До настоящего времени на всех судостроительных заводах способы обработки гребных винтов основаны преимущественно на ручной обработке поверхностей лопастей с последующей ручной шлифовкой их. Только при обработке гребных винтов посгоянного шага некоторые заводы применяли лобовые или карусельвые станки для обработки лишь одной стороны лопастей. Некоторые заводы, изготовляющие водяные турбины Каплана, обрабатывают лопасти винтов каплановских турбин с переменным шагом на карусельных и лобовых станках со специальными копировальными приспособлениями. По такому же типу изготовляются специальные карусельные станки для обработки каплановских турбин или гребных винтов любего шага. Однако эти станки настолько дороги и связаны с необходимостью иметь набор особых копиров для каждого типа винта, что их применение может иметь место лишь при серийном производстве гревных винтов, В-виду этого до сих пор еще предпочит ют обрабатывать винты ручным, но несколько механизированным способом, как более рентабельным при мелко серийном производстве. Так, например, обра()
батывают винты при помощи вращающейся от привода или электрического мотора фрезы, подвешенной на качающихся тягах; при этом подача фрезы происходит -вручную от рабочего. После фрезеровки на этом же приспособлении произзодится и шлифовка поверхностей.
В заводской технике известны также и копировально-ф, езерные станки для обработки гребных В::нтов, снабженные супортом с и супортом с контактным роликом, связанными передачей и ходозыми винтами: копиры в этих станках быть изготовлены или в виде массивной лопасти, подобной обрабатываемой лопасти винта, или в виде копировальной поверхности, подобной поверхности обрабатываемой лопасти; в последнем случае копировальная поверхность может быть составлена из набора отдельных пластин, устанавливаемых в соответствии с формой поверхности лопасти обрабатываемого винта.
Применение в подобного рода.станках инструмента в виде фрезы вместо применявшихся при обработке гребных виктов резцов обеспечивает чистоту обработки поверхности, а также ускоряет процесс обработки.
В таких станках обычно обрабатываемое изделие укрепляется на неподвижном столе, благодаря чему конструкция станка получается облегченной, тай к JK станина и другие части станка служат лишь для поддерживания передаточных механизмов и копировальных и фрезерных супортов.;
Согласно изобретению плечи копйровячьного и фрезерного супортоз расположены на поворотной и пустотелой колонне, внутри которой расположены два вала, из которых одйн-трубчатый-служит для передачи движения от фрезерного супорта-копировальному суяорту, а другой-сплошной, помещенный внутри трубчатого вала-предназначен для передачи вращения от привода к фрезе.
В качестве копира предлагается применить набор гибких полос, устанавливаемых в соответствии с формой обрабатываемой при помощи регулировочных винтов.
Для обработки гребных винтов различных размеров в стенке применено съемное плечо для фрезерного супорта; для случая одновременной обработки всех лопастей гребного ввинта плечи для фрезерных супортов выполнены в виде отдельных лучей крестовины, прикрепленной к колонне стайка.
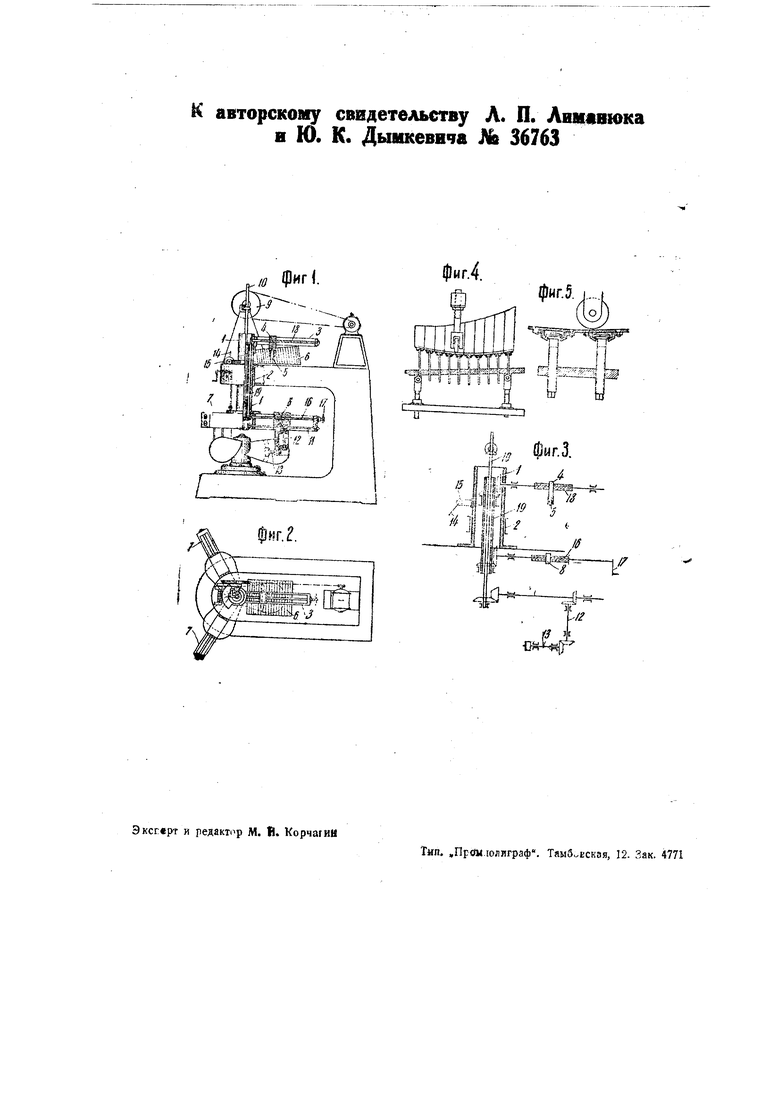
На чертеже фиг. 1 изображает боковой вид предлагаемого станка с частичным разрезом; . 2-вид его сверху; фиг. 3-кинематическую схему станка; фиг. 4-копировальное устройство в продольном разрезе, и фяг. 5-то же, в поперечном разрезе.
Станина предлагаемого станка представляет собою массивное соединение фундамент.чой плиты, стойки и траверзы, из которых первая служит для укрепления обрабатываемого гребного винта,а последняя-для помещения к-ишра и колонки с супортными плечами (фиг. 1).
Колонка I своей средней частью перемещается в налразляющей втулке 2 траверсы; в верхней части колонки имеется плечо 3 с копировальным супортом 4, ро лик 5 которого соприкасается с копирной поверхностью 6, укрепленной на траверзе стгнины. К нижней частч колокны прикрепляется крестозина 7, отдельные лучи которой служат в качестве плеч для фрезерных супортов 8, расположенных в соответствии с числом лопастей обрабатываемого гребного винта (фиг. 2). Для облегчения подъема колонки 1 с плечом 3 и крестовиной 7 в станке предусматривается противовес и, кроме того, для перемещения колшны станка от руки рабочего может быгь использован барабан с рукояткой для навивания троса, связанного с колонной 1 (фиг. 1).
На стойке станины расположен эаектрический мотор, соединенный при помощи ременной передачи со шкивом 9 на траверзе станины, вал которого передает вращение при посредстве вала 10 отдельным валам II плеч крестовины 7, несущим шестеренку, свободно перемещающуюся по шпонке вдоль вала, помещенную в супорте 8 и сообщающую при этом при помощи валика 12 вращение шпинделю 13 фрезы (фиг. 1 и 3). Для сообщения поворота колонне 1 с супортами 4 и 8 на некоторый угол служит червячная передача 15 с рукояткой 14. Колонна 1 снабжена продольной канавкой, в которой перемещается шпонка зубчатого сектора червячной передачи 15 (фиг. 3).
,Для сообщения фрезерному супорту 8 и одновременно копировальному супорту 4 поперечной подачи служат ходЬзые винты 16 и 18, из которых один-16, имеющийся на яле le крестовины 7, снабжен ручным маховичком 17. Ходовые винты 16 и 18 фрезерного 8 и копировального 4 супортоз связаны между собою при помощя конических передач и трубчатого вала 19, расположенного внутри колонки 1 станка снаружи передаточного вала 10. Для регулирования глубины резания копировальный супорт может иметь контактный ролик 5, перемещающийся на особом винте (фиг. 3),
На траверзе сганины укрепляется копир (фиг. 4 и 5), представле1ющий собою ряд стальных полос, опирающихся на установочные стержни с винтовой нарезкой, проходящие через нарезанные отверстия в опорной доске. Опорная доска в свою очередь установлена на шарнирных стержнях, также ввинченных в основание, и служит для общей продольной установки копира.
Применением подобного копира имеется в виду достигнуть возможности обрабатывать гребные винты с постоянным и
переменным шагом путем настройки этого копира для каждого виДа поверхности лопасти винта.
Настройка копира производится при помощи поворота устамовочных стерж ней, которые, получая то или иное вертикальное перемещение, позволяют получить нужную кривизну отдельных пластин, по которым и составляется полная Копировальная поверхность.
Обработка лопастей гребного винт производится при движении фрезы по .дуге круга, получаемом при повороте колонки 1 в обоих направлениях при помощи рукоятки, причем фрезерование производится под влиянием веса колонки сверху вниз. Снятие материала с обрабатываемой лопасти производится концентрическими проходами. После каждого прохода су порты 4 и 8 путем подъема колонки отводятся от руки в исходное положение и одновременно производится поперечная подача всех фрез и контактного ролика при посредстве маховичка 17.
В случае обработки лопастей гребных винтов постоянного шага вместо наборного копир;а может быть применен п остой шаговой шаблон, причем поперечная подача контактного ролика не производится.
На этом же станке имеется возможность обрабатывать помимо лопастей также и наружную поверхность ступицы.
(Настоящее изобретение 9 качестве опытного образца осуществлено на Судостроятельном заводе им ни Марти в г. Ленинграде.
Предмет изобретения.
1. Копировально-фрезерный станок для -обработки гребяых винтов, с прим-нением супорга для фрезы и супорта для контактною ролика, сзязанных между собой передачей и ходовыми винтами, отличающийся применением несущей п.чечи супорюв поворотной и пустотелой колонны 1, внутри которой расположены два вала: трубчатый вал 19, передающий движение от одного суппорта 8 к другому 4, и внутри вала 19-сплошной вал 10, предназначенный для передачи вращения от вала 11 шпинделю 13 фрезы (фиг. 1, 2 и 3).
. 2. При станке по п. 1 применение копира, составленного из ряда гибких полос, устанавливаемых в соответствии с формой обрабатываемой части при помощи регулировочных винтов (фиг. 4 к 5).
3.При станке по п. 1 применение съемных плеч для супорта с фрезами в целях приспособления к размерам обрабатываемого изделия (фиг. 1).
4.При станке по п. 1 применение кре стовины, отдельные лучи которой используются в качестве плеч для супортов с фрезами в случае одновременной обработки всех лопастей гребного винта (фиг. 2).
к авторскому свидетельству Л. П. Лииавшка в Ю. К. Дымкевича J S6763
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок для фрезерования лопастей гребных винтов | 1935 |
|
SU52064A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1934 |
|
SU40133A1 |
| Фрезерный станок для обработки самолетных винтов | 1932 |
|
SU37963A1 |
| КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1935 |
|
SU46775A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1946 |
|
SU69470A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1945 |
|
SU67025A1 |
| Станок для обработки гребных винтов | 1940 |
|
SU70077A1 |
| Копировальный станок для обработки лыж | 1928 |
|
SU12408A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1934 |
|
SU41301A1 |
| Копировально-фрезерный станок | 1936 |
|
SU50651A1 |
,, фиг.З.
dflIIP
5
,./
I Irt
:-//

