1
Изобретение относится к области литейного производства, -в частности к оборудованию для центробежного литья.
Известны устройства для дозирования жидкого металла при центробежном литье с применением сблокирОВанНЬгх с заливочным устройством электрических контактов, введенных внутрь ИЗЛОЖНИ.ЦЫ таким образом, что по достижении заданной толщины стенки контакты замыкаются с поверхностью металла и выдают сигнал «а прекращение заливки.
Контакты в этих устройствах недостаточ но надежны в -работе, так как волна металла в начальный период заливки заолеекивает их и выводит из строя.
В предлагаемом дозирующем устройстве контактный электрод щарниро закрепляют на держателе, что повышает надежность его в работе.
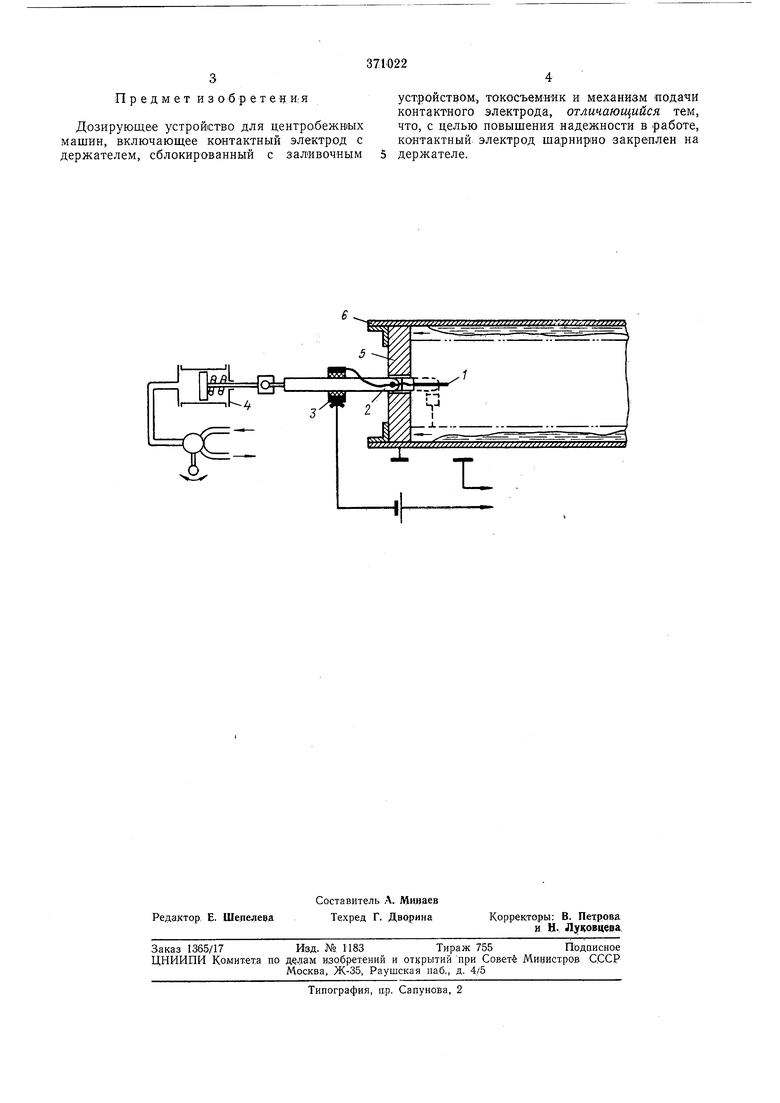
На чертеже показана схема устройства.
Дозирующее устройство для центробежных мащин состоит из контактного электрода /, держателя 2, токосъемника S, например контактного кольца со щеткой, и механизма подачи 4 электрода, состоящего, например, из пневмоцилиндра, управляемого золотником, и вращающегося сочленения.
В исходном положении, показанном на чертеже сплошной линией, контактный электрод / расположен в осевом канале заднего запорного стакана 5, благодаря чему рабочее звено контактного электрода расположено по оси вращения изложницы 6, контакт максимально удален от поверхности жидкого металла и
защищен от действия брызг и волн на его поверхности. После того как металл покроет всю поверхность изложницы и его слой будет нарастать спокойно (начиная, примерно, с половины дозы), с ПОМОЩЬЮ механизма подачи 4 контактный электрод вводится дополнительно на определенную величину внутрь изложницы. При этом рабочее звено контактного электрода под действием центробежной силы занимает положение вдоль радиуса изложницы, перпендикулярно к поверхности металла. По мере нарастания толщины слоя жидкого металла поверхность его приближается к контакту, и В момент равенства толщины заданной величине жидкий .металл замкнет электрическую цепь. Полученный таким путем командный импульс поступит в схему регулирования заливочного устройства, и подача металла в изложницу прекратится.
Устана1вливая в рабочем звене электрода 1 различной длины .контакты, которые могут быть выполнены, например, из стальной проволоки, можно получать соответствующую толщину стенки отливки (или внутренний диаметр). 34
П р е д м е т и 3 о б р е т ен И:Яустройством, то-косъемиик и механизм подачи
Дозирующее устройство для центробежных что, с целью повышения надежности в работе, машин, включающее контактный электрод с контактный электрод шарнирио закреплен на держателем, сблокированный с заливочным 5 держателе.
371022
контактного электрода, отличающийся тем,
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная форма | 1977 |
|
SU679306A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ТКАНИ | 2010 |
|
RU2436649C1 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| СПОСОБ ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА | 1973 |
|
SU371021A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ ЗАГОТОВКИ БОЧКИ МУКОМОЛЬНОГО ВАЛЬЦА | 2022 |
|
RU2784634C1 |
TL
