора, отличающаяся тем, что, с целью aiBTOMэтического увеличения температуры нагрева концов заготовки, сигнализаторы нодкл1О:чены через дифференциаторы и формирователе и тульсов к входам триггера, нагруженного на один из входов усилителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления подогревом труб | 1982 |
|
SU1046306A1 |
| Система автоматического управления нагревом заготовок в проходной индукционной установке | 1979 |
|
SU865941A1 |
| Система автоматического управления нагревом заготовок в проходной индукционной печи | 1976 |
|
SU600200A1 |
| ИМПУЛЬСНАЯ СХЕМА ПРЕИМУЩЕСТВЕННО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ШТАНГ БУРОВОГО ИНСТРУМЕНТА | 1992 |
|
RU2063104C1 |
| Способ автоматического управления нагревом трубных заготовок в проходной индукционной печи | 1987 |
|
SU1421786A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ | 1965 |
|
SU169714A1 |
| СПОСОБ УДАРНОГО ВОЗБУЖДЕНИЯ КОЛЕБАТЕЛЬНОГО КОНТУРА ИНДУКЦИОННОЙ УСТАНОВКИ | 1993 |
|
RU2088035C1 |
| Устройство для автоматического регулирования температуры заготовки при непрерывно-последовательном индукционном нагреве | 1981 |
|
SU1023672A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1972 |
|
SU338888A1 |
| Система автоматического управления подогревом движущихся труб | 1988 |
|
SU1520119A1 |
Г/
