Изобретение относится к сварочной технике и может быть использовано в кузовном производстве автомобилестроения, вагоностроения и других отраслей машиностроения, где применяются кузова, составленные из секций, кабины с люками, окнами и проемами любой формы.
Известны С-образные штоковые клещи для контактной точечной электросварки германской фирмы "Кука", встроенные в робот 601/60, имеющие скобу, прикрепленную к направляющей штока силового пневмоцилиндра с двумя поршнями - для сжатия и дополнительного раскрытия электродов на 80 мм. В корпусе, несущем на себе малогабаритный сварочный трансформатор, соединенном площадкой крепления с планштайбой шагового двигателя вращения клещей, расположен сервисный пневмоцилиндр для предсжатия скобового электрода к изделию в запрограммированной точке до начала цикла ее сварки.
Этот цилиндр подтягивает к изделию скобовой электрод вместе со скобой и силовым цилиндром за одну скалку, а другой скалкой отталкивает в исходное положение пружиной при аварийном отключении робота или давления сжатого воздуха.
Недостатком таких клещей является несовпадение оси их поворотов с точкой смыкания электродов, что исключает возможность следящих поворотов за изгибами ленты свариваемых отбортовок изделия. Нет в этих клещах вылетов электродов и поэтому нет регулировки эксцентриситета от точки их смыкания до оси вращения планшайбы двигателя и, значит, нет возможности монтировать выдвижные вылеты как с фронтальной, так и с тыльной стороны державок их крепления. Не предусмотрено в них использование тактильных щупов с датчиками (например, по а.с. СССР 1109287), их отсутствие приводит зачастую к работе клещей невпопад, когда превышены крайние значения допусков заготовок из-за постепенного износа штампов, неточности сборки подуздов, из-за отклонений в базировании последующего изделия по сравнению с предыдущим. Предлагаемые клещи не имеют таких недостатков, т.к. они встроены в гироскоп адаптивного робота, например, по а.с. СССР 574292, МПК кл. В 23 К 11/10, В 23 К 37/02.
Целью изобретения является: снижение трудоемкости сварки швов большой протяженности точечной контактной сваркой; адаптация к геометрическим "возмущениям" технологического и дизайнерского свойства; придание С-образным клещам свойств Х-образных клещей, а также автоматическая смена разнородных блоков щупов и датчиков; смягчение ударов штокового электрода об электрод скобовой.
Поставленная цель достигается тем, что С-образные штоковые клещи для контактной точечной электросварки, встроенные в ротор гироскопа адаптивного робота, содержащие площадку их крепления на корпусе, вращающемся с планшайбой робота, скобу, на которой закреплена державка с вылетом 5 и скобовым электродом, цилиндр предсжатия скобового электрода к отбортовке изделия до начала цикла сварки каждой точки, державку с вылетом 15 и штоковым электродом, закрепленную в штоке силового пневмоцилиндра с поршнем сжатия и поршнем дополнительного раскрытия электродов, малогабаритный сварочный трансформатор и пару блоков тактильных щупов и датчиков, расположенных по одному с двух сторон плоскости клещей, проходящей через оси вылетов 5 и 15 и электродов, вылеты 5 и 15 выполнены выдвижными с возможностью монтажа и регулировки точки смыкания электродов как с фронтальной, так и с тыльной стороны державок с требуемым эксцентриситетом точки смыкания электродов относительно оси вращения ротора гироскопа, а ось вращения клещей совмещена с плоскостью клещей и проходит параллельно осям вылетов 5 и 15 через точку их смыкания.
Силовой цилиндр соосно смонтирован в блок с цилиндром предсжатия, который имеет плунжер в виде втулки, жестко соединенный с площадкой крепления скобы, выполненной в виде двух параллельных щек, имеющих с одной стороны между ними державку с вылетом 5 скобового электрода, а с другой - отогнутые лапы, присоединенные к площадке крепления скобы, при этом блок силового цилиндра и цилиндра предварительного сжатия и сварочный трансформатор смонтированы на платформе поворотной тележки, являющейся вращающейся планшайбой, выполненной с четырьмя колесными парами по две с каждой стороны тележки с возможностью возвратно-поступательных перемещений по двум сменным кольцевым секторам, вмонтированным в ротор гироскопа, расположенным вблизи центра масс, смонтированных на поворотной тележке на расстоянии, достаточном для регулировочного и дополнительного отвода вылета 15 штокового электрода, причем центры кольцевых секторов расположены на перпендикуляре к плоскости клещей, проходящем через точку смыкания электродов.
К торцам одного кольцевого сектора с тыльной стороны клещей прикреплен сменный угольник, вершина которого совмещена с осью вращения клещей, на которой установлен датчик, указывающий направление хода поворотной тележке.
Каждый блок щупов и датчиков выполнен с возможностью отвода в сторону от плоскости клещей для сервисного обслуживания, с возможностью перемещения продольно и поперечно оси вращения клещей вслед за изменением эксцентриситета точки смыкания электродов относительно оси вращения ротора гироскопа и с возможностью поочередной автоматической смены двух разнородных блоков щупов и отвода их от плоскостей клещей то как форточек, то как фрамуг одного за другим, не задевая друг друга.
При изложении сущности изобретения следует иметь в виду, что:
- вылетом клещей назван консольный трубчатый охлаждаемый токоподвод с изогнутой концевой частью, содержащий коническое гнездо под посадку электрода;
- плоскостью клещей названа плоскость их симметрии, проходящая по осям вылетов и электродов;
- осью вращения клещей названа ось, лежащая в плоскости клещей и проходящая параллельно осям вылетов через точку смыкания электродов.
На фиг.1 показана кинематическая схема сварочных клещей.
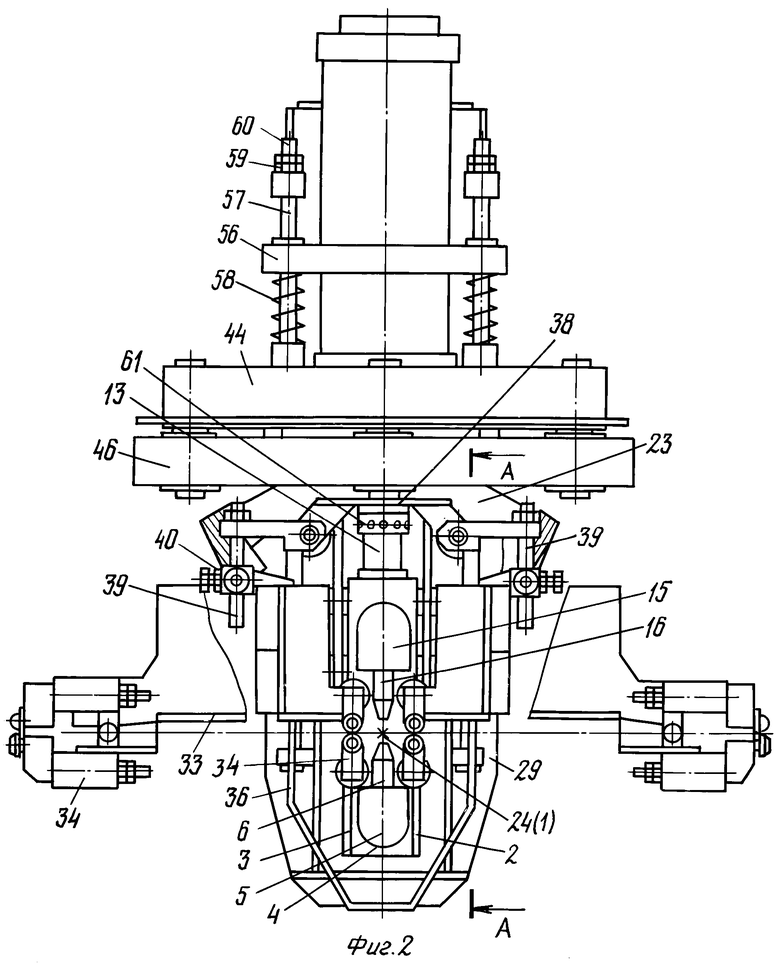
На фиг.2 изображен вид спереди на электроды и щупы, следящие за отбортовками постоянной ширины, с возможным отводом блоков щупов в стороны от плоскости клещей как форточек.
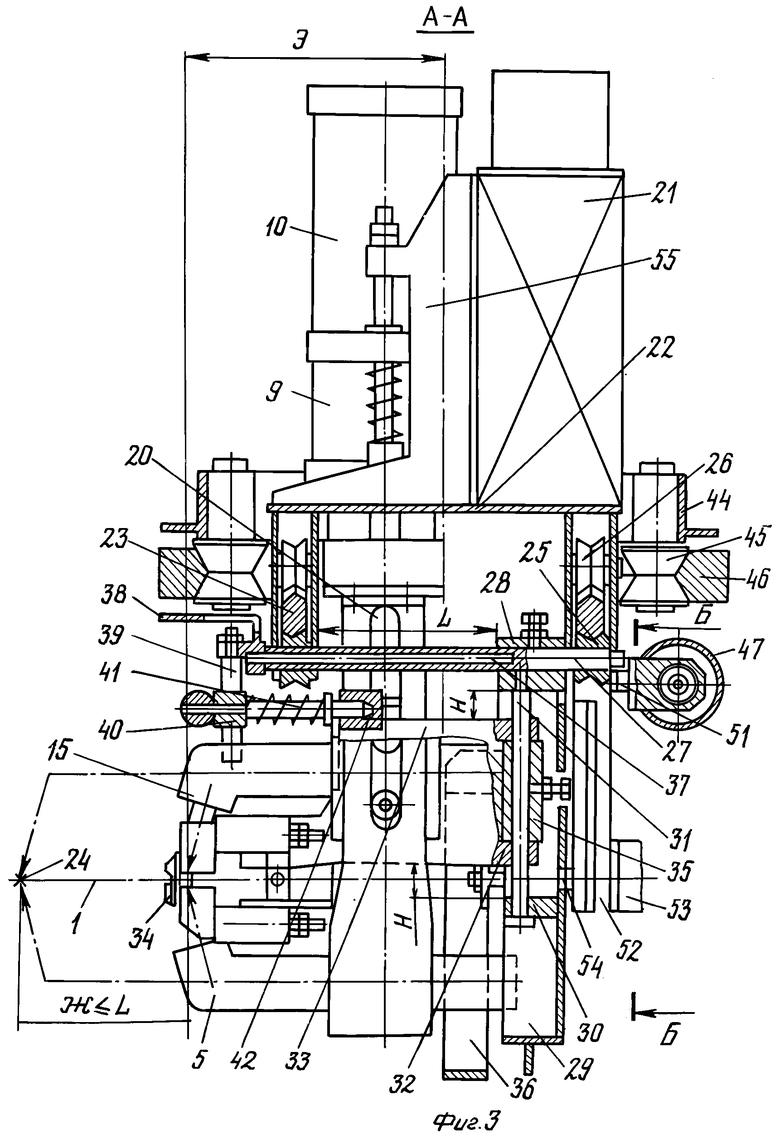
На фиг.3 приведен разрез А-А на фиг.2 и вид сбоку при горизонтальном положении оси вращения клещей.
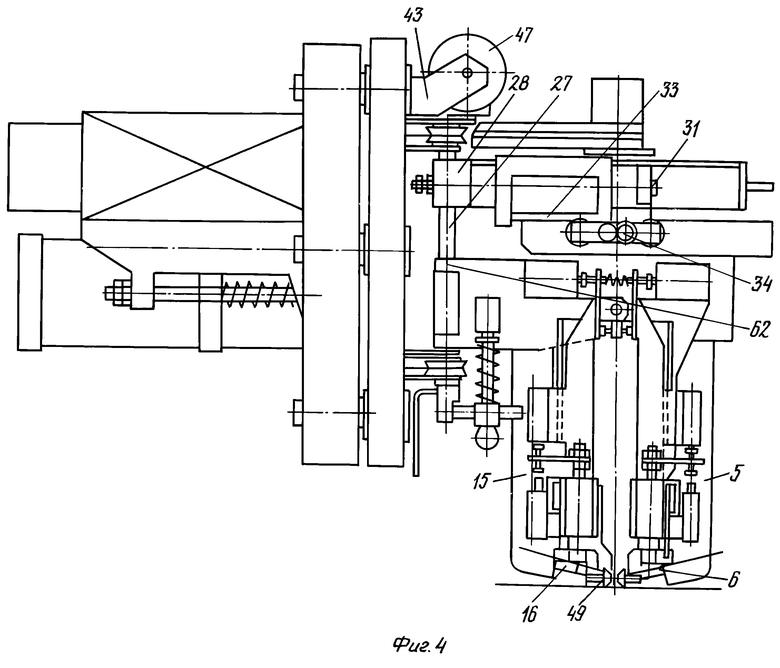
На фиг. 4 показан вид сбоку при вертикальном положении оси вращения клещей и блок щупов и датчиков, следящих за отбортовками переменной ширины в рабочем положении, а блок щупов и датчиков слежения за отбортовками постоянной ширины показан автоматически отведенным как фрамуга.
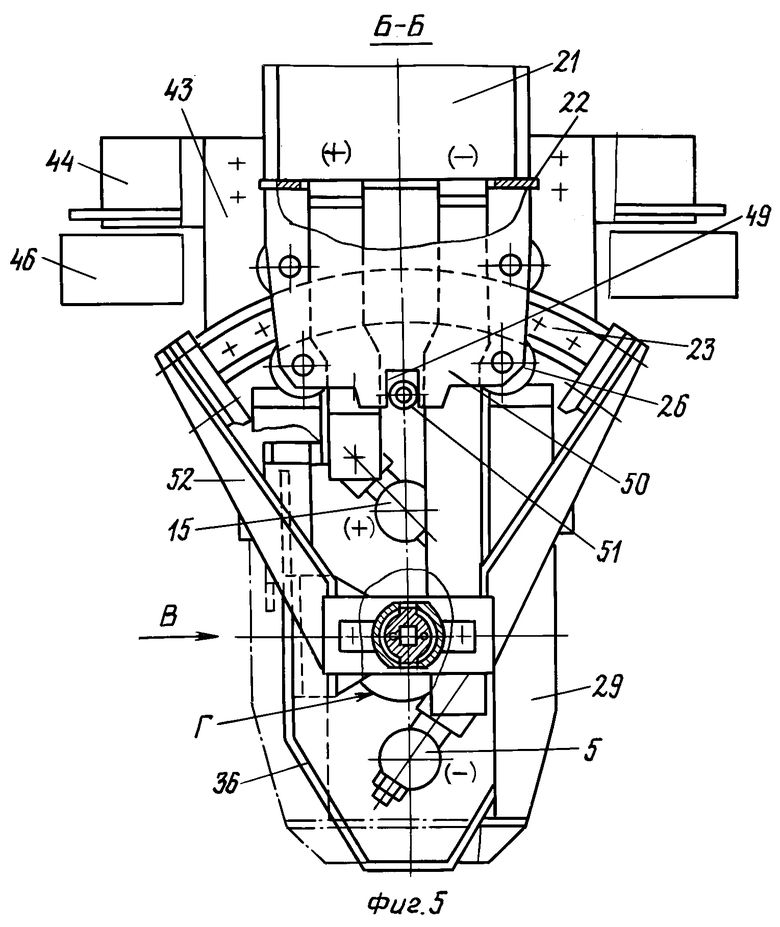
На фиг.5 показан разрез Б-Б на фиг.3 и вид сзади на клеммовые выводы от сварочного трансформатора к торцам вылетов электродов, а также вид на угловой датчик - пневмомуфту.
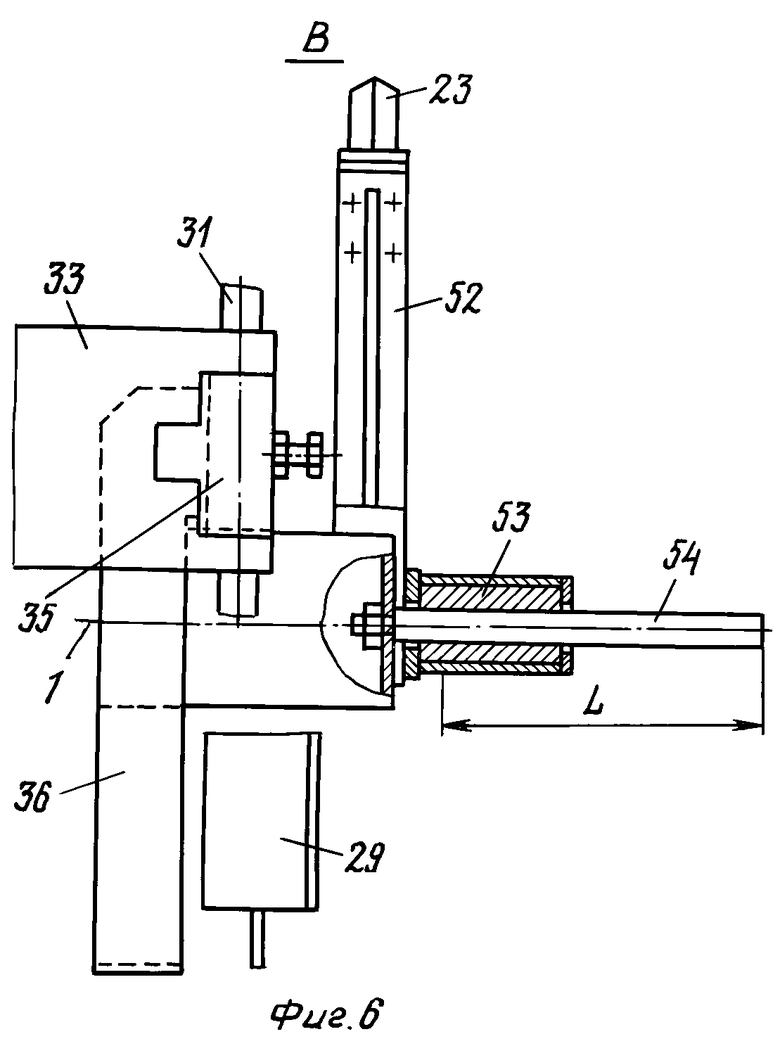
На фиг. 6 изображен вид В на фиг.5 с осью "форточки" и продольным разрезом по пневмомуфте.
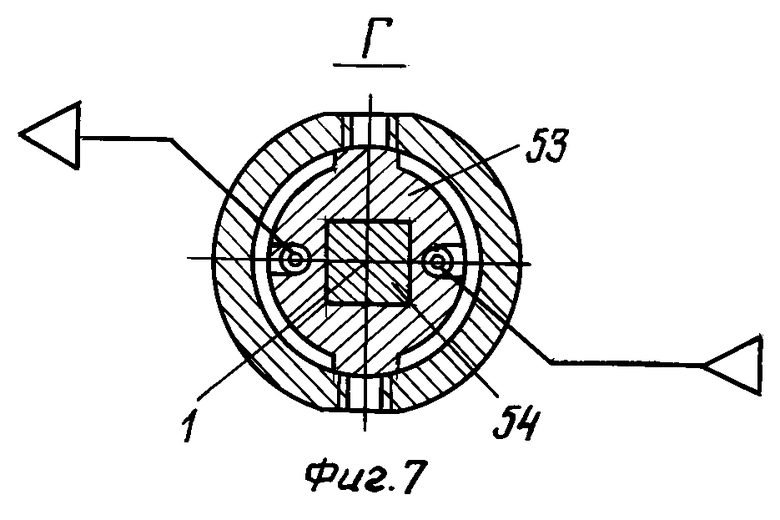
На фиг.7 приведен увеличенный поперечный разрез углового датчика - пневмомуфты (овал Г на фиг.5).
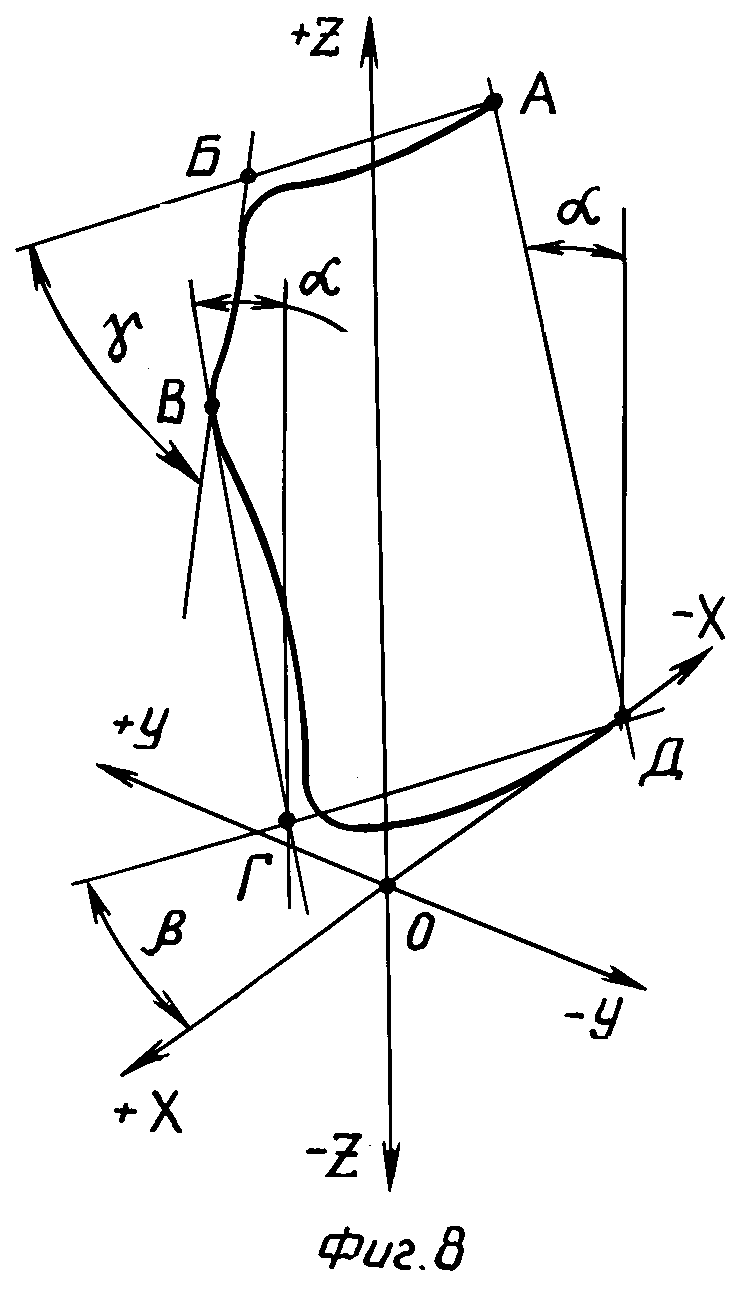
На фиг.8 изображена условная траектория слежения за кромкой фланца части проема кузова автомобиля в декартовом пространстве.
Сварочные клещи, имеющие возможность поворота плоскости клещей вокруг оси 1, выполнены в виде двух параллельных щек 2 и 3 (фиг.1 и 2), в которых с одной стороны жестко закреплена скобовая державка 4 с вылетом 5 и скобовым электродом 6, а с другой - отогнутые лапы щек прикреплены к площадке 7, жестко соединенной с втулкой-плунжером 8 сервисного цилиндра 9. Сквозь втулку-плунжер из силового цилиндра 10, смонтированного соосно с цилиндром 9 в один общий блок 9-10, от силового поршня 11 выпущен полый рабочий шток 12 с ввернутым в него с одной стороны винтом 13, на котором закреплена штоковая державка 14 с вылетом 15 и штоковым электродом 16. А с другой стороны полой части штока 12 с большим зазором введен закрепленный в задней крышке 10 шток-трубка 17 с заплечиком и поршнем 18 дополнительного раскрытия электродов.
Из державки 14 выпущены две пары цевок 19, скользящих в пазах 20 щек 2 и 3, чем обеспечена разгрузка винта 13 от поперечного изгибающего момента через вылет 15 от электрода 16.
Блок цилиндров 9-10 и сварочный трансформатор 21 закреплены на платформе поворотной тележки 22. Под платформой параллельно плоскости клещей расположены два сменных кольцевых сектора 23 ромбического сечения. Центры радиусов R кольцевых секторов 23 расположены на перпендикуляре к плоскости клещей, пересекающем ось 1 в точке 24 смыкания электродов. Каждый кольцевой сектор 23 охвачен двумя парами колес 25 и 26 с ребордами. Колеса 25 посажены на две полые оси 27, параллельные оси 1, на каждой из которых болтом закреплено по ползуну 28 (фиг.3). Ползуны соединены общей рамкой 29 (фиг.2) с перемычкой за вылетом 5. В рамочные ушки 30 с промежутками "Н" вставлены продетые пальцем 31 петли 32 корпусов 33 блоков щупов 34. На пальцах 31 болтом закреплены два сухаря 35, которые жестко соединены дугой 36. Как и перемычка 29, дуга 36 замкнута за вылетом 5 и индуктивного сопротивления собой не представляет.
В полые оси 27 вмонтированы выдвижные пальцы 37, объединенные общей изогнутой планкой 38, приподнятой над вылетом 15 на величину максимального его подъема штоком 12. На планке 38 закреплены два пальца 39 квадратного сечения параллельно пальцам 31. На каждом из пальцев 39 болтом закреплен сухарь 40 с подпружиненным штырем 41. Штыри введены в шариковые замки 42 на корпусах 33 блоков щупов для фиксации их рабочего положения. В отведенном от плоскости клещей положении (фиг.2) корпусы 33 зафиксированы защелками (не показаны).
Кольцевые секторы 23 жестко прикреплены к кронштейнам 43 (фиг.5), соединенным с ротором 44 гироскопа. К ротору прикреплены оси роликов-сателлитов 45 (фиг. 3), опирающихся на кольцо 46 статора гироскопа. К кронштейнам 43 прикреплен привод 47 (фиг.3 и 4) возвратно-поступательных поворотов тележки 22. В перемычку 48 (фиг.1) поршневого блока привода 47 вмонтирована цевка 51, введенная в прорезь 49 ребра 50 платформы тележки 22 (фиг.3 и 5).
С тыльной стороны клещей к торцам сменного ромбического кольцевого сектора 23 прикреплен сменный угольник 52 (фиг.5), вершина которого совмещена с осью 1 и осью золотника 53 углового датчика-пневмомуфты. Через золотник 53 (фиг. 6 и 7) пропущен четырехгранный валик 54, длина которого больше хода L рамки 29 с ползунами 28 по осям 27 между колесами 25 (фиг.3). Валик 54 жестко закреплен на дуге 36 (фиг.6).
На платформе 22 установлен кронштейн 55 (фиг.1 и 3). Сквозь платформу 22, среднюю крышку 56 блока (9-10) пропущены две скалки 57 (фиг.1 и 2), параллельные штоку 12 и жестко соединенные с площадкой 7. Между средней крышкой 56 и заплечиками скалок 57 вставлены пружины 58, ход которых ограничен контргайками 59 до кронштейна 55 на резьбовых хвостовиках 60 и которыми отрегулирован зазор "Е" (фиг.1) между скобовым электродом 6 и точкой 24 смыкания электродов.
На винте 13, соединяющем шток 12 с державкой 14, установлена контргайка 61 (фиг.1 и 2), предотвращающая произвольное вращение штока 12. Этим вращением отрегулирован зазор "Д" (фиг.1) между штоковым электродом 16 и точкой 24 смыкания электродов.
Для обеспечения возможности работать поочередно двумя разнородными парами блоков щупов и датчиков на осях 31 закреплена пара блоков 33 щупов и датчиков (фиг. 2, 3 и 4), предназначенных для слежения за отбортовками постоянной ширины, отводимых в стороны от плоскости клещей как форточки (см. фиг. 2) или как фрамуги (на фиг.4), а на осях 27 рядом с ползунами 28 закреплена пара блоков 62 щупов 49 и датчиков, предназначенных для слежения за отбортовками переменной ширины (см. фиг.4), отводимых от плоскости клещей как фрамуги (на фиг.3). При этом эксцентриситет "Э" (фиг.3) одинаков для разнородных датчиков. На задней крышке 65 блока цилиндров 9-10 расположены воздухораспределители: 63 - управления сжатием и 64 - управления дополнительным раскрытием электродов.
Работа С-образных штоковых клещей для контактной точечной электросварки происходит следующим образом.
Регулировка зазора между электродами
Наладчик регулирует зазор "Д" между штоковым электродом 16 и точкой 24 смыкания электродов поворачиванием штока 12 вокруг неподвижного винта 13 при отпущенной контргайке 61. Зазор "Е" между скобовым электродом 6 и точкой 24 регулируется раздельно от зазора "Д" откручиванием или закручиванием гаек 59 на хвостовиках 60 скалок 57.
Сервисное обслуживание электродов и вылетов
Для заточки или смены изношенных электродов, для смены вылетов на другие по заданному эксцентриситету "Э" в пределах Ж ≤ L наладчик отводит блоки щупов 33 (и если имеются - блоки 62) от плоскости клещей. Это становится возможным при выдвижении подпружиненных штырей 41 из шариковых замков 42. В зависимости от положения оси 1 вращения клещей (вертикального, горизонтального, наклонного) одни блоки отводятся как форточки, а другие как фрамуги и защелкиваются на свои защелки (не показаны).
Центровка торцов электродов
Наладчик проверяет центровку визуально ручным переключением распределителя 63 (фиг. 1). Неудовлетворительная центровка исправляется осевым и угловым сдвигом одного из вылетов (5 или 15), ослабив клиновой зажим (не показан) в державке 4 или 14.
Удлинение вылетов электродов
Увеличение эксцентриситета "Э" (фиг.3) производят заменой вылетов 5 и 15 короткой модификации на длинную в пределах Ж ≤ L. При этом ползуны 28 с рамкой 29 смещают между колесами 25 в пределах L на оси 27 так, чтобы щупы оказались впереди электродов на расстоянии, равном размера чертежа изделия до сварной точки от кромок отбортовки. Окончательное положение ползунов 28 фиксируют упором болта в ось 27.
Уменьшение эксцентриситета "Э"
Помимо положительного возможно создание нулевого и отрицательного эксцентриситета "Э". Державки 4 и 14 позволяют монтировать вылеты с тыльной стороны. При этом токоподвод от трансформатора 21 гибких шин оказывается вблизи электрододержателей. Расположение ушков 32 блоков щупов 34 на корпусах 33 конструктивно изменяется. Кроме того, перемычку 29 на ползуне 28 и дугу 36 смещают за державки 4 и 14 со стороны торцов вылетов 5 и 15, как и угольник 52, который крепят к торцам другого кругового сектора 23.
Асимметричный сдвиг точки смыкания электродов
Необходимость ввода одного электрода или "лапки"-контрэлектрода в узкую щель изделия приводит к смещению точки 24 смыкания электродов асимметрично к положению осей вылетов 5 и 15 в пределах ±Н между ушками 32 (фиг.3) и рамочными ушками 30. При этом расстояние между осями вылетов остается номинальным, но заменяют круговые секторы 23 и угольник 52 на новые с требуемым радиусом R.
Дополнительное раскрытие электродов
Логической системой управления предусмотрено при недопустимом раскрытии собранных отбортовок автоматическое включение распределителя 64. Поршень 18 отходит к задней крышке 65, а за ним отходит и рабочий поршень 11. Предусмотрено ручное управление распределителем 64.
Рабочий цикл.
Перед автоматической работой наладчик в наладочном режиме выставляет вылеты с электродами в предварительное рабочее положение. Он поворачивает тележку 22 ходом цевки 51 (фиг.5) на угол β (фиг.8), чтобы отбортовка изделия, оказавшись между электродами, была перпендикулярна плоскости клещей, а ось 1 их вращения оказалась продолжением образующей кривизны отбортовок, т.е. ось 1 должна быть повернута на угол α.
Убедившись в приблизительно правильном положении оси 1 вращения клещей, наладчик переводит режим с наладочного на рабочий и включает кнопку "пуск".
При этом от двух датчиков главных щупов проходит сигнал "вперед". Механизм подачи (не показан) поперечно подводит клещи к отбортовке, попутно автоматически корректируя серединное ее положение между электродами. Главные щупы, упираясь в кромки отбортовки, пропускают электроды за себя на расстояние, заданное чертежом изделия. Остановка клещей сопровождается сигналом сварки первой точки А (фиг. 8). Срабатывает распределитель 63. Плунжер 8 цилиндра 9 и поршень 11 цилиндра 10 одновременно начинают рабочий ход, но объем цилиндра 9 под поршнем плунжера 8 значительно меньше, чем под поршнем 18 в цилиндре 10. Поэтому плунжер 8 успевает подтянуть площадку 7 со щеками 2-3, державкой 4 и вылетом 5 скобовой электрод 6 к отбортовке раньше, чем к ней подойдет штоковый электрод 16. Произошло "предсжатие", подведена опора ("наковальня") под штоковый электрод. Через мгновение электрод 16 бьет по отбортовке и начинается обычный цикл сварки точки: сжатие, сварка, проковка, а затем и пауза.
Однако жесткого "удара" по "наковальне" не происходит, т. к. удар электрода 16 приходится не только по отбортовке и электроду 6, но и через щеки 2, 3 и площадку 7 их крепления на поджатый сжатым воздухом поршень плунжера 8, что исключает жесткий удар, отрицательно действующий на весь механизм робота.
Во время пауз между сварками механизм подачи перемещает клещи продольно от точки А к точке Б (фиг.8). Кривизна этого отрезка траектории заставляет идущий впереди плоскости клещей главный щуп сдвигаться под действием его пружины вперед. Наступает рассогласование между главными щупами. Это служит сигналом на поступательный ход привода 47, который толкает цевкой 51 тележку 22, заставляя поворачиваться весь агрегат (клещи, цилиндры, трансформатор) до тех пор, пока не исчезнет рассогласование щупов. Отрицательные (по часовой стрелке) повороты тележки 22 по кольцевому сектору 23 заканчиваются с переходом слежения на наклонный отрезок БВ, когда повороты тележки 22 получают положительное возвратное вращение. Так происходит в течение всего цикла слежения по периметру Б-В-Г-Д. Привод 47 по сигналам от щупов производит то положительные, то отрицательные повороты тележки 22, поддерживая нормаль к касательным кривизны отбортовки, проходящей через точку смыкания электродов и ось 1 вращения клещей.
Аварийная ситуация
В практике работы реле времени изредка дают сбой, замыкая на бесконечность время прохождения сварочного тока. Прерывают эту аварийную ситуацию нажатием красной кнопки. Электроды отходят от изделия.
При аварийном сбросе давления в сети сжатого воздуха поступают так же - нажимают красную кнопку, но клещи не остаются с сомкнутыми без давления электродами. Пружины 58 отводят электрод 6 от изделия в исходное положение.
Возможность автоматической смены разнородных тактильных щупов
Для отбортовок постоянной ширины применяется "Датчик системы управления клещами для контактной точечной сварки" по а.с. СССР 1109287, МПК В 23 К 11/10. Однако имеют применение отбортовки переменной ширины, для которых не пригоден датчик по а.с. 1109287, т.к. на волнистых с зазубринами и подрезами кромках в изогнутых на ребро местах, а также со вставками между отбортовками в виде изогнутых лепестков датчик давал бы ложные сигналы.
Например, сварка боковины малотоннажного автобуса производится в две операции: сначала сваривают с изнанки поперечные отбортовки секций облицовки, имеющие переменную ширину отбортовок и лепестковые вставки между ними. Протяженность каждого из 4-5-ти швов составляет ≈2400 мм. После их сварки вкладывают каркас боковины и фланцы окон облицовки с отбортовками постоянной ширины сваривают с каркасом. Протяженность периметра каждого из 4-5-ти окон равна примерно ≈3400 мм.
Такие швы при производстве малых серий изделий целесообразно сваривать одними адаптивными клещами со сменными тактильными щупами. При этом изнаночные швы, имея свою кривизну на ребро, проецируются на плоскость XOZ, а наклонные фланцы окон - на ХОY (фиг.8). Для этой цели на первую операцию клещи выставляют осью 1 вертикально к плоскости ХОY (фиг.4). При этом блоки щупов 62, способные следить за отбортовками переменной ширины, как форточки поворачивают к плоскости клещей, предварительно как фрамуги подняв блоки 34 щупов от той же плоскости клещей. Клещи опускают вниз в предварительное рабочее положение. По команде "пуск" производится автоматическая сварка изнаночных отбортовок боковины. Поперечная подача сменяется продольной, затем после сварки одного шва клещи поднимают вверх. Следующий шов сваривается в обратном направлении. Так происходит столько раз, сколько на изделии пар изнаночных швов.
По окончании сварки последней изнаночной отбортовки переменной ширины механизм подачи отводит клещи вверх, и пока производится сборка и черновая прихватка каркаса в 2-4-х точках фланцевых отбортовок облицовки с каркасами боковины, гироскоп поворачивается на 90o. Ось 1 вращения клещей занимает горизонтальное положение (фиг. 3), перпендикулярное к плоскости XOZ или ZOY. Теперь автоматически как фрамуги отводятся от плоскости клещей блоки 62 щупов, следившие за изнаночными отбортовками, а к плоскости клещей как форточки подходят блоки 33, способные следить за отбортовкой постоянной ширины оконного фланца.
Клещи автоматически опускаются в крайнее окно, поперечно подходят к кромке фланца, останавливаются, держа электроды на расстоянии от кромки, оговоренном чертежом изделия. Сваривается первая точка, а затем в паузах между сварками клещи движутся продольно по шву, следя за периметром окна, как на фиг. 8, за линией АБВГД. Следующее окно сваривается при движении клещей в обратном направлении. Когда клещи сварят все оконные проемы, они выводятся из последнего окна вверх. Вновь происходит поворот гироскопа на 90o и повторяется цикл автоматической смены разнородных щупов с отводом одних блоков как фрамуг и подводом к плоскости клещей других - как форточек.
Изобретение относится к сварочной технике, в частности к С-образным штоковым клещам для контактной точечной сварки, встроенным в ротор гироскопа адаптивного робота, может быть использовано в производстве кузовов и кабин автомобилестроения, вагоностроения и других отраслях машиностроения и направлено на снижение трудоемкости и автоматизацию контактной точечной электросварки протяженных отбортовок как постоянной, так и переменной ширины независимо от их кривизны. Клещи встроены в адаптивный робот. На скобе клещей закреплена державка с вылетом 5 и скобовым электродом. Клещи содержат цилиндр предсжатия скобового электрода к отбортовке изделия до начала цикла сварки каждой точки, державку с вылетом 15 и штоковым электродом, закрепленную в штоке силового пневмоцилиндра с поршнем сжатия и поршнем дополнительного раскрытия электродов, малогабаритный сварочный трансформатор и пару блоков тактильных щупов и датчиков, расположенных по одному с двух сторон плоскости клещей, проходящей через оси вылетов 5 и 15 и электродов. Вылеты 5 и 15 выполнены выдвижными с возможностью монтажа и регулировки точки смыкания электродов как с фронтальной, так и с тыльной стороны державок с требуемым эксцентриситетом точки смыкания электродов относительно оси вращения ротора гироскопа. Ось вращения клещей совмещена с плоскостью клещей и проходит параллельно осям вылетов 5 и 15 через точку их смыкания. 3 з.п.ф-лы, 8 ил.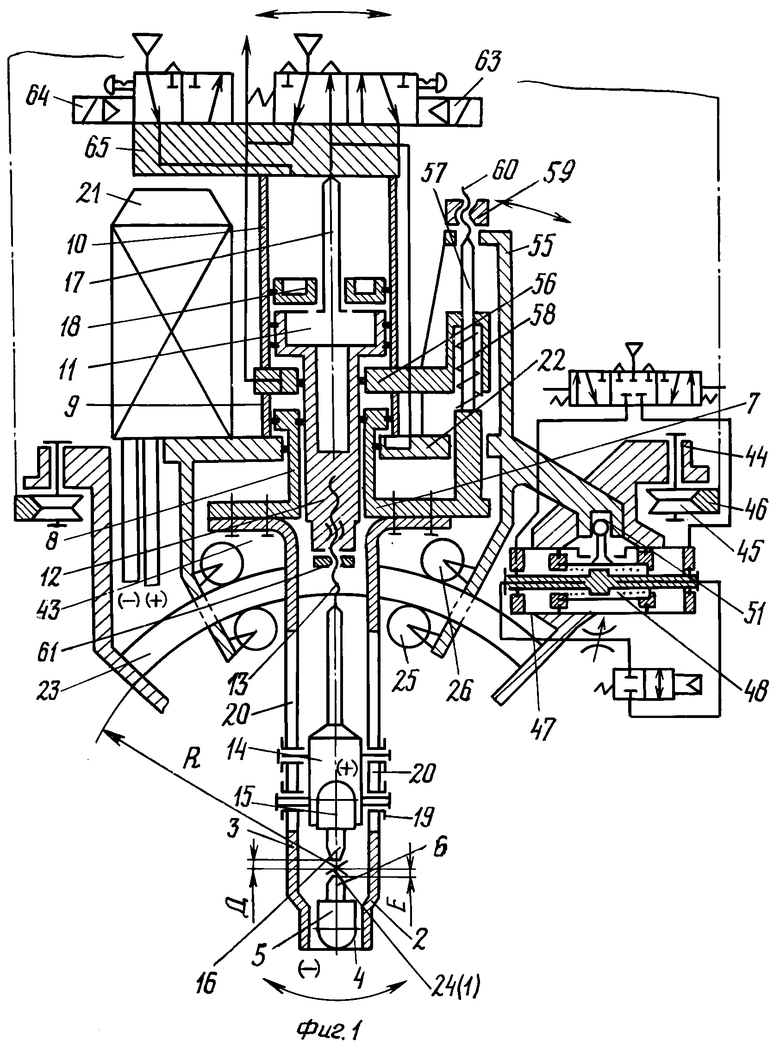
| Пневмогидравлический робот | 1974 |
|
SU574292A1 |
| Датчик системы управления клещами для контактной точечной сварки | 1982 |
|
SU1109287A1 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
| Клещи для контактной точечной сварки | 1989 |
|
SU1662789A1 |
| Клещи для контактной точечной сварки | 1987 |
|
SU1447604A1 |

