1
Изобретение относа-втся к 1вакуумной плавке тугостлавких металлов.
Известна ва.к(уум«ая дуговая гарниссажная устаиОВКа дя плавки и получения отливок из металлов, имеющая масланасосный алрегат и гид;роаппарату|ру управления механизмами подъема электрода и поварота тигля, а также цент1р:обеж1ный механизм.
Целью изобретения является обеспечение регулируемой скорости заполнения формы П1ри ма-гнималынОМ заливк-и.
3fTO достигается тем, что установка снабжена автОматичесюим устройством изменен-ия скорости поворота тигли в процессе заливки, включающим КОпир, связанный с цапфой поворота тигля И воздействующий -на путевые переключатели, управляющие электромагнитами гид|равлических золотников.
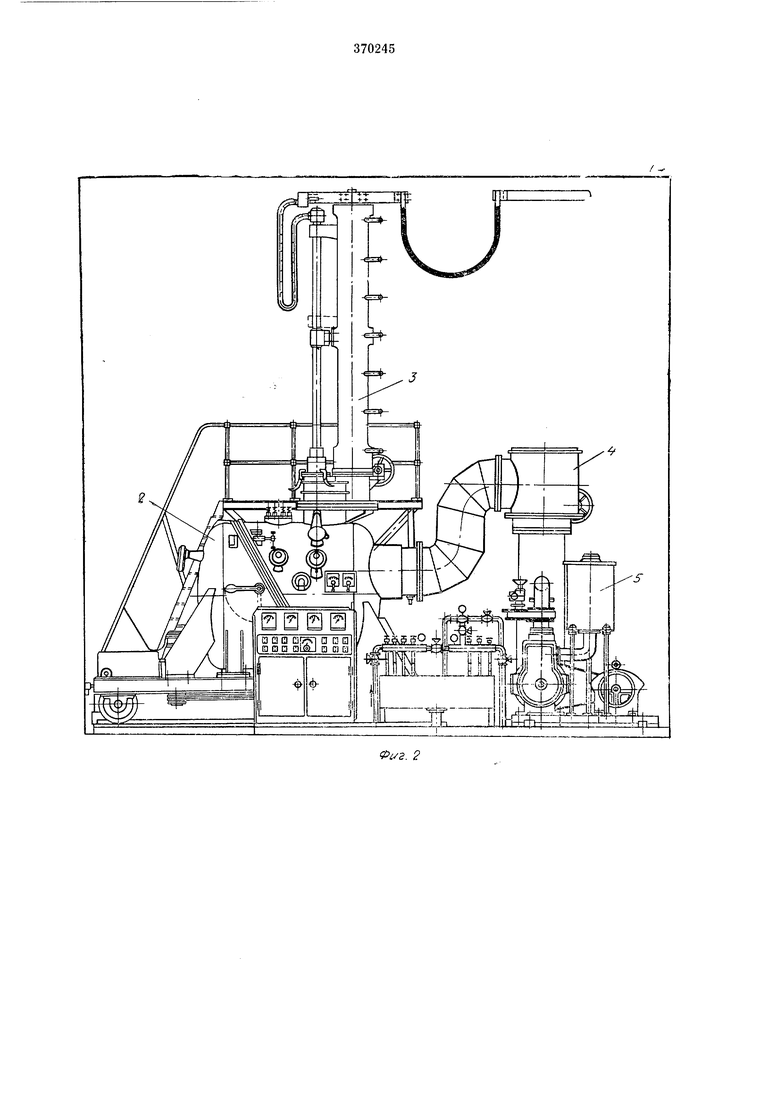
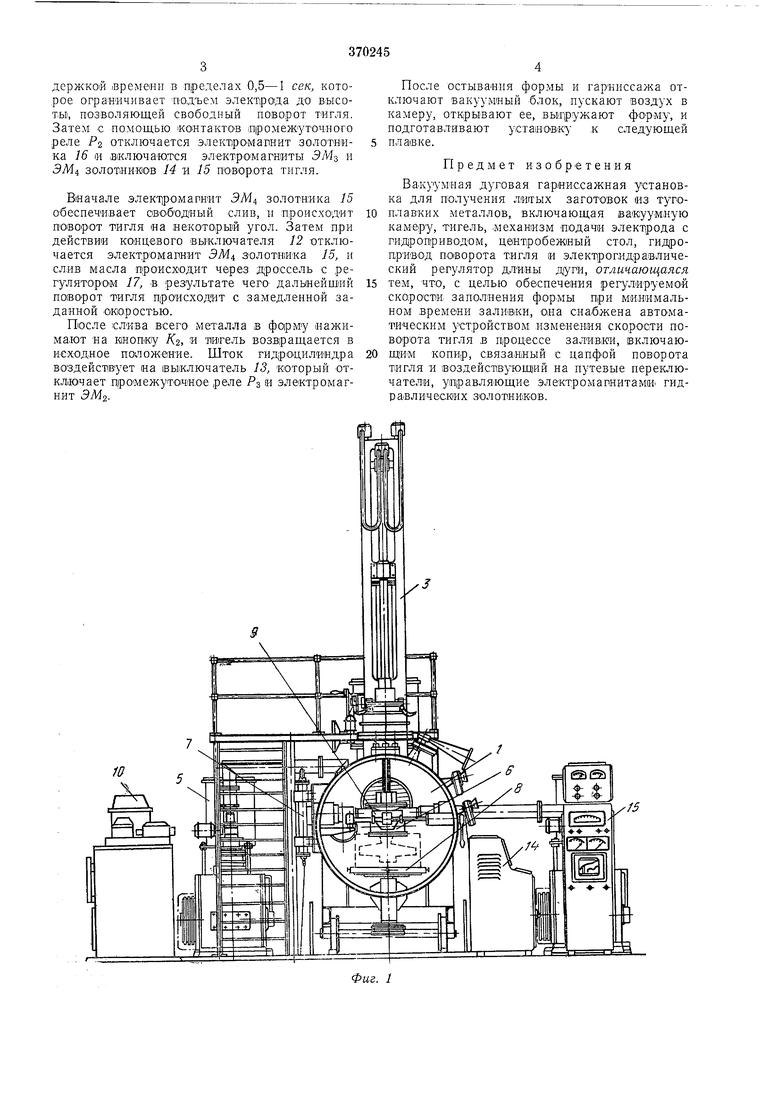
На фиг. 1 П(редставлена предлагаемая установка, общий 1вид; иа фиг. 2 - та же, вид сбоку; |На фиг. 3 - схема автоматического устрой ства изменения скорости поворота шгля. Установ,ка состоит из двух плавильной / и за.тивочной 2 полукамер, имеющих плоскость соедииения, выпо-лиениую под углом 60° к их оси. Плавильная камера 1 стационарная и имеет жесткое основание. В ее верхнюю часть встроены патрубки для присоединения механизма 3 иодачи электрода и пружинного аварийного Клапана. К бохоевгм патрубкам присоединены автоном1ный бустерный ва1куумный блох 4, вакуумный «асос 5 и шиберный за.твор с трубопроводом для (Вентиляции камеры при ее очистке. Внутри камеры / установлен
плавильный тигель 6, снабженный пидромеханизмом 7 поворота. Заливочная камера 2 установлена на тележке, в которую вмонтирован центробеж1ный механизм 8. Имеется также заливочная воронка 9, по1ворачиазаемая
вручную на 90°. Маслонасосный агрегат 10 с пидравлической аппаратурой и следящей системой управления позволяет автоматизировать подачу электрода, его быстрый подъем и поворот тигля.
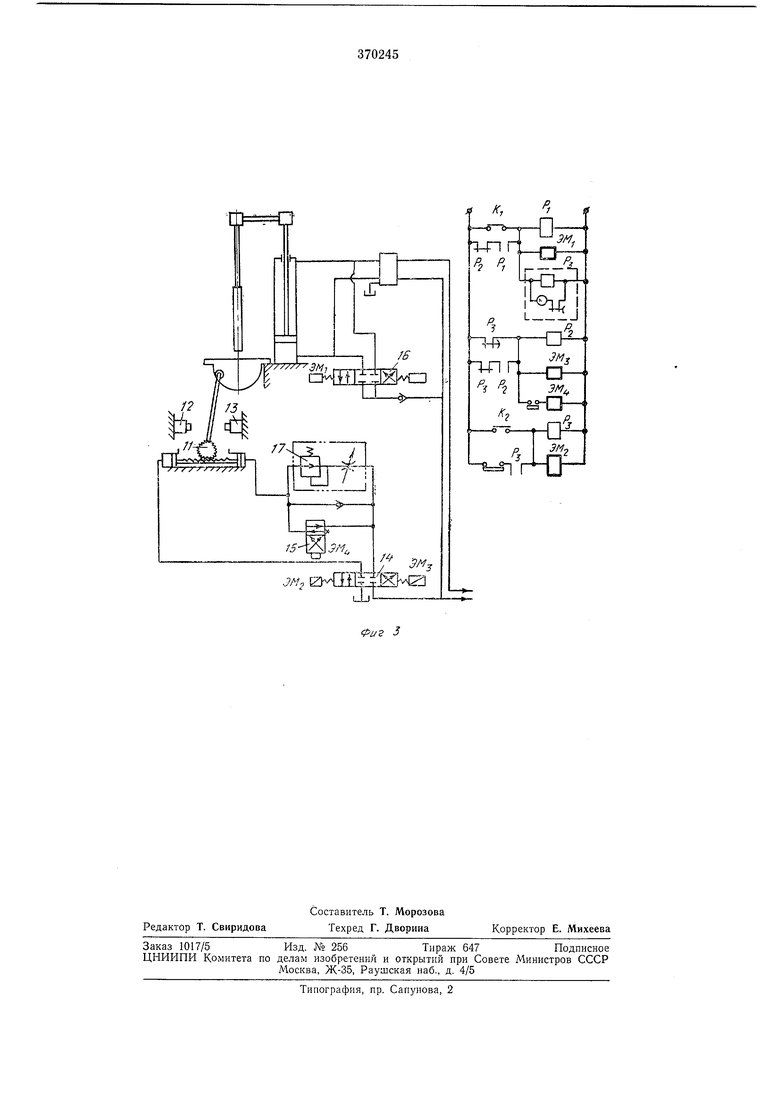
Схема автоматического устройства включает в себя «OOHip 11, связанный с цапфой поворота тигля, путевые переключатели 12 и 13, электромагнитные гидравлические задотники 14 и 15 поворота тигля, электромагаитный золотник 16 подъема электрода, дроссель с регулятором 17 и реле времени.
После иаплавления в тигле нужного количества мeтaл a включают центробежный меха низм формы ян электрическ5ю дугу, и пидроприводом быстро выводят огарок электрода из зоны плавления.
Для автоматического поворота тигля нажимают инопку К, включают электромапнит 3Mi золотника 16. Одновременно с включе нием 3Mi в слючается реле времени Рв с выдержком времени в пределах 0,5-I сек, которое ограничивает подъем электрода до высоты, позволяющей свободный иоворот тигля. Затем с помощью контактов промежуточного реле Р2 отключается электромашит золотника 16 и выключаются электрОмагниты ЭМ и ЭМ золотников 14 и 15 поворота тигля.
Вначале элек11ромап№ит ЭM золотника 15 Обеспечивает свободный слив, и нроисходит поворот тигля иа некоторый угол. Затем при действии концевого выключателя 12 отключается электромапнит ЭМ золотника 15, и слив масла происходит через д;р0:ссель с регулятором 17, в результате чегО далынейщий noiBopOT тигля происходит с замедленной заданной оиоростью.
После слива всего металла в форму нажимают на К1нопку К, и тигель возвращается в исходное положение. Шток гидрОцилиндра воздействует на выключатель 13, который отключает нромежуточное реле РЗ и электромагнит ЭМ.
После остывания формы и гарниссажа отключают вакуумный блок, пускают воздух в камеру, отк,рывают ее, выгружают форму, и подготавливают установку к следующей плавке.
Предмет изобретения
Ва-куумная дуговая гарниссажная установка для получения литых заготовок из тутоплавких металлов, включающая вакуумную камеру, тигель, .механизм нодачи электрода с гидроприводом, центробежный стол, гидропривод поворота тигля и электрогидравлический регулятор длины дуги, отличающаяся
тем, что, с целью обеспечения регулируемой скорости заполнения формы при минимальном времени зали1вки, она снабжена автоматическим устройством изменения скорости поворота тигля в процессе 3avTHBi n, включаюЩИМ копир, связанный с цапфой поворота тигля и воздействующий на путевые переключатели, управляющие электромагнитами гидр авл ич ески х зол отн иков.
jf /Г,v «f
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУГОВАЯ ВАКУУМНАЯ ГАРНИССАЖНАЯ ПЕЧЬfeE^'^c'Oir^i^^'^'" : Г г^ЗОс:-О^'|-,-'О rif^:',ПАТ?!^Т^':П'Т;:;к^:^-;::г::Б!ЛГ:::" --"^ -••—;, | 1972 |
|
SU348638A1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ГАРНИСАЖНАЯ УСТАНОВКА | 1991 |
|
RU2040752C1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 1966 |
|
SU186647A1 |
| ПЛАВИЛЬНО-РАЗЛИВОЧНАЯ ГАРНИССАЖНАЯ УСТАНОВКА | 1969 |
|
SU250955A1 |
| В. И Л. М. Иванов, М. Д. Сельцер, Г. С. Новицкий и С.IIАртамонов, ."i ||елк6в - • - | 1969 |
|
SU256795A1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНОЕ УСТРОЙСТВО | 1970 |
|
SU273372A1 |
| ВАКУУМНАЯ ПЛАВИЛЬНАЯ ЭЛЕКТРОПЕЧЬ | 1972 |
|
SU342036A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК МЕТАЛЛОВ И СПЛАВОВ | 1973 |
|
SU392108A1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ПЛАВКИ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ И ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ИЗНИХ ИЗДЕЛИЙ | 1968 |
|
SU422528A1 |