Известны приспособления к токарным станкам для обработки лопастей гребных винтов, в которых резцу сообщаются одновременно переменная продольная и постоянная поперечная подачи. Настоящее изобретение состоит в том, что, с целью согласования указанных подач, применены две шкалы, одна из которых помещена на поперечном супорте, а вторая-на маховике механизма, служащего для перемещения центра качания рычага, передающего продольные движения супорту от эксцентрикового барабана. Совпадение соответствующих делений обеих щкал дает возможность согласовывать указанные подачи.
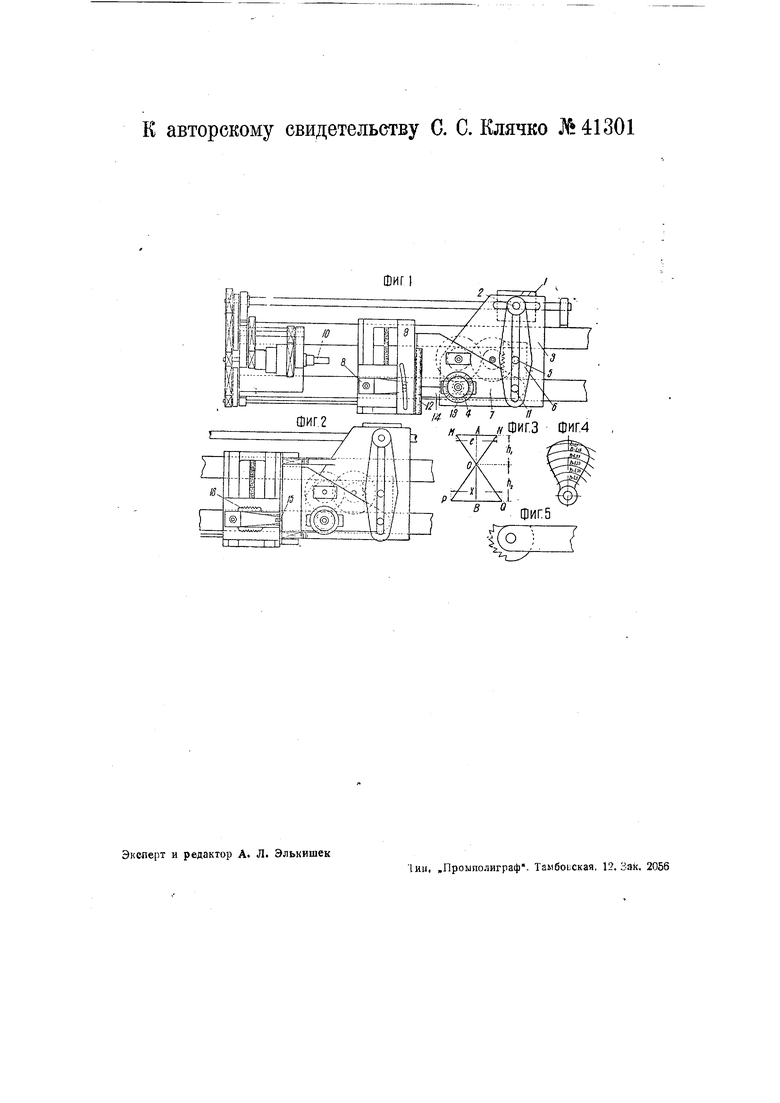
На чертеже фиг. 1 представляет схему предлагаемого приспособления; фиг. 2- его видоизменение для обработки тыловой стороны гребного винта; фиг. 3 и 4 иллюстрируют построение щкал; фиг. 5- резец, применяемый при использовании данного приспособления.
Приспособление устанавливается на обыкновенном токарном станке и состоит из эксцентрикового барабана 1, имеющего по окружности спиральную канавку с прямым и обратным ходом. В этой канавке помещается палец, ко(553)
торый может перемещаться в обе стороны по пазу, находящемуся в неподвижном столе 3, установленном на станине токарного станка. Стол 3 имеет цапфы для шестерен зубчатой передачи от ручного маховичка 4 к центру 5 качания рычага 6, передающего движение супорту при помощи кронщтейна.
Верхняя головка 8 супорта имеет хвост, входящий в паз копира 9. Копир служит для смещения резца нри приближении к центру, как это требуётся иногда чертежом гребного винта.
Обрабатываемый предмет - гребной винт, предварительно расточенный, надевается на оправку 10. Сменные шестерни (на гитаре) к валу, ведущему барабан 1, подбираются так, чтобы в то время, когда гребной винт со шпинделем сделает один оборот, вал, несущий барабан, сделал число оборотов, равное числу лопастей гребного винта. Спиральная канавка на барабане рассчитывается таким образом, чтобы резец, связанный через супорт и кронщтейн 7 с рычагом 6, описывал на обрабатываемом предмете винтовую линию определенного щага.
Движения пальца 11, связанного с супортом, и пальца 2 параллельны между
собой и подобны, но происходят ТОЛЬ1хО
в обратном направлении, следовательно палец 11 полностью повторяет движение пальца 2, но размах этого движения пропорционален плечам рычага 6. Отношение же этих плеч может регуливаться перемещением центра 5 при помощи маховичка 4 и связанной с ним зубчатой передачи. Устанавливая этот центр по нашему желанию, можно получить на обрабатываемом предмете винтовую линию любого постоянного шага. Лля того же, чтобы получить при приближении резца к центру меняющийся шаг винтовой линии, служат две шкалы, одна из которых 12- прямая, помещенная на поперечном супорте и перемещающаяся вмес. е с ним, а другая 13-круговая, находящаяся на маховичке 4 и передвигаемая от руки. Эти две щкалы расчерчиваются по предварительному расчету для каждого случая обработки, наклеиваются на свои места, и токарю остается только следить, чтобы одинаковые числа обеих щкал одновременно стояли на черте 14.
Построение шкал 12 и 13 производится на следующихоснованиях (фиг.З.) Оба конца Л и J5 рычага 6 перемещаются по прямым, параллельным между собою, вследствие чего треугольники OMN и OPQ подобны для каждого положения вершины О. Величина линии постоянна для данного барабана, сумма kj -}-h2 H также постоянна.
Из подобия треугольников имеем
X hz / А/
Задаваясь определенным шагом обрабатываемого гребного винта, мы полуА„чим определенное отношение - при
А постоянной их сумме.
Возьмем конкретный пример. Задан гребной винт трехлопастный, причем шаг его меняется в радиальном направлении и задан для шести цилиндрических сечений гребного винта (фиг. 4).
Чтобы гребной винт имел в указанных сечениях соответствующие шаги, надо, чтобы барабан, ведущий супорт.
обеспечивал ход супорта за V оборота щпинделя, равный одной трети указанных чисел, т. е.
1,1 1,15 1,2 1,25 1,35 1,5 3 ЗЗ 3 ЗЗ
Рабочая часть хода супорта продолжительностью меньше одной трети обор1 та шпинделя. Эта часть ограничивается спиральной канавкой на барабане 1.
При передаче движения супорту при помощи рычага 6 второй конец В рычага в одно и то же время сделает размах, бсутьший или меньший размаха конца А рычага пропорционально величинам AI и 2, а следовательно ход супорта за Vs оборота щпинделя и тоже конца А рычага будут пропорциональны А и 2 (надо указать что движение точки А, а следовательно и точки В происходит совершенно равномерно).
Если обратимся к первому сечению, то из приведенной выще пропорции получаем
hi
fi. А
где х и /1 - длины, соответствующие 1/3 оборота щпинделя.
Принимая для данного частного случая, что /1 Vs метра, а .дг - метра,
получим
что при Я соп51 является вполне определенной величиной. Этим определяется положение центра 5 качания рычага 6 для первого сечения.
Проделав то же самое для всех шести сечений, мы получим для них все положения центра 5.
Приняв во внимание передачу в механизме, подающем центр 5, мы получим шесть положений маховика 4, которые отметим черточками на круговой шкале 13 простив индекса, находящегося вне маховичка.
С другой стороны, каждому сечению гребного винта соответствует свое положение поперечного супорта, которое может быть зафикси овано черточками на прямой шкале 12, укрепленной на поперечном супорте и движущейся вместе с ним. Черточка должна отмечаться против того же индекса. Теперь токарю остается только следить за прохождением черточек прямой шкалы 12 мимо инде.са и поворачивать маховичок так, чтобы одновременно и соответствующие черточки круговой шкалы 13 тоже проходили мимо индекса.
Чтобы поверхность гребного винта получить более плавно без резких переходов, можно деления ме-кду двумя соседними чертоками на той или другой шкале разбить на несколько более мелких частей. Чем мельче будут эти части, тем плавнее при внимательном отношении токаря будет получаться
ПОВ-фХНОСТЬ.
Иногда чертеж гребного винта требует, чтобы по мере приближения к центру вся винтовая линия смещалась в сторону. Для зт го служит линейка 9, приделанная к каретке супорта, в которой выфрезеровывается соответствующая щель, ведущая резцовую головку.
Приближение резца к центру должно происходить обычным поперечным самоходом.
Для обработки тыловой стороны гребного винта весь механизм остается тот же с добавлением барабана 14, который прикрепляется к каретке супорта взамен снимаемого копира 9. Барабан этот при каждом ходе супорта поворачивается на определенный угол то в одну, то в другую сторону при помощи насаженных на его концах зубчатых колес и реек, прикрепленных к неподвижному столу 3. Этот барабан фасонный и при своем поворачивании устанавливает резцовую головку в определенное положение в каждый данный
момент. Профиль этого барабана в разных сечениях строится соответственно профилю лопасти гребного винта (см. чертеж). Для удобства на резцовой головке должен быть сделан ролик 15 и для оттягивания резцовой головки обратно две пружины 16. Изготовление этого барабана не представляет большой трудности, если его сделать составным и, задавшись несколькими сечениями, изготовить соответственное количество фасонных шайб, а между ними поместить барабаны, выполненные для плавного перехода от одной шайбы к другой. При обработке лопастей как с рабочей стороны, так и с тыловой встретится затруднение с установкой -резца так, чтобы его режущая кромка образовала соответствующие углы с обрабатываемым предметом, ибо на рабочей стороне винтовая линия, по мере приближения к центру, меняет свой уклон, а на нерабочей стороне дело обстоит еще сложнее. Поэтому целесообразно применять дисковый резец (фиг. 5) с несколькими режущими кромками по окружности. Резец этот укрепляется в оправке и излишняя его часть срезается, чтобы она не мешала при выводе резца из пространства между лопастями. Этот резец, не меняя своего положения, при изменении уклона обрабатываемой поверхности будет брать то одними, то другими режущими кромками и тем самым будут регулироваться углы резакия.
Предмет изобретения.
Приспособление к токарному станку для обработки лопастей гребных винтов путем сообщения резцу одновременно переменной продольной и постоянной поперечной подач, отличающееся тем, что для согласования указанных подач применены две шкалы, одна из которых 12 помещена на поперечном супорте и предназначена для совпадения делениями со второй шкалой 16 на маховике 4 механизма перемещ ения центра о качания рычага 6, служащего для передачи от эксцентрикового барабана 1 продольных движений супорту 8. к авторскому свидетельству С. С. Клячко №41301
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки гребных винтов | 1940 |
|
SU70077A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| Приспособление для обработки кулачных шайб к станкам для снятия затылков у лерок | 1933 |
|
SU36129A1 |
| Приспособление к токарному станку для снятия боковых сторон режущих ниток метчиков | 1935 |
|
SU49729A1 |
| Приспособление для нарезания конических колес с дуговыми зубцами на токарных, фрезерных и сверлильных станках | 1941 |
|
SU63436A1 |
| Прибор для автоматической заточки спиральных сверл | 1930 |
|
SU25062A1 |
| КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1935 |
|
SU46775A1 |
| Приспособление к поперечному супорту токарного станка для автоматического отвода резца | 1936 |
|
SU50800A1 |
| СУПОРТ К ТОКАРНОМУ СТАНКУ | 1935 |
|
SU46772A1 |
| Токарный станок | 1986 |
|
SU1729701A2 |
/ / 7 //
н к N ШИГ.З ФИГ.4
h,

