1
По основному авт. св. № 240192 известна установка, нредназначенная для полунепрерывной плавки жаропрочных сплавов и центробежной заливки тонкостенных крупногабаритных литых деталей но выплавляемым моделям. Установка имеет две вакуумные камеры: камеру плавки и камеру заливки, соединяющиеся между собой вакуумным затвором. Камера заливки имеет центробежный механизм, а камера плавки - индукционную печь с набивным тиглем и переливную воронку для центрирования металла при заливке форм. Каждая вакуумная камера имеет автономную вакуумную систему, приборы контроля и измерения вакуума. Для производства различных сплавов она снабжена секционным дозаторо.м. Температуру металла измеряют термопарой погружения и радиационным пирометром.
Однако сочетание производства жаропрочных сплавов в вакууме с методами приложения центробежных сил и стационарной порционной заливки форм с обеспечением непрерывной плавки в приведенной установке отсутствует. Основным недостатком известных установок является длинная струя заливаемого металла с применением переливной воронкп, что не дает возможности заливать мелкогабаритные формы, так как теряется жидкотекучесть металла, а наличие переливной воронки
засоряет детали механическими включениями, что приводит к повышенному проценту брака.
С целью улучшения заливки литейных форм разных габаритов и повышения производительности заливочная камера предлагаемой установки снабл ена гидроцилиндром с телескопическим штоком, неремещающи.м литейную форму в вертикальном нанравлении, и
устройством порционной подачи металла в литейную форму.
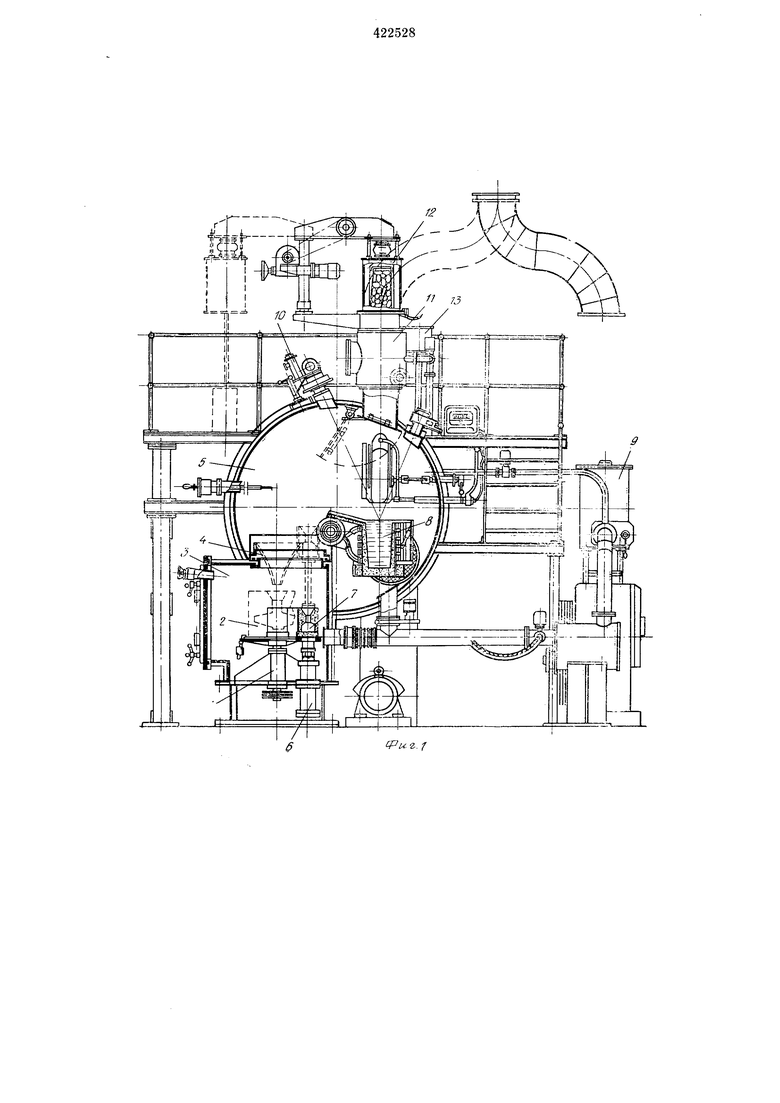
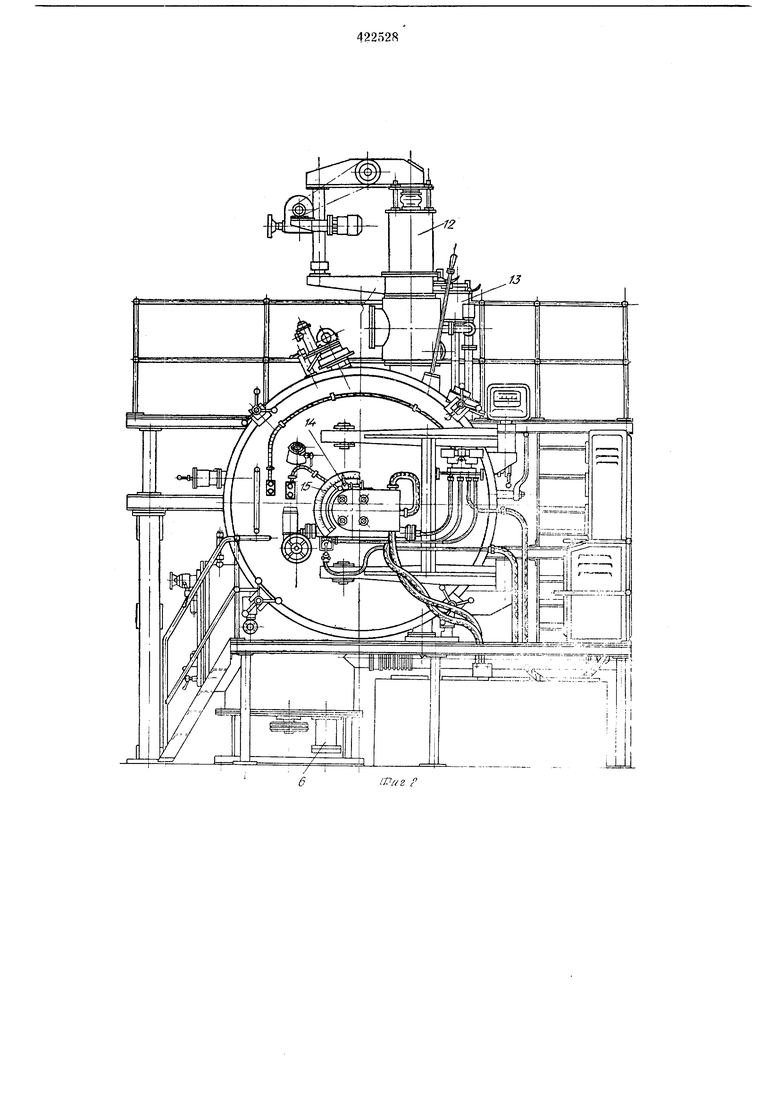
На фиг. 1 показан обш,ий вид описываемой установки; на фиг. 2 - то же, вид сверху; на фиг. 3 - плавильная камера, вид спереди; на
фиг. 4 - то же, вид сбоку.
Установка включает центробежный механизм 1 с формами 2 для центробежной заливки, размепаенными в заливной камере 3. В заливной камере 3 установлен вакуумный затвор ДУ-500 4, соединяющий ее с плавильной камерой 5. Для подъема форм 2 предназначен телескопически цилиндр 6, обеспечивающий заливку мелкогабаритных деталей 7. Индукционпая печь 8 связана с вакуумным блоком 9. Плавильная камера 5 снабжена радиационным пирометром 10, вакуумным затвором ДУ-200 11, контейнерным устройством 12 для загрузки свежим шихтовым материалом и дозатором 13 д.тя присадок. Установка снабжона также устройством порционной заливки 14 форм и шкалой 15 порционной заливки.
Предложенная установка позволяет производить порционную заливку нескольких форм малой металлоемкости из одной плавки. Это расширяет производственпое применение установки, делает ее более производительной и улучшает качество производимых деталей.
Установка работает следуюш,им образом.
Сначала открывают дверь плавильной камеры и очищают ее от возгонов, носле чего тигель загружают шихтой, затем дверь закрывают и закрепляют четырьмя зажимами. Закрывают затвор вакуумного агрегата БА-4500 и насос приводят в рабочее состояние. Запускают насос предварительного разрежения и в плавильной камере создают вакуум 0,1-0,3 мм рт. ст., затем затвор предварительного разрен ения закрывают и открывают затвор вакуумного агрегата ВА-4500 и в плавильной камере доводят вакуум до мм рт. ст., после чего включают электропитание индукционной нечи. При необходимости в процессе нлавки вводят нрисадки в тигель и нлавку 100 кг сплава осуществляют в течение 45 мип. За 8-10 мин до окончания нлавки на стол машины устанавливают четыре формы, предварительно нагретые до температуры 850- 950°С и закрывают дверь заливочной камеры, зажимая ее четырьмя запора.ми. В заливочной камере создают вакуум 0,1-0,05 мм рт. ст. с помощью другой вакуумной линии предварительного разрежения, и открывают вакуумный затвор ДУ-500, разделяющий нлавильную камеру от заливочной, после чего вакуумный затвор предварительного разрежения закрывают и вакуум в обеих камерах уравнивается.
Далее подают давление в гидроцилйндр подъема форм и форму поднимают к носку тигля. Включают гидроцилиндр поворота тигля и нужную порцию сплава переливают в форму, после чего тигель возвращают в исходное положение, а форма опускается на стол. Процессы нодъема формы нод заливку, заливка порции сливаемого металла и опускание формы на стол автоматизированы. Затем включают электромагнитный фиксатор поворотного стола и поворачивают его на 90° для заливки следующей формы. Таким образом, не нарущая вакуума в заливочной и плавильных камерах, последовательно заливают
четыре формы. По окончании заливки форм шиберный затвор ДУ-500 перекрывает и в заливочной камере создают атмосферное давление, после чего открывают дверь и формы извлекают из камеры. По окончании заливки
форм ведут подготовку по загрузке тигля новым шихтовым материалом, не нарушая закуума в плавильной камере, чем и достигается полунепрерывный цикл работы установки.
П ip е д м е т ,и з о б р е т е « и я
Установка для вакуумной плавки тугоплавких металлов и сплавов и центробежной отливки из них изделий но авт. св. № 240192, отличающаяся тем, что, с целью улучшения заливки литейных форм разных габаритов и новышения производительности, заливочная камера снабжена гпдроцилиндром с
телескопическим штоком, перемещающим литейную форму в вертикальном нпаравлении, и устройством порционной подачи металла в литейную форму.
iPui.
cpuz.J
г. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Вакуумная гарниссажная литейная установка для получения отливок из тугоплавких металлов | 1971 |
|
SU399702A1 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2003 |
|
RU2239757C1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПЛАВКИ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ И ОТЛИВКИ ИЗДЕЛИЙ ИЗ НИХ | 1968 |
|
SU206809A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПЛАВЛЕНИЯ И ПОЛУЧЕНИЯ ЛИТЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2092758C1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2005 |
|
RU2291758C2 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2002 |
|
RU2211419C1 |