1
Известны механизмы выталкивания изделий и возврата системы выталкивания в исходное положение, выполненные в виде телескопических хвостовиков с пружинами и шариковым зацеплением стакана и штока. Такие механизмы не могут вернуть систему выталкивания в исходное положение при налучии контакта между упором и хвостовиком.
Предлагаемый механизм отличается от известных тем, что с целью обеспечения мгновенного возврата системы выталкивания в исходное положение при ненарушаюшемся контакте между упором литьевой машины и хвостовиком последний снабжен подпружиненным плунжером, вмонтированным с возможностью осевого перемещения внутри штока и позволяющим в нужный момент нарушать шариковое зацепление между стаканом и штоком.
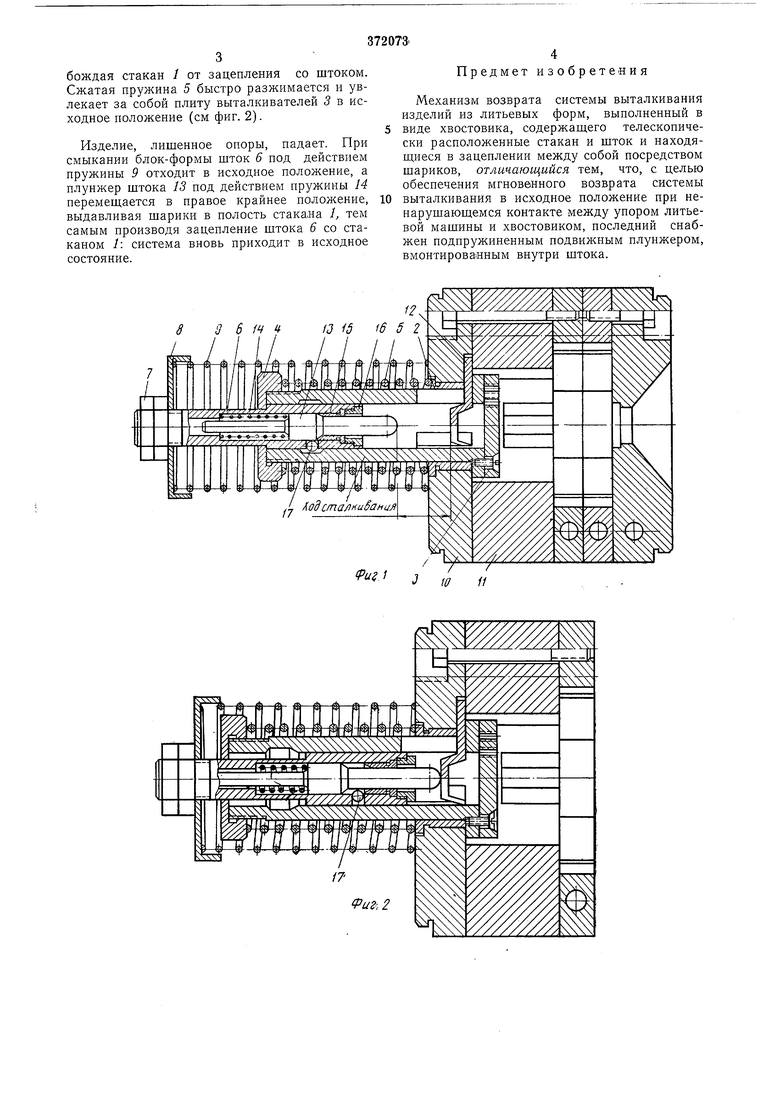
Па фиг. 1 изображен механизм возврата системы выталкивания изделий из литьевых форм в разрезе, встроенный в блок-форму, в исходном положении, на фиг. 2 - то же, в раскрытом состоянии блок- 50рмы.
Механизм возврата системы выталкивания изделий выполнен в виде хвостовика, содер жащего стакан 1, подвижно установленный во втулке 2, плиту выталкивателей 3, гайку 4,
которая удерживает пружину 5 в поджатом состоянии.
Шток 6 установлен подвижно в стакане / и фиксируется в левом крайнем положении гайками 4 1Л 7, стаканом 8 и поджатой пружиной 9.
Между подвижным фланцем 10 и брусом // установлен упор 12. В шток 6 подвижно вмонтирован плунжер штока 13 с поджатой пружиной 14, удерживаемый в крайнем правом положении втулкой 15 и гайкой 16.
В прорези штока 6 вмонтированы шарики 17.
Механизм возврата системы выталкивания изделий работает следующим образом.
При открытии машины шток 6 доходит до неподвижного упора машины, и при дальнейшем разъеме происходит выдвижение стакана / с плитой выталкивателей, при этом пружины 5 II 9 сжимаются. Совместное движение штока 6 со стаканом / осуществляется в интервале хода выталкивания благодаря тому, что они связаны между собой шариками 17 и плунжером штока 13. Последний, при дальнейшем ходе блок-формы, дойдя до упора 12, останавливается, сжимает пружилу 14, что дает возможность шарикам 17 частично
перейти в полость штока 6, тем самым осво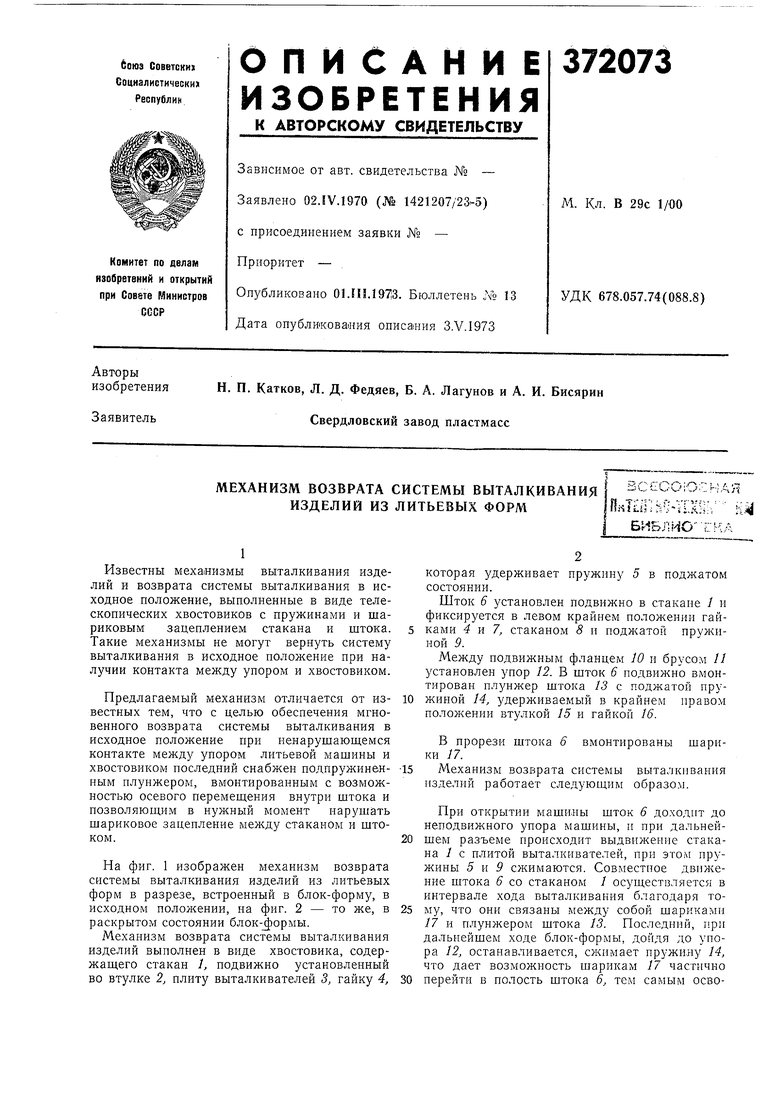
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья изделийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU804471A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1989 |
|
SU1687440A1 |
| Литьевая форма | 1982 |
|
SU1151476A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1988 |
|
SU1636240A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Устройство для литья изделий из реактопластов | 1982 |
|
SU1024286A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942996A1 |
| Литьевая форма для изготовления изделий с арматурой | 1987 |
|
SU1509268A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2295443C2 |
