Фрезерные станки для обработки лопастей гребных винтов, у которых относительное рабочее перемещение лопасти обрабатываемого винта и режущего инструмента осуществляется за счет вращения и одновременного осевого движения шпинделя станка с закрепленной на нем заготовкой при помощи винтового копира, уже известны.
В предлагаемом станке, с целью обеспечения бескопирной кинематической настройки сложного относительного движения шпинделя при обработке гребных винтов любых видов соответственно шагу лопасти обрабатываемого гребного винта при его повороте, шпиндель станка выполнен подвижным в осевом направлении относительно надетой на него гильзы, причем его осевое перемещение и вращательное движение кинематически связаны между собой через механизм настройки.
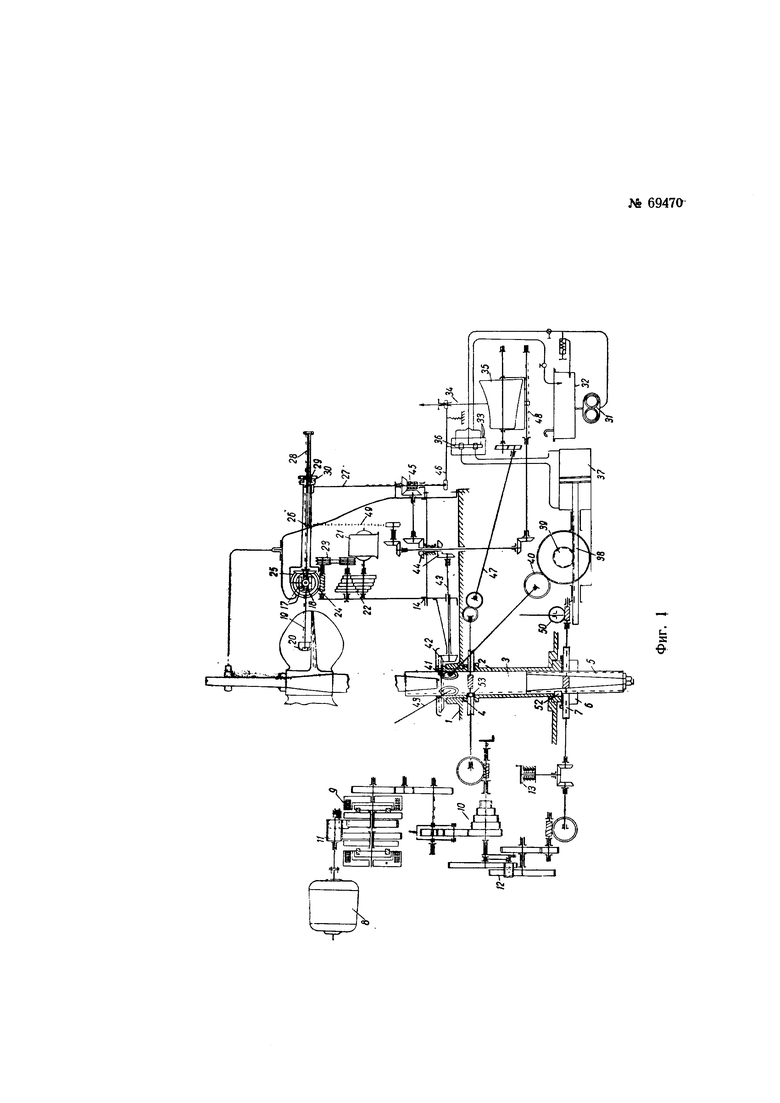
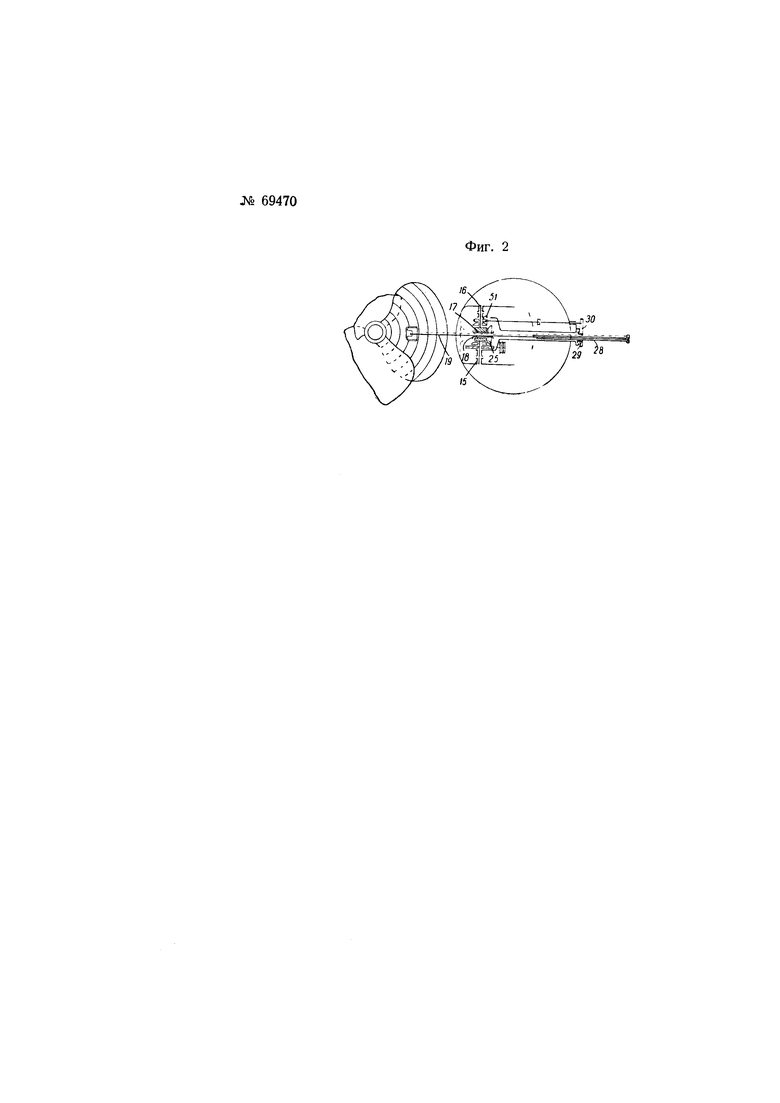
На фиг. 1 изображена общая кинематическая схема станка, а на фиг. 2 - кинематическая схема привода фрезерного шпинделя.
Шпиндель 3, несущий оправку с заготовкой, вращается в неподвижной гильзе 2, жестко укрепленной в станине 1 станка. Для вращения шпинделя 3 применен червячный механизм 4, червячное колесо которого посажено в подшипниках гильзы 2 и связано со шпинделем 3 скользящей шпонкой 53. Движение на червячный механизм 4 привода шпинделя передается от двигателя 8 через шестерню 11, реверсивную муфту 9 и коробку подач 10. Шпиндель 3 выполнен подвижным в осевом направлении относительно гильзы 2, имеет возможность вращения и связан с винтом 5, который при помощи скользящей шпонки 52 связан с неподвижной гильзой и может совершать только осевые перемещения совместно со шпинделем 3, которые осуществляются с помощью сопряженной с ним вращающейся гайки 6, жестко связанной с червячным колесом 7, получающим вращение от привода шпинделя через червяк и гитару настройки 12.
В цепь осевого перемещения шпинделя включен снабженный односторонним пружинным тормозом ручной привод 13, предназначенный для регулирования толщины снимаемой стружки за один проход.
Концентрично к оси шпинделя 3 на станине 1 станка размещены три фрезерных супорта, предназначенные для одновременной обработки всех лопастей у трехлопастных винтов. В случае обработки винта с четным числом лопастей один из супортов выполнен установочно подвижным по круговым направляющим станины.
В корпусе каждого супорта имеются кольцевые направляющие 14 для поворота супорта при настройке инструмента по образующей лопасти и цапфы 15 для вала 16, выполненного заодно с поворотным подшипником 17. В подшипнике 17 установлена втулка 18 с конической шестерней. Втулка 18 связана с фрезерным шпинделем 19 скользящей шпонкой. Фреза 20 получает вращение от двигателя 21 через коробку скоростей 22, клиновую гибкую передачу 23, червячную пару 24 и коническую пару 25. Обойма 26, охватывая шпиндель 19 и опираясь на вал 16 и тягу 27, под действием последней может качаться в цапфах 15. На конце обоймы установлены подшипник 28 с внешней винтовой нарезкой и гайка 29. На гайке установлена шестерня 30, которая связана передачей 51 с ручным приводом для осевой подачи инструмента. Синхронная осевая подача всех трех инструментов выполняется электрическим приводом, с кнопочным управлением, связанным с передачей ручного привода.
В случае обработки винтов с переменным шагом в радиальном или аксиальном направлениях, инструментам всех трех супортов сообщается синхронное дополнительное движение от специального копирного механизма путем качания шпинделей 19 в системе поворотных подшипников 18 и поворотно-подвижных подшипников 28.
Механизм качания вала работает следующим образом.
Масляный насос 31 из бачка 32 подает масло по напорной магистрали к золотниковому клапану 33. Копир-ный палец 34 под воздействием копирного барабана 35 приводит в движение золотник 36 и открывает доступ масла в одну полость сервомотора 37 и выход масла из другой его полости. Продолжением штока поршня является зубчатая рейка 38, которая связана с шестерней 39. Вращение этой шестерни передается через редукционную группу 40 и коническую шестерню 41 к коническому колесу 42, сидящему на гильзе 2 шпинделя 3. От конического колеса валиками 43 вращение передается через передаточные шестерни 44 к гайкам 45 всех супортов. В результате вращения гаек 45 тяги 27 перемещаются и сообщают качательное движение шпинделю 19. Когда закончится перемещение пальца 34, заданное профилем барабана, золотниковый клапан 36 закрывается рычагом 46.
Вращение копирного барабана осуществляется от привода вращения шпинделя через передачу 47. Осевое перемещение копирного барабана производится с помощью винтовой пары 48 от ручного привода осевой подачи фрезерного шпинделя через цепную передачу 49 и две пары конических шестерен. Переключение тока в реверсивной электромуфте 9 осуществляется автоматом, получающим движение от привода 50.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок для обработки гребных винтов | 1933 |
|
SU36763A1 |
| Копировальный станок для фрезерования лопастей гребных винтов | 1935 |
|
SU52064A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1934 |
|
SU40133A1 |
| Станок для обработки гребных винтов | 1940 |
|
SU70077A1 |
| КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1935 |
|
SU46775A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 1973 |
|
SU376190A1 |
| Станок для обработки блочных зубчатых колес | 1984 |
|
SU1284743A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1945 |
|
SU67025A1 |
| Станок для шлифования огнеупорных камней | 1936 |
|
SU49924A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
1. Фрезерный станок для обработки лопастей гребных винтов с кинематической настройкой относительного рабочего движения заготовки и фрезы по шагу обрабатываемого винта, отличающийся тем, что, с целью осуществления перемещения шпинделя соответственно шагу лопасти гребного винта при его повороте от привода 4, шпиндель 3 станка выполнен подвижным в осевом направлении относительно надетой на него гильзы 2.
2. Форма выполнения станка по п. 1, отличающаяся тем, что для осевого перемещения шпинделя 3 применена винтовая пара, винт 5 которой выполнен совместно подвижным со шпинделем в осевом направлении при возможности относительного вращения шпинделя, а гайка 6 жестко связана с червячным колесом 7, получающим вращение через червяк и гитару настройки 12 от привода вращения шпинделя.
