1
Изобретение относится к производству электровакуумных прИбаров, в частности изготовлению оксидных катодов.
Известная рамка для нанесения покрытий на катоды методом пульвериза1ции, содержащая гнезда для катодов и маоку, ие обеспечИвает повышения производительности труда л качества покрытия за счет увеличения скорости пе|ремещения катодов относительно струи пульверизатора.
;ПредлагаемаЯ рамка, с целью повышения производительности труда .и качества .покрытия за счет увеличения скорости перемещения катодов относительно струи пульверизатора, выполнена в виде полого цилиндра, снабженного механизмом перемещения и поворота гнезд для катодов, причем верхний торец цилиндра закрыт крышкой с piacTpy6oM виутри цилиндра для направления потока теплого воздуха навстречу струе пульверизатора.
Предлагаемая рамка позволяет повысить, по сравнению с известными, скорость перемещения катодов относительно струи пульверизатора и создать постоянный температурный режим нагрева катодов, благодаря чему получить более плотное и малошероховатое покрытие со ста1бильными качествами. Выполнение рамки в виде цилиндра позволяет увеличить ее размеры и, следовательно, количество одновременно обрабатываемых катодов
при сохранении жесткости, достаточной для цредотвращения коробления во время термической сушки катодов.
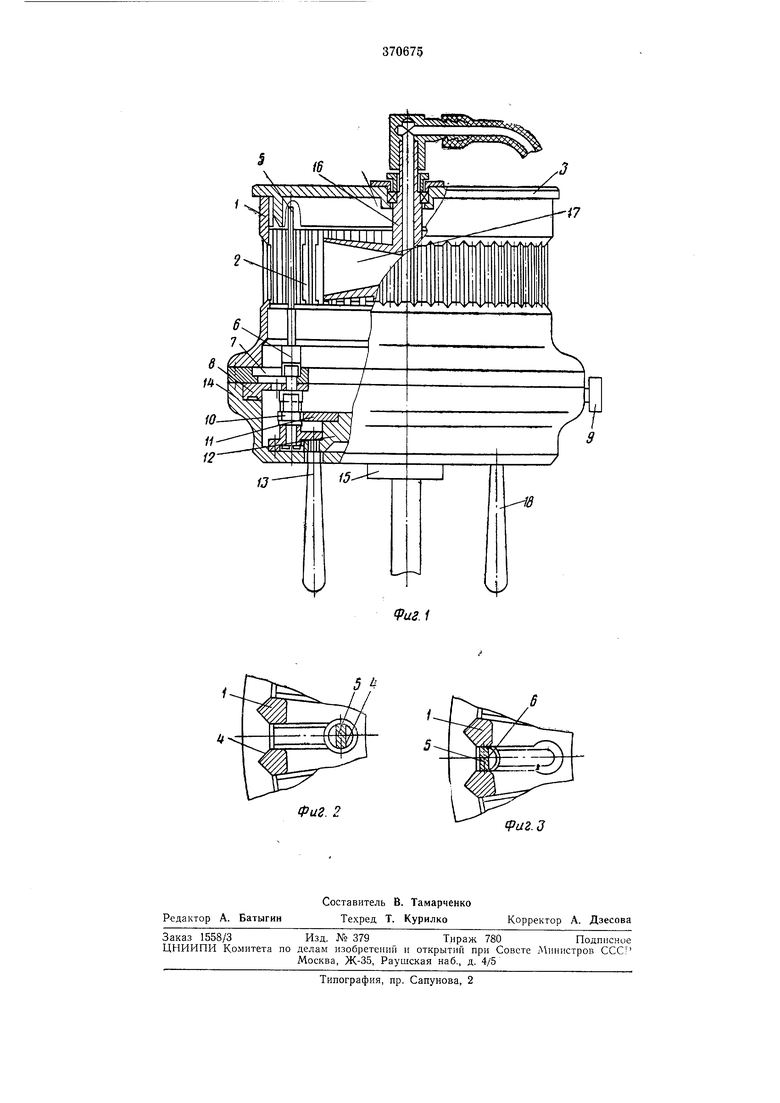
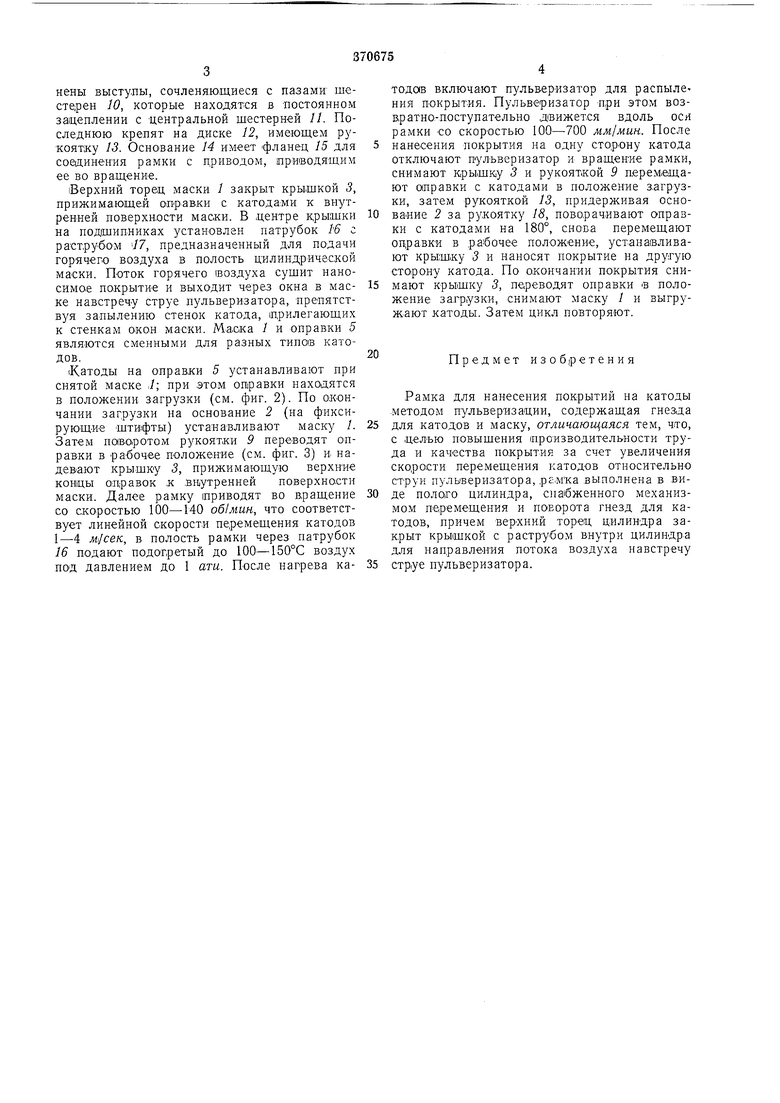
На фиг. 1 показан общий вид предлагаемой рамки; на фиг. 2 - гнездо с катодо;м в положении загрЗзки; на фиг. 3 - гнездо с катодом при нанесении покрытия.
Рамка для покрытия катодов состоит из маски /, основания 2, на котором смонтирован .механизм для .перемещения и поворота гнезд для катодов, и крышки 3. Маска / выполнена в виде полого цилиндра и предназначена для экранировки участков катодов, не подлежащих покрытию. Она имеет окна в виде сквозных пазов, величина которых соответствует размерам наносимого покрытия. Эти пазы имеют фаски 30-60° для направленного отражения струи пульверизатора. Маску фиксир)тот на корпусе 2 с помощью штифтов. Катоды 4 (см. фиг. 2) устанавливают на onpaiBKH 5, закрепленные во втулках 6, оси которых проходят через налравляющее кольцо 7 и подвижное кольцо 8. Направляющее кольцо имеет радиальные прорези, а подвижное кольцо 8 - прорези, выполненные под углом. При повороте кольца 5 за рукоятку 9 втулки 6 с оправками 5 перемещаются из положения загрузки в рабочее положение (см. фиг. 2 и 3). Для поворота оправок на 180° во втулках 6 выполйены выступы, сочленяющиеся с пазами шесте;рен 10, которые находятся в постоянном зацеплении с центральной шестерней //. Последнюю крепят на диске 12, имеющем рукоятку 13. Основание 14 имеет фланец 15 для соединения рамки с приводом, приводящим ее во вращение.
Верхний торец маски 1 закрыт крышкой 5, прижимающей оправ ки с катода:ми к внутренней поверхности маски. В центре крышки на подщипниках установлен патрубок 16 с раструбом 17, предназначенный для подачи горячего воздуха в полость цилиндрической маски. Поток горячего воздуха сущит наносимое покрытие и выходит через окна в маеке навстречу струе пульверизатора, препятствуя запылению стенок катода, прилегающих к стенкам окон маски. Ма.ска / и оправки 5 являются сменными для разных типов катодов.
|Катоды на оправки 5 устанавливают при снятой маске 1; при этом оправки находятся в положении загрузки (см. фиг. 2). По окончании загрузки на основание 2 (на фиксирующие штифты) устанавливают маску /. Затем поворотом рукоятки 9 переводят оправки в рабочее положение (см. фиг. 3) и надев ают крышку 3, прижимающую верхние КОН1ЦЫ о дравок к .вн/утренней поверхности маски. Далее рамку приводят во вращение со скоростью 100-140 об1мин, что соответствует линейной скорости перемещения катодов 1-4 ж/сек, в полость рамки через патрубок 16 подают подогретый до 100-150°С воздух под давлением до 1 ати. После нагрева катодав включают пульверизатор для распыления покрытия. Пульверизатор при этом возвратно-поступательно движется вдоль оси рамки со скоростью 100-700 мм/мин. После нанесения покрытия на одну сторону катода отключают пульверизатор и вращение рамки, снимают крышку 3 и рукояткой 9 перемащают оправки с катодами в положение загрузки, затем рукояткой 13, придерживая основание 2 за рукоятку 18, поворачивают оправки с катодами на 180°, снова перемещают оправки в ра бочее положение, устанавливают крышку 3 и наносят покрытие на другую сторону катода. По окончании покрытия снимают крышку 3, пе,реводят оправки в положение загрузки, снимают маску 1 и выгружают катоды. Затем цикл повторяют.
Предмет изобретения
Рамка для нанесения покрытий на катоды методом пульверизации, содержащая гнезда для катодов и маску, отличающаяся тем, что, с целью повыщения производительности труда и качества покрытия за счет увеличения скорости перемещения катодов относительно струи пульверизатора, ргдгка выполнена в виде полого цилиндра, спа бженного механизмом перемещения и поворота гнезд для катодов, причем верхний торец цилиндра закрыт крышкой с раструбом внутри цилиндра для направления потока воздуха навстречу струе пульверизатора.
Ц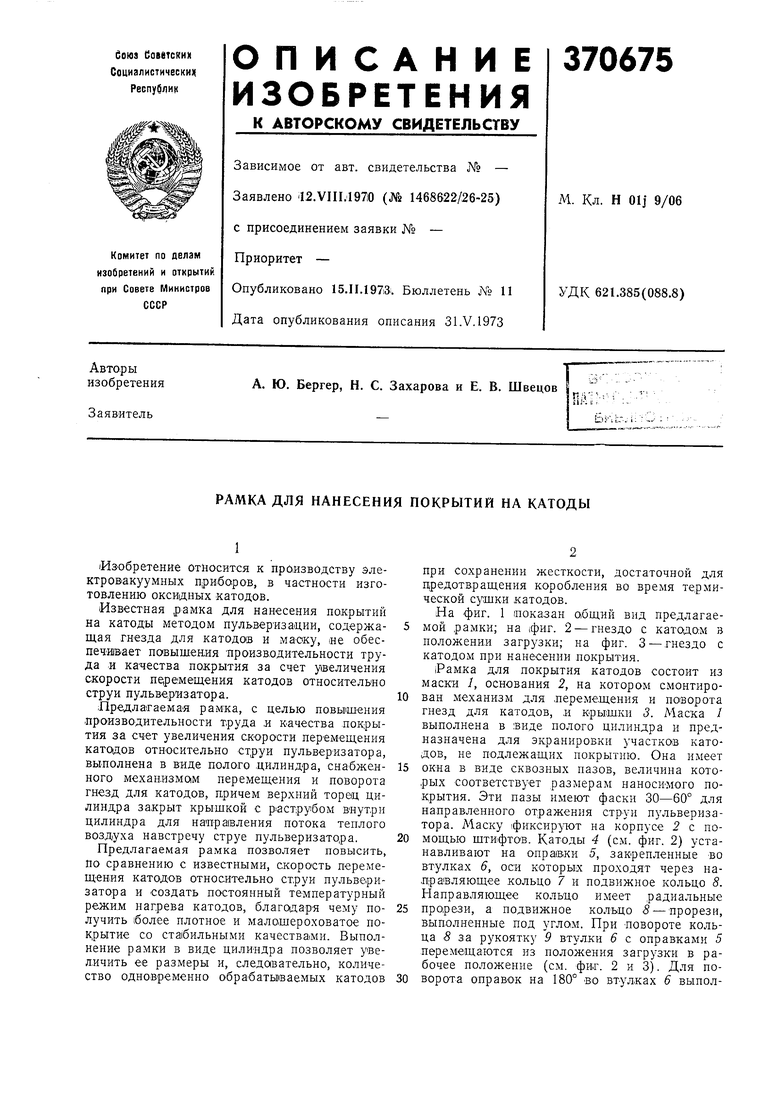
| название | год | авторы | номер документа |
|---|---|---|---|
| Рамка для нанесения покрытий на катоды | 1979 |
|
SU860167A1 |
| Установка для переработки вьюнообразной стружки в порошок | 1989 |
|
SU1671153A3 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Инструмент для спуска и подъема | 2019 |
|
RU2724003C1 |
| КРЫШКА ДЛЯ ЗАГРУЗКИ В КОНТЕЙНЕР ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА, УСТРОЙСТВО ЗАХВАТА И СПОСОБ ЗАГРУЗКИ | 2007 |
|
RU2404465C2 |
| СЪЕМНИК ПРОБКИ | 1999 |
|
RU2166808C1 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU803980A1 |
| Установка для металлизации изделий | 1990 |
|
SU1808400A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ ВО ВЗРЫВООПАСНБ1Х СРЕДАХ | 1968 |
|
SU212001A1 |
| СИСТЕМА Ю.Н.КУНГУРЦЕВА И ТОВАРИЩЕЙ ДЛЯ ИЗВЛЕЧЕНИЯ СПЛОШНОЙ ТВЕРДОЙ МАССЫ ИЗ ЕМКОСТИ С УЗКОЙ ГОРЛОВИНОЙ | 1995 |
|
RU2067506C1 |