1
Известны устройства для термической рнхтовки пластин, содержание направляющие для пластин и механизм зажима пластин в направляющих. Однако такие устройства не обеспечивают требуемых производительности труда и качества рихтуемых пластин.
Цель изобретения - повышение производительности труда и улучшение качества рихтуемых пластин.
Это достигается тем, что направляющие снабжены пазами для прокладок, устанавливаемых между пакетами пластин. При этом направляющие закреплены радиально на торцовой поверхности колец, расположенных коаксиально.
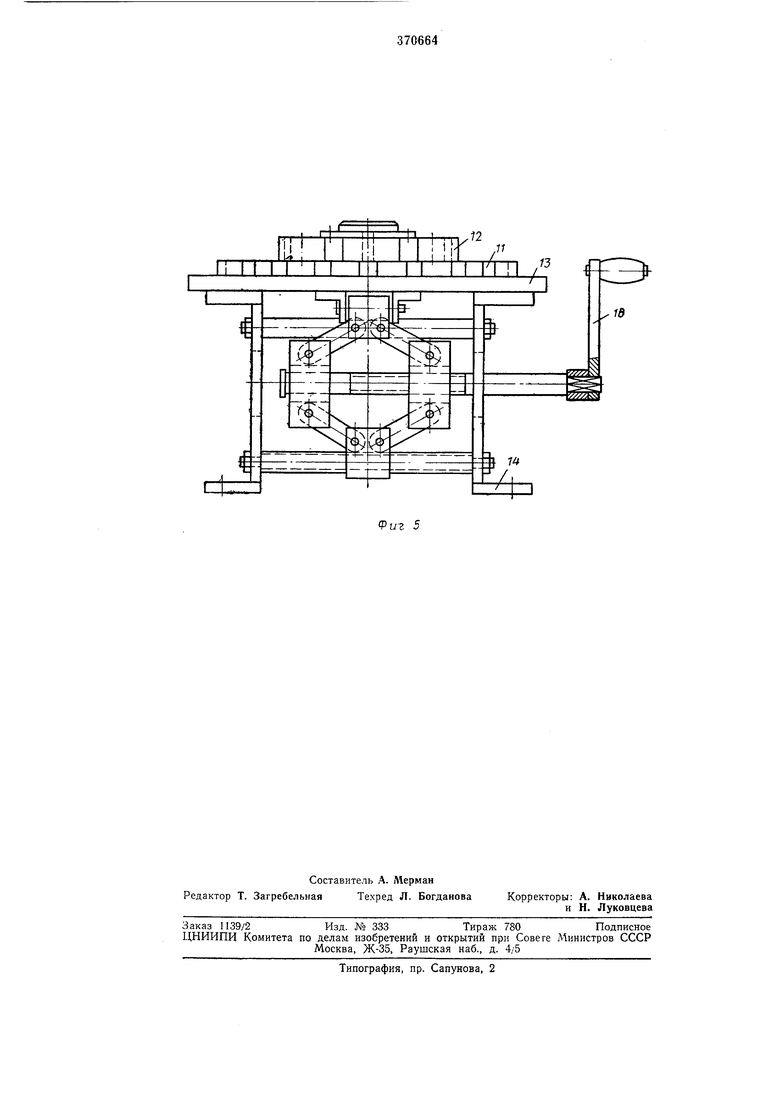
На фиг. 1 показана одна секция рихтовочного барабана; на фиг. 2 -устройство в рабочем положении; на фиг. 3 - фиксация рихтовочного барабана на монтажном столе; на фиг. 4 - подъемник с двумя рихтовочными барабанами; на фиг. 5 - монтажный стол.
Устройство содержит пластину 7 конденсатора переменной емкости; прокладку 2, вставляемую между колонками через каждую шестидесятую пластину; нанравляющую 3 для фиксации пластины / и прокладки 2; зажимной винт 4; направляющую 5; наружный рихтовочный барабан 6; внутренний рихтовочный барабан 7; планку 5 для зажима рихтовочных барабанов 6 и 7; зажимной винт 9; подвеску
10 для поднятия рихтовочного барабана 7; фиксирующий диск 11 для рихтовочного барабана 6; фиксирующий диск 12 для рихтовочного барабана 7; подъемную плату 13;
монтажный стол 14 с механизмом для подъема платы 13; палец 15 для фиксации фиксирующего диска //; рукоятки 16 для подъема платы 13; платформу 17; скобу 18 для ориентации рихтовочного барабана 7; крючок 19
для транспортировки рихтовочных барабанов 6 и 7 в печь.
В пачале работ подъемная плата 13 монтажного стола 14 находится в горизонтальном положении. В пазу фиксирующего диска //
по направляющей 5 устанавливается рихтовочный барабан 6, который крепится на фиксирующем диске // зажимным винтом 9 и планкой 8. Рукояткой 16 подъемную плату 13 устанавливают на необходимый для работы
угол а. После этого производится загрузка рихтовочного барабана 6 с пластинами / и прокладками 2, при этом прокладка берется пальцами со стороны Л-Ли поворачивается вокруг оси О-О под некоторым углом и по
направлению стрелки Б подается до упора в буртик направляющей 3 с тем, чтобы можно было вставить ее в гнездо между направляющими 3. Прокладку 2 устанавливают в горизонтальном положении так, чтобы направляющие выступы совпадали с соответствующими
пазами направляющей 3, и подают вниз. Рихтуемые пластины / устанавливаются на прокладки 2 пакетом в количестве 60 штук до упора в буртик направляющей 3. Прокладка 2 и пластины I в пакете вставляются поочередно до заполнения всей секции. После заполнения секции она слегка зажимается винтом 4 и подается вручную от центра в направлении стрелки В (см. фиг. 1) на величину зазора а, который устраняет трение между пластинами / и направляющими 3, предотвращая этим возможный брак. Затем винтом 4 затягивают секцию до отказа. Процесс повторяется по всем секциям до заполнения всего рихтовочного барабана 6.
Рихтовочный барабан 6 для удобства обслуживания секции периодически поворачивается и фиксируется в «ужном положении нальцем/5 по фиксирующему диску//. После полной загрузки всех секций рихтовочного барабана 6 подъемная плата 13 снова опускается в горизонтальное положение. Зажимной винт 9 освобождает рихтовочный барабан 6 от фиксирующего диска 11. Рихтовочный бар абан 6 с тельфером снимается (за направляющую 5) с монтажного стола 14 и ставится на платформу 17 (см. фиг. 4). Этот же процесс повторяется при заполнении пластинами / рихтовочного барабана 7. Рихтовочный барабан 7 устанавливается но пазам фиксирующего диска 12. После полной загрузки всех секций рихтовочный барабан 7 с тельфером снимается (за подвеску 10) с монтажного стола 14 и ставится на платформу 17 внутри рихтовочного барабана 6. Он фиксируется на платформе 17 скобой 18. После этого готовый комплект рихтовочных барабанов б и 7 (см. фиг. 4) с тельфером устанавливается (за крючок 1-9) в печь. (В одну печь по два таких комплекта). Печь закрывается, и начинается процесс нагревания. Процесс нагревания продолжается 30 мин, после чего рихтовочные
барабаны 6 и 7 вынимаются и устанавливаются на монтажный стол 14 для дополнительной затяжки каждой секции барабанов винтом 4. При этом происходит рихтовка пластин / в горячем состоянии. Затем рихтовочные барабаны 6 и 7 вновь устанавливаются на платформу 17 и опускаются в печь, где продолжается нагревание. По окончании термического процесса платформа 17 с рихтовочными барабанами 6 VI 7 вынимается из печи. Рихтовочные барабаны б и 7 снимаются с платформы 17 и устанавливаются на специальный стол для охлаждения. При этом в центре каждого рихтовочного барабана вставляется специальная камера охлаждения, которая соединена со сжатым воздухом. Воздущная струя охлаждает пластины /. После охлаждения камера вынимается. Рихтовочные барабаны 6 и 7 устанавливаются на монтажном столе 14. Каждый рихтовочный барабан 6 (7) закрепляется винтом 9 и планкой 8. Подъемная плата 13 устанавливается под необходимым углом а, и начинается выгрузка секций с пластинам-и 1, которые вынимаются и отправляются на последующую обработку. Рабочий процесс заканчивается.
Предмет изобретения
Устройство для термической рихтовки пластин, преимущественно для конденсаторов переменной емкости, содержащее направляющие для пластин и механизм зажима пластин в направляющих, отличающееся тем, что, с целью повышения производительности труда и улучщения качества рихтуемых пластин, упомянутые направляющие снабл ены пазами для прокладок, устанавливаемых между пакетами пластин, причем направляющие закреплены радиально на торцовой поверхности колец, расположенных коаксиально.
I// Ч
wJ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОРИХТОВКИ ЛИСТОВОГО Л1АТЕРИАЛА | 1972 |
|
SU352953A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| Устройство для замены бронефутеровочных плит | 2019 |
|
RU2739309C1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Устройство для раскрывания пакетов | 1981 |
|
SU979221A1 |
| Устройство для изготовления цилиндрических сварных конструкций из тонколистовой стали | 1954 |
|
SU102747A1 |
| Способ монтажа футеровочных бронеплитВ бАРАбАННОй МЕльНицЕ | 1979 |
|
SU850211A1 |
| СТОЛ ПЕРЕГРУЗОЧНЫЙ | 2020 |
|
RU2757547C1 |
| БУКСИРУЕМАЯ ЛИНИЯ | 2007 |
|
RU2361773C1 |
| Устройство для рихтовки полосы из бухты | 1991 |
|
SU1831750A3 |


I
I I I I ч I I
12
/
.11
. . I . ./. , .
f3
I I I I 1ТП /
19
