1
Изобретение относится к области электрохимической обработки и, в частности к электродам-инструментам.
Известны электроды-инструменты для электрохимической -обработки металлов с торцовой рабочей поверхностью и внутренним каналом для отвода электролита из рабочего зазора.
Для предотвращения коротких замыканий между поверхностями электродов путем слежения за расходом электролита, иротекающего через межэлектродный промежуток, в предлагаемый электрод-инструмент введен дополнительный электрод с потенциалом электродаинструмента, выполненный в виде подвижной втулки, установленной во внутреннем канале, поджимаемой пружииой, усилие которой направлено навстречу отводимому электроду.
Кроме того, для установки заданной величины межэлектродного промежутка пружина может быть выполнена регулируемой, например, при помощи гайки.
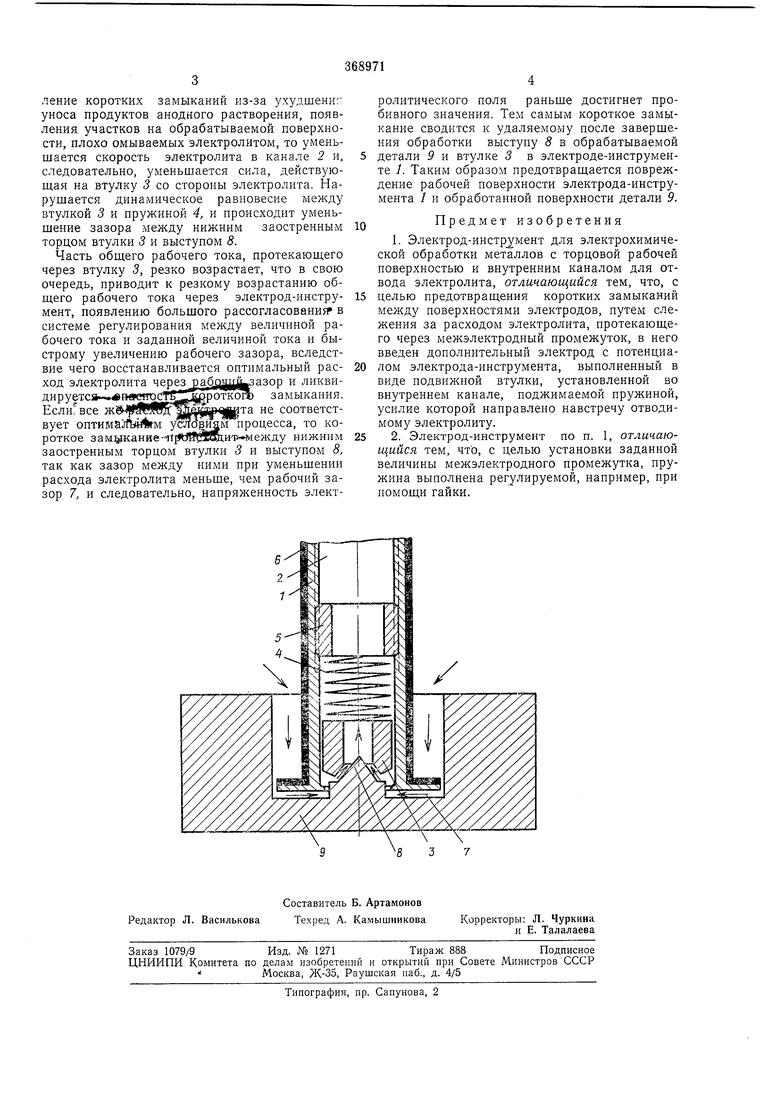
На чертеже представлен предлагаемый электрод-инструмент для электрохимической обработки.
Электрод-инструмент 1 имеет внутренний канал 2 для протока электролита, в котором находится способная к перемещению втулка 3, подпружиненная пружиной 4. Усилие пружины 4 может регулироваться гайкой 5. Нерабочая поверхность электрода-инструмента / имеет электроизоляцию 6.
Обработка электродом-инструментом производится следующим образом.
Электролит с помощью герметичной камеры любой известной конструкции подается в боковой зазор между обработанной поверхностью и боковой поверхностью электрода-инструмента /. Пройдя через рабочий зазор 7, электролит попадает в канал 2, по которому движется вверх. При этом вследствие воздействия скорости электролита на втулку 3 она поднимается в канале 2 и сжимает пружину 4. Когда сила воздействия скорости электролита на втулку 5 и направленное противоположно усилие сжатой пружины 4 равны по величине, втулка 3 занимает определенное положение в канале 2. Если расход электролита через рабочий зазор 7 постоянен и соответствует оптимальным условиям обработки, то втулка 3 сохраняет неизменное положение. Для рабочего тока, протекающего через втулку 3 и расходующегося на растворение выступа 8 в обрабатываемой детали 9, также постоянна, при
этом скорость растворения выступа 8 соответствует скорости растворения в рабочем зазоре 7. Если же происходит нарушение оптимальных гидродинамических условий в рабочем зазоре 7, например уменьщение расхода
эле ктролита, вследствие чего возмолаю появ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Составной электрод-инструмент | 1972 |
|
SU448927A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1992 |
|
RU2086367C1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ МОДУЛЬНАЯ ЯЧЕЙКА ДЛЯ ОБРАБОТКИ ВОДНЫХ РАСТВОРОВ, УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ АНОДНОГО ОКИСЛЕНИЯ РАСТВОРА ХЛОРИДОВ ЩЕЛОЧНЫХ ИЛИ ЩЕЛОЧНОЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 2000 |
|
RU2176989C1 |
