1
Изобретение относится к обработке металлов давлением и может быть использоваио в оборудовании, предназначенном для клеймения изделий.
Известно устройство для клеймения изделИЙ, содержа1щее установленную в закреплением на станке корпуса державку, содержащую механизм клеймения, омонтированную та1К, что положение клейм по отношению к оси подачи из|делия может регулироваться в двух направлениях: по вертикали и по горизонтали.
Цель изобретения - обесиечить регулировку положения клейм относительно оси подачи изделия не только в двух осевых направлениях (вертикальном и горизонтальном), но и в трех угловых направлениях.
Это достигается тем, что предлагаемое устройство сна бжено крони1тейном, установленным своей хвостовой частью в предусмотренном в державке пазу с возможностью углового регулировочного перемещения в плоскости, перпендикулярной оси подачи изделий. При этом в отверстии, выполненном в кронштейне и пр1И1К(репленНой к нему крышке, установлена с воз.можностью углового регулировочного перемещения в плоскости, параллельной оси подачи изделий, колонка с концентрично раз.мещениой в ней с возможностью осевого перемещения втул;кой. В ниж2
ней части втулки шарнирно установлена кассета с набором клейм, .имеющая регулировочное угловое перемещение в вертикальной плоскости, проходящей через ось подачи изделий.
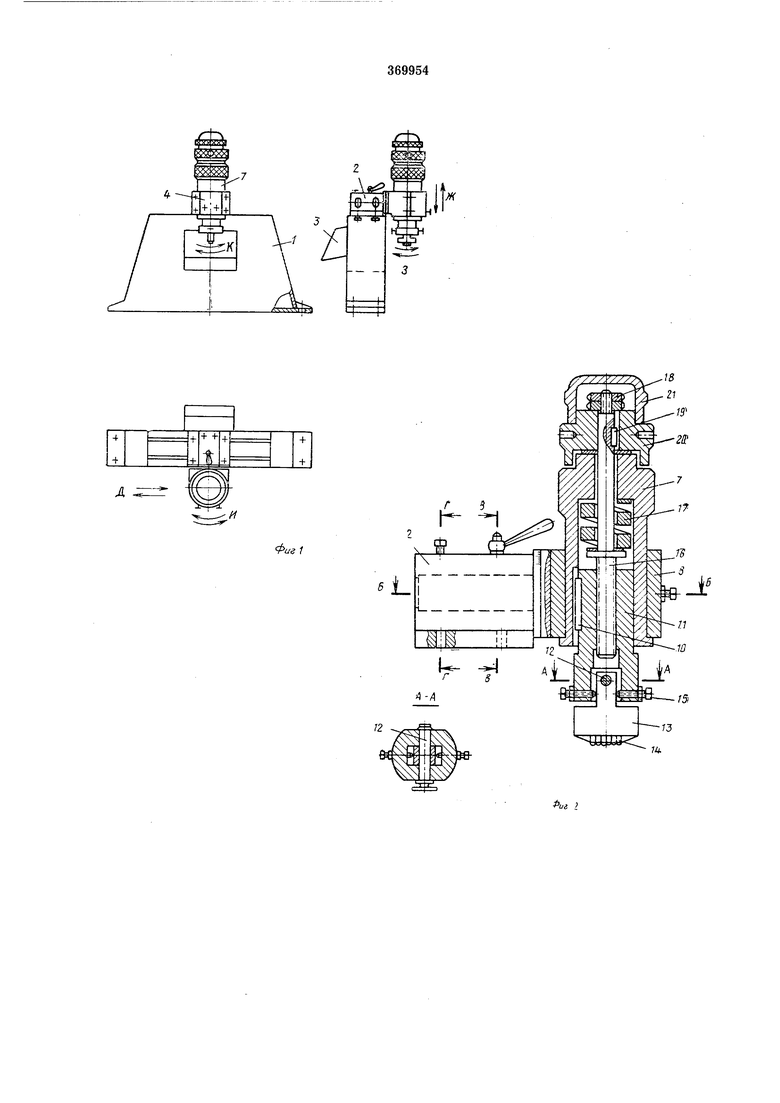
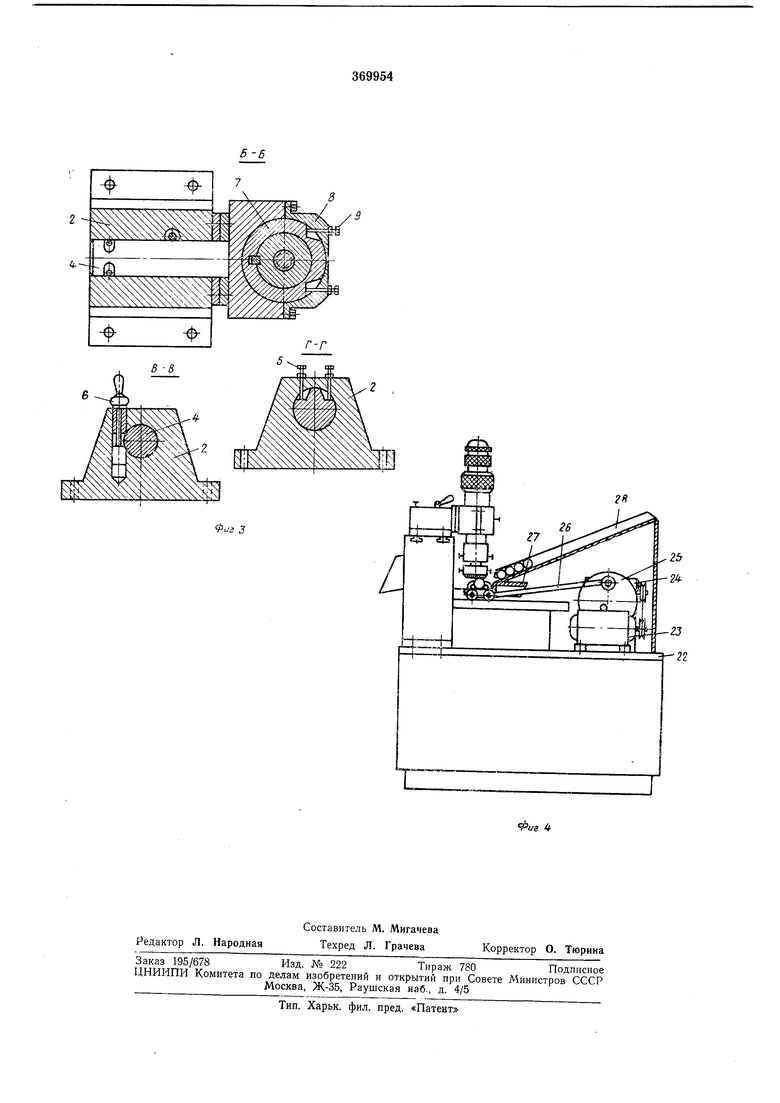
Па фиг. 1 показан механизм клеймения, тр) проекцией; на фиг 2 - клеймильная колонка, разрез и сечение по Л-А (по узлу крепления кассеты в скалку); на фиг. 3 - сечение по Б-Б. разрезы по В-В и Г-Г на фиг. 2; на фиг. 4 - установка механизма
0 клейменшя на станок.
Стрелка.ми Д, Ж, 3, И, К показаны возможные регулировки и настройки механизма клейме1П1я, осуществляемые в щирак их пре5делах.
Верхняя часть корпуса / и.меет Т-образные пазы для крепления и установки державки 2 при помощи болтов. На боковой поверхности корпуса крепится лоток 3 сброса изделий. Корпус в средней часги имеет окно для пропуска ка|рет ки ставка с изделием. Основание корпуса крепится к столу «леймильного станка. Державка 2 имеет отверстие, в которое вставляется хвостовая часть кронщтейна 4. При помопщ винтов 5 и зажима 6 произ5водят регулировку И закрепление кронштейна.
Перпенлпкуляр1 о оси хвостовика кронштейна имеется расточка под колонку 7. За0жим колонки производится крышкой 8, в которую вмонтированы регулировочные винты 9.
В жолонку 7 вмовтирована на скользящей шлонке 10 втулка 11, в нижней части которой на оси 12 шар.нирно крелится кассета 13 с Hai6op«M клейм 14.
При помощи болтов 15 осуществляется настройка кассеты с клеймами. Втулка 11 связана со шиинделем 16 резьбовы-м соединением. В средней части скалк И установлена пружина }7, натяжение которой регулируется гайками 18. Шпиндель 16 три помощи шпон.кн 19 связан с го.товкой 20, служащей для настройки .клейм по высоте. Колпачок 21 закрьпвает гайки 18.
Для клеймения цилиндрических изделий механизм (см. фиг. 4) неподвижно установлен на столе 22 станка. Станок содержит в виде электродвигателя 23 л редуктора 24. На вьгходной вал редуктора насажен кривощипный диск 25, приводящий при помощи шатуна 26 каретку стайка 27. Изделия, подлежащие клеймению, загружаются в лотокмагазин 28.
Сброс заклейменных изделий производят через лоток 3, вмонтированный в корпус механизма клеймения.
Настройка расположения клейма вдоль оси изделия П|роизводится путем перемещения держа-вки с кронщтейном и колонкой в горизонтальной плоскости по направлению стрелок Д.
При этом державку перемещают по пазам верхней части корпуса и :Крепят болтами. Настройка по вертикали на диаметр изделия и регулировка глубины жлеймения осуществляется вращением головки 20 резьбового шпинделя (стрелки Ж). При этом вся колонка перемещается вверх или вниз.
Регулировка угла встречи клейма с ,.изделием и настройка на одинаковое качество оттиска всех знаков производится винтами 15 путем поворота кассеты с клеймами относительно оси 12 (стредки 5). Настройка при клеймении конусных изделий производится поворотом всей колонки с кронштейном отнооительно державки.
Регулировка производится винтами 5, а
закрепление - 6 (стрелки /С). Для клеймения цилиндрических изделий со знаками, расположенными по винтовой линий, или настройки .расположения клейма в одной
плоскости, перпендикулярной оси изделия, производят поворот всей колонии относительно расточки в корпусе кронщтейна. Закрепление колонки осуш;ествляется крышкой 8, а регулировка - винтами 9 (стрелки Я).
Для более точной настройии и регулировки все движущиеся части механизма клеймения имеют конусные деления на угловых и линейных шкалах.
Пред м ет изобретения
Устройство для клеймения изделий, содержащее установленную в закрепленном на стайке корпуса держав(ку, смонтированную с
возможностью возвратно-поступательного регулировочного перемещения в корпусе в плоскости, параллельной оси подачи изделия, и содержащую механиэ.м клеймения, включающий кассету с клеймами, установленную
с возможностью осевого регулировочного перемещения в плоскости, перпендикулярной оси подачи изделия, отличающееся тем, что, с целью по ВЫЩеН|Ия степени универсальности и расширения технологических возможностей
устройства путем регулировки его в трех угловых направлениях, оно снабжено кронщтейном, установленным своей хвостовой частью в образованном в державке пазу с возможностью углового регулировочного перемещения в плоскости, перпендикулярной оси подачи изделий, при этом в отверстии, выполненном в кронщтейне и прикрепленной к нему крышке, установлена с возможностью углового регулировочного пере.мещения в плоскости, параллельной оси подачи изделий, колонка с концентрично размещенной в ней с возмож1Н|Остью осевого пере1мещени.я втулкой, в нижней части которой шарнирно установлена кассета с Hai6opoM клейм, имеющая регулировочное угловое перемещение в вертикальной илоскости, проходящей через ось подачи изделий.
+ 1 +
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1978 |
|
SU753516A1 |
| Полуавтомат для электрохимического клеймения | 1980 |
|
SU899321A1 |
| РУЧНОЕ УСТРОЙСТВО для МАРКИРОВКИ ИЗДЕЛИЙ | 1970 |
|
SU258886A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1999 |
|
RU2159163C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МАРКИРОВКИ НА ОПОРНЫЕ ВИТКИ ПРУЖИНЫ В ГОРЯЧЕМ СОСТОЯНИИ | 2023 |
|
RU2829072C1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ И ОТРЕЗКН ЭЛЕКТРОМОНТАЖНЫХ БИРОК | 1973 |
|
SU367462A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ИЗДЕЛИЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 1974 |
|
SU374905A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ | 1998 |
|
RU2156686C2 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ИЗДЕЛИЙ | 1973 |
|
SU408683A1 |
Л
Фиг 1
л
ill
-10
W
U-
«L
гS
-/1
13
74
