Изобретение относится к обработке материалов немеханическими способами, в частности к устройствам для очистки изделий и нанесения на их поверхность металлических покрытий распылением.
Целью изобретения является расширение технологических возможностей, увеличение производительности и улучшение качества обработки.
На фиг. 1 изображена установка, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З .-. разрез Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг.4; на фиг.6 - сечение Д-Д на
фиг.1; на фиг.7 - сечение Е-Е на фиг.1; на фиг.8 - сечение Ж-Ж на фиг.1; на фиг.9 - сечение 3-3 на фиг.1.
Установка для металлизации изделий содержит дробеструйную камеру 1-, камеру металлизации 2, установленный между ними многопозиционный поворотный стол 3 с оправками 4 для размещения изделий, привод поворота стола 5 и привод вращения оправок 6.
.. Многдпозиционный-прворотный стол 3 состоит из планшайбы 7, опирающейся на специальный шариковый подшипник 8, размещенный на раме 9.
СО
о
00
4 О
о
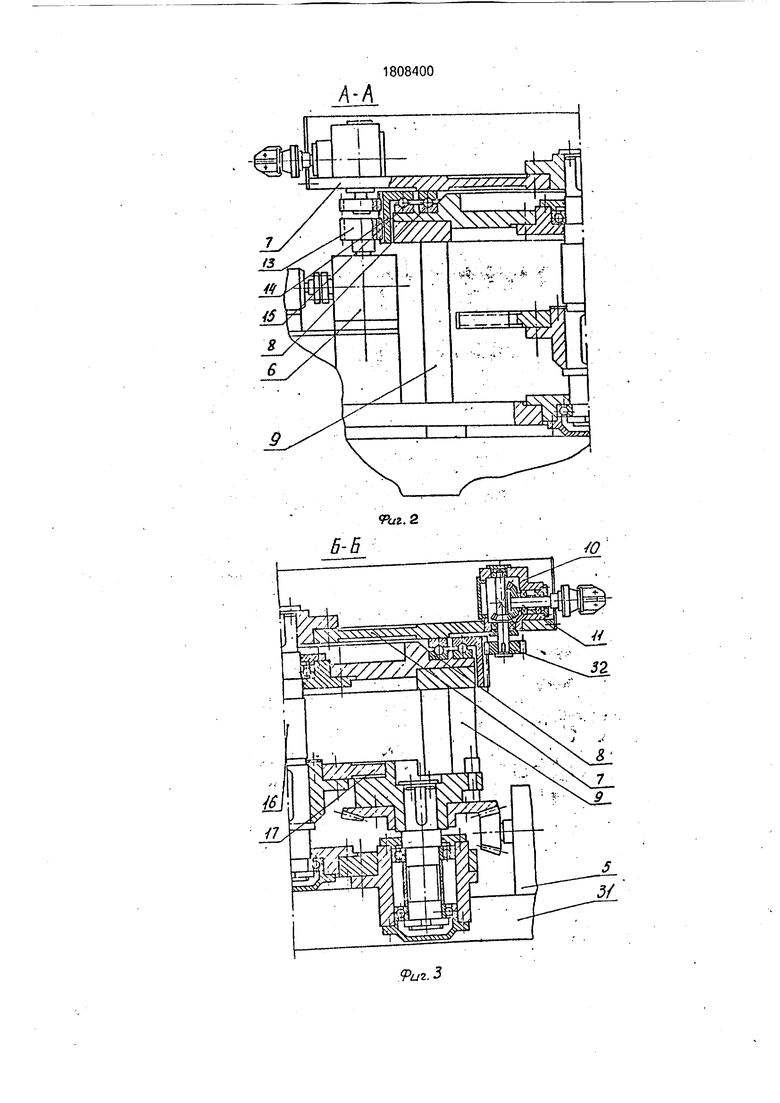
На планшайбе 7 через каждый 36° смонированы конические редукторы 10, на их алах 11 посредством кулачковых муфт 12 становлены оправки А.
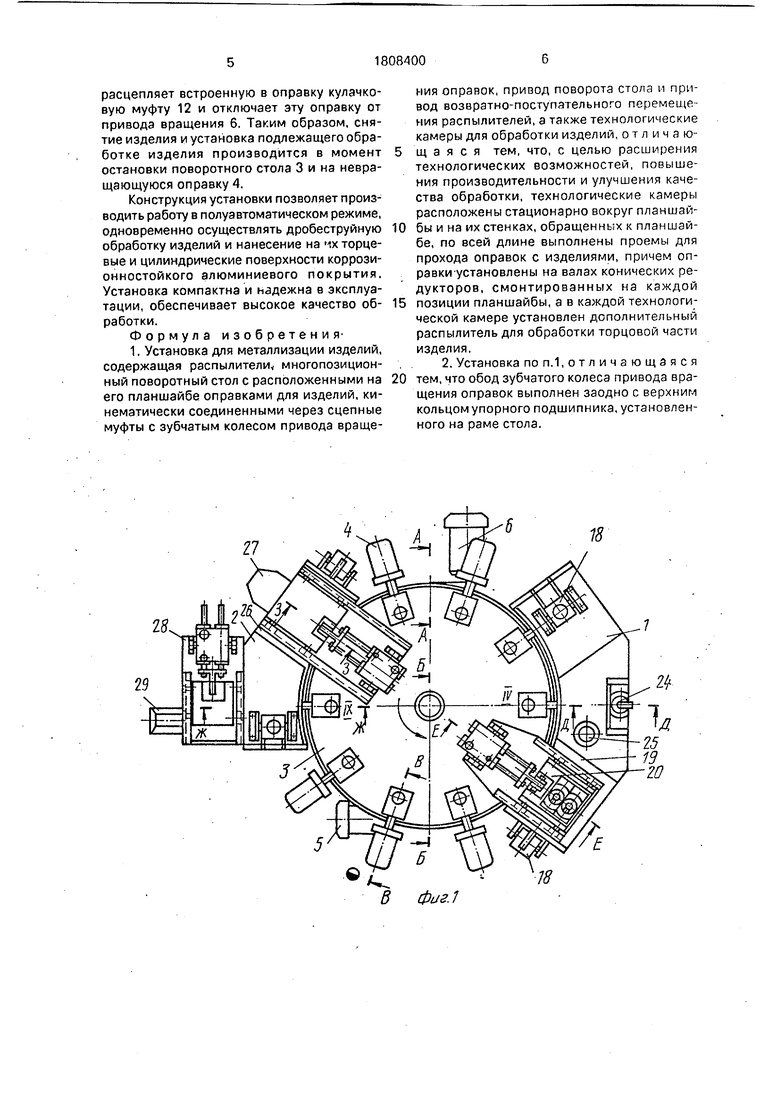
Вращение от привода 6 на валы 11 ередается через шестерню 13, взаимоействующую с зубчатым колесом 14. установленным на раме 9, причем обод колеса 14 выполнен заодно с верхним кольцом подшипника 15.
От привода поворота 5 вращение на вал 16 планшайбы 7 передается через механизм мальтийского креста 17.
Дробеструйная камера 1 является камерой проходного типа, на ее боковых стенках имеются проемы с дверцами, открываемые и закрываемые пневмоцилиндрами 18.
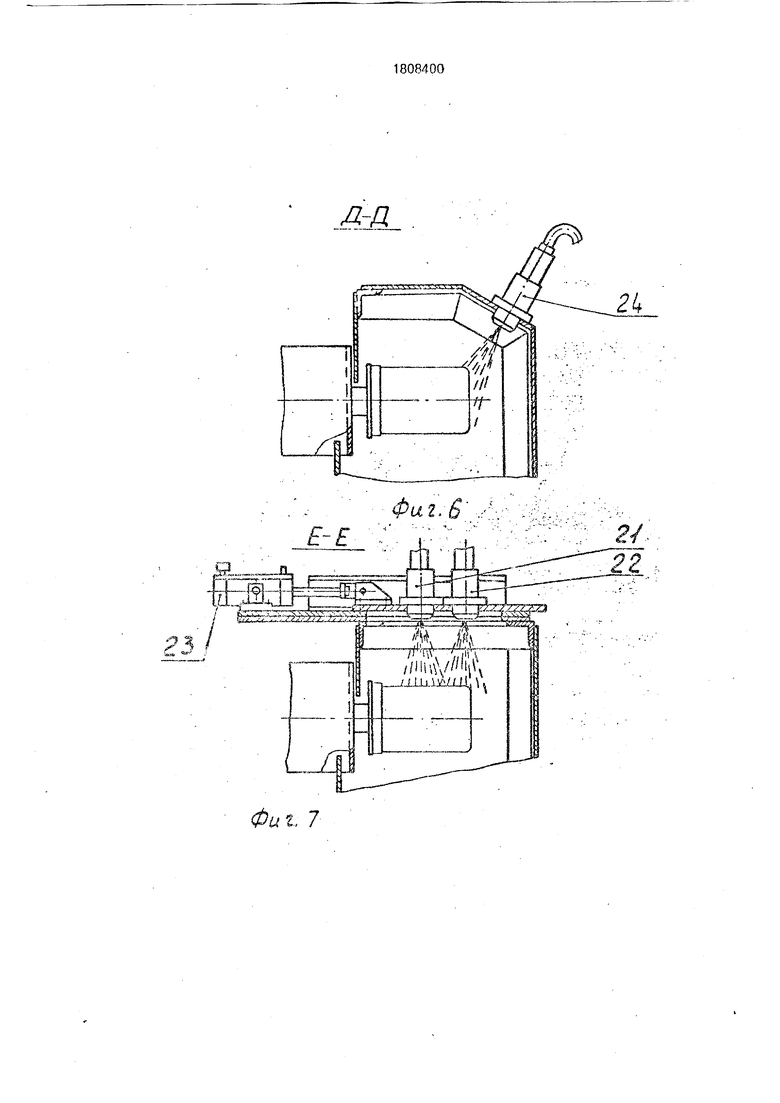
На крышке 19 камеры 1 смонтирована каретка 20 с дробеструйными соплами 21, 22 для обработки цилиндрической части изделия, перемещается силовым цилиндром 23. На крышке 19 установлено неподвижно сопло 24 для обработки торцевой части изделия.
Конструкция дробеструйных сопел.21, 22 и 24 выполнена с возможностью регулировки угла наклона относительно обрабатываемой поверхности и расстояния до нее.
Продукты очистки отсасываются вытяжной вентиляцией через верхний патрубок 25.
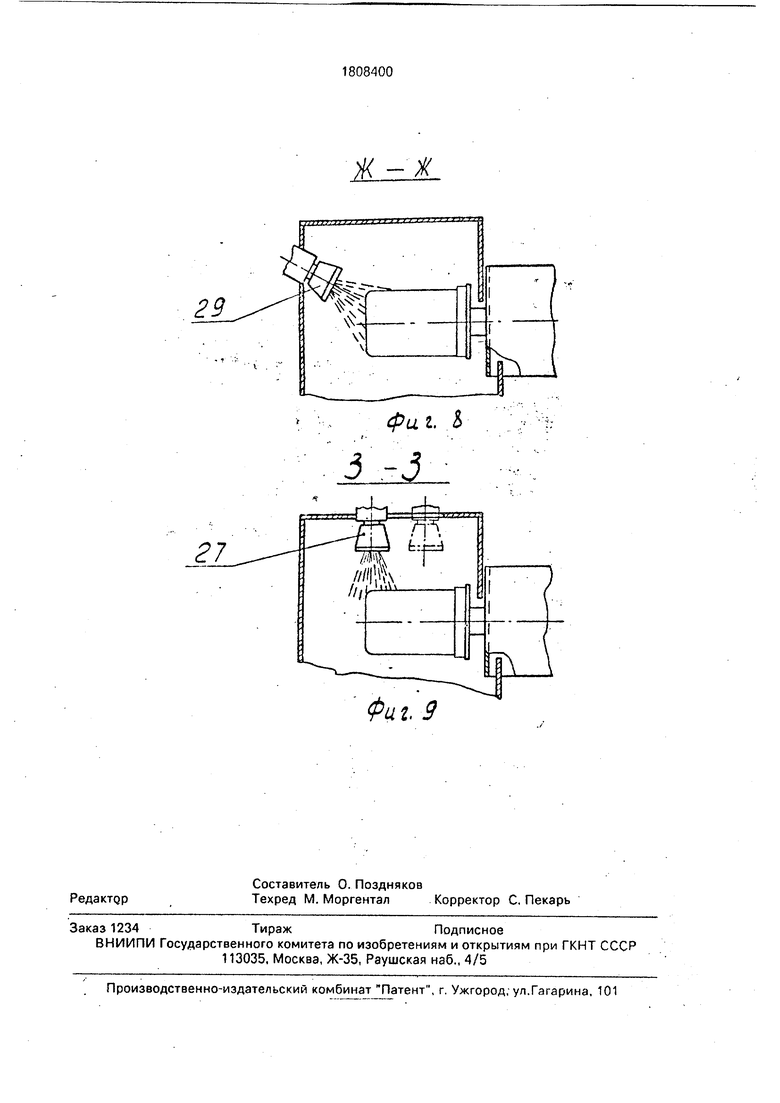
Камера металлизации 2 также является камерой проходного типа.
На крышке 26 камеры металлизации 2 установлен с возможностью перемещения вдоль оси изделия металлизатор 27, а на кронштейне 28 боковой стенки камеры 2 установлен металлизатор 29, предназначенный для обработки торцевой части изделий и имеющий возможность перемещения от периферии к центру торцевой поверхно- сти изделия.
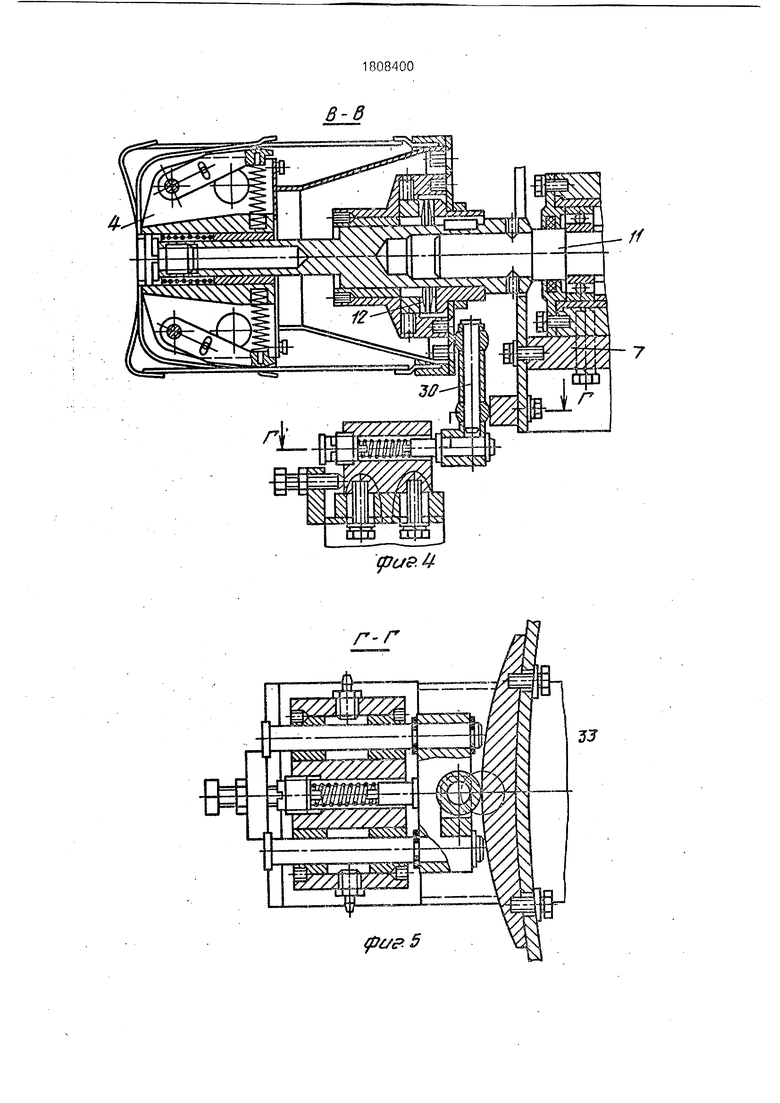
На планшайбе 7 размещено десять оправок 4 для изделий. На позиции загрузки вращение оправки 4 отключается с помощью толкателя 30, установленного на раме 9,
Многопозиционный поворотный стол 3, камеры 1 и 2, привод 5 и 6 смонтированы на общей раме 31.
Установка для металлизации изделий работает следующим образом.
На позиции 1 загрузка оператор устанавливает на оправку 4 изделие, например, корпус самоспасателя и нажатием кнопки Цикл включает поворот стола 2.
После поворота планшайбы 7 на угол 36° следует остановка, после чего автоматически включаются в работу, механизмы на всех технологических позициях. От привода
вращения оправок 6 через шестерню 13, зубчатое колесо 14 и шестерни 32 вращение передается на валы 11 конических редукторов 10, тем самым вращая оправки 4. На
позиции II, следующей за позицией загрузка, оператором осуществляется визуальный контроль за правильностью размещения изделия на оправке 4. Затем, при следующем повороте на 36° планшайбы
7 оправка 4 с изделием перемещается в дробеструйную камеру 1 через проемы в:ее боковых стенках. Дверцы проемов открываются и закрываются пневмоцилиндрами по командам соответствующих концевых выключателей. . Дробеструйная камера 1 работает по засасывающей системе.
В камере 1 располагаются три технологические позиции: на технологической
позиции III производится обработка цилиндрической части изделия соплами 21,22 при перемещении каретки 20. На технологической позиции IV обрабатывается торцевая часть изделия с помощью сопла 24, Затем
на позиции V изделие обдувается струей сжатого воздуха, освобождаясь от частичек прилипшей дроби.
Во время обработки дробью изделие вращается вместе с оправкой 4, а дробеструйные сопла 21, 22 на технологической позиции III, перемещаясь вдоль оси изделия, совершают несколько проходов. Позиции VI и VII предназначены для осуществления контроля качества изделий после дробеструиной обработки.
Из дробеструйной камеры 1 оправка 4 с изделием поступает в камеру металлизации 2 через соответствующие проемы в ее боковых стенках, на которых имеются дверцы с
приводом от пневмоцилиндра. В камере металлизации 2 изделия на расположенных друг за другом технологических позициях покрываются алюминием, при этом цилиндрическая поверхность покрывается на поз.
VIII при перемещении металлизатора 27 вдоль оси изделия, а на следующей позиции IX покрывается торцевая поверхность с помощью металлизатора 29, перемещаемого от периферии к центру поверхности. На поз.
х изделие охлаждается после обработки в камере металлизации.
Дробеструйная обработка и нанесение покрытия осуществляется на рабочих позициях в камерах 1 и 2 в периоды покоя
поворотного стола 3.
В периоды, соответствующие повороту стола 3 на Зб3,;. сопла и металлизаторы отключаются.
На позиции I Загрузка при набегании
торца оправки 4 на толкатель 30 последний
расцепляет встроенную в оправку кулачковую муфту 12 и отключает эту оправку от привода вращения 6. Таким образом, снятие изделия и установка подлежащего обработке изделия производится в момент остановки поворотного стола 3 и на невращающуюся оправку 4.
Конструкция установки позволяет производить работу в полуавтоматическом режиме, одновременно осуществлять дробеструйную обработку изделий и нанесение на чх торцевые и цилиндрические поверхности коррози- онностойкого алюминиевого покрытия. Установка компактна и надежна в эксплуатации, обеспечивает высокое качество обработки.
Формула изобретения 1. Установка для металлизации изделий, содержащая распылители многопозиционный поворотный стол с расположенными на его планшайбе оправками для изделий, кинематически соединенными через сцепные муфты с зубчатым колесом привода вращения оправок, привод поворота стола и привод возвратно-поступательного перемеще- ния распылителей, а также технологические камеры для обработки изделий, отличающ а я с я тем, что, с целью расширения технологических возможностей, повышения производительности и улучшения качества обработки, технологические камеры расположены стационарно вокруг планшай0 бы и на их стенках, обращеннь;х к планшайбе, по всей длине выполнены проемы для прохода оправок с изделиями, причем оправки установлены на валах конических редукторов, смонтированных на каждой
5 позиции планшайбы, а в каждой технологической камере установлен дополнительный распылитель для обработки торцовой части изделия. . . 2. Установка по п.1, о т л и ч а ю щ а я с я
0 тем, что обод зубчатого колеса привода вращения оправок выполнен заодно с верхним кольцом упорного подшипника, установленного на раме стола.
Фиг. 7
Ж -А.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дробеструйной обработки полых цилиндрических изделий | 1986 |
|
SU1366376A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для металлизации изделий | 1980 |
|
SU931797A1 |
| Установка для обработки деталей дробью | 1979 |
|
SU921829A1 |
| Устройство для изменения положения изделий | 1991 |
|
SU1815149A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Поворотное устройство | 1989 |
|
SU1743798A1 |
| Устройство для металлизации наружной поверхности труб | 1982 |
|
SU1131918A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТРУБ из слоистыхПЛАСТИКОВ | 1969 |
|
SU234652A1 |
| Устройство для сборки резино-технических изделий | 1976 |
|
SU656865A1 |
Использование; изобретение относится к обработке материалов немеханическими способами, в частности к устройствам для очистки и нанесения на их поверхность металлических покрытий распылением и может быть использовано в различных отраслях промышленности для расширения технологических возможностей, повышения производительности и улучшения качества обработки. Сущность изобретения; технологические камеры расположены стационарно вокруг планшайбы. На их стенках; обращенных:к планшайбе, по всей длине выполнены проемы для прохода оправок с изделиями. Причем оправки установлены на валах конических редукторов, смонтированных на каждой позиции планшайбы. В каждой технологической камере установлен дополнительный распылитель для обработки торцевой части изделия. Кроме того, обод зубчатого колеса привода вращения оправок выполнен заодно с верхним кольцом- упорного подшипника, установленного на раме стола. 1 з.п. ф-лы, 9 ил.
5 -А
фи г. 5
| Устройство для металлизации наружной поверхности труб | 1982 |
|
SU1131918A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для металлизации изделий | 1978 |
|
SU891164A2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для нанесения покрытий на пластины | 1984 |
|
SU1235546A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
