Изобретение относится к переработке пластмасс.
Цель изобретения повьшшние надежности раздельного удаления изделий и литников.
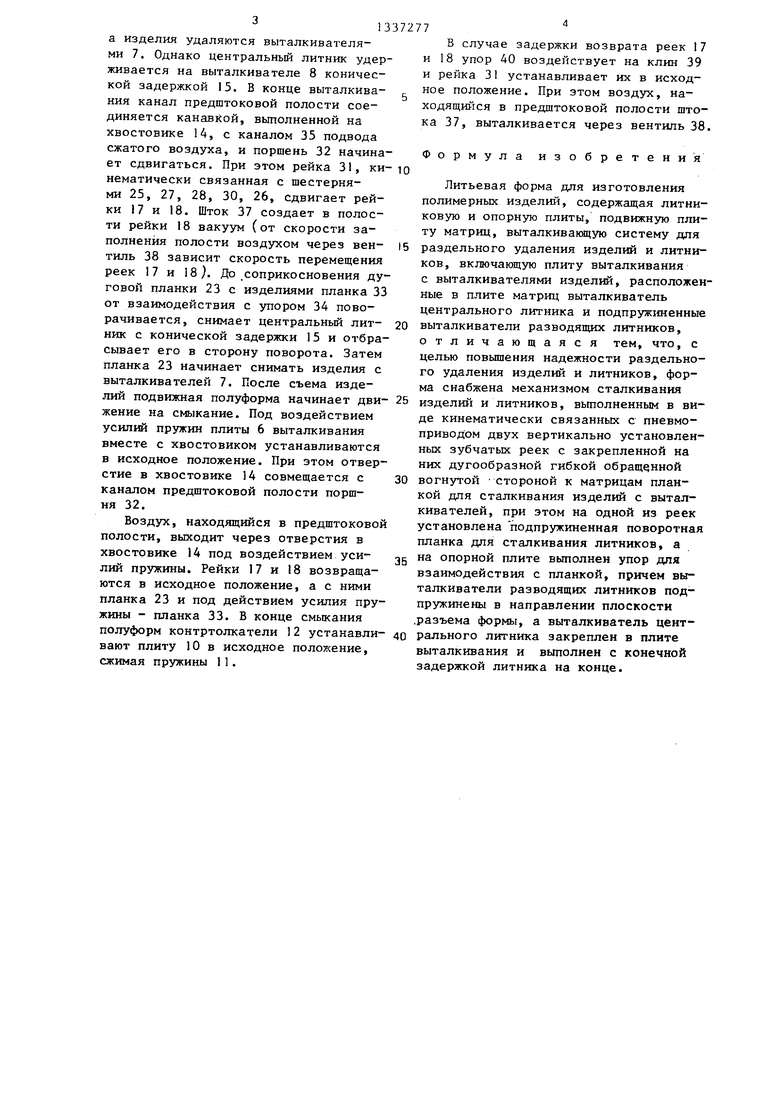
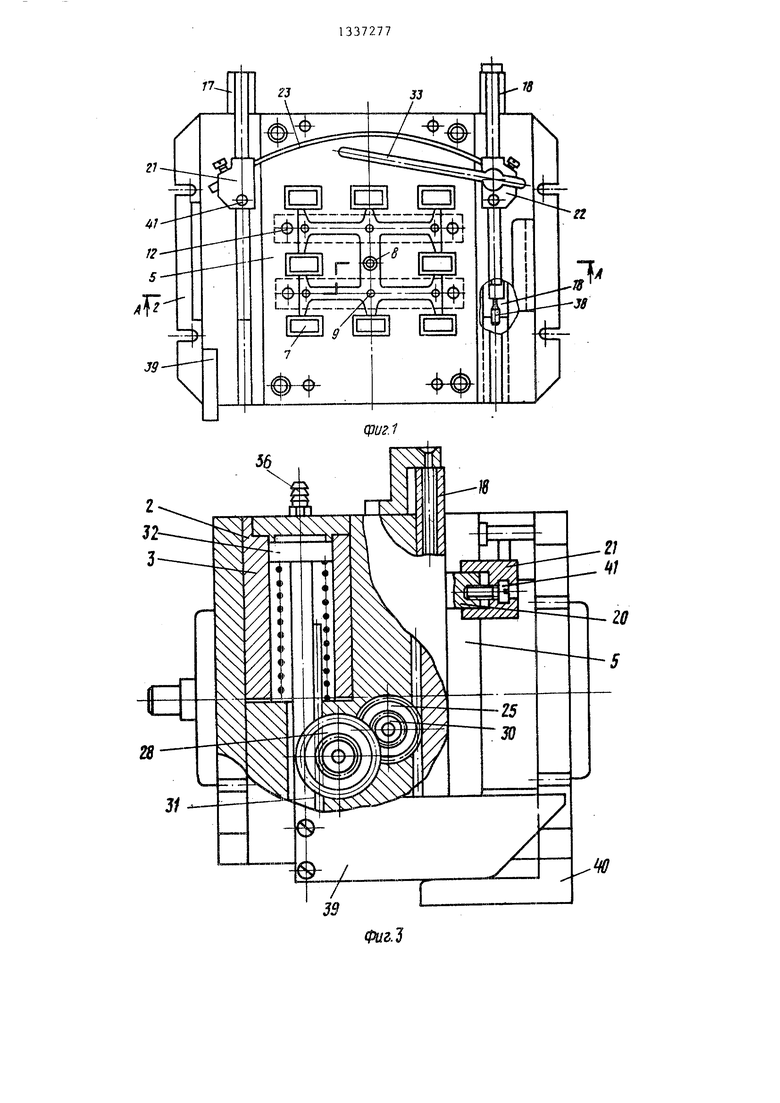
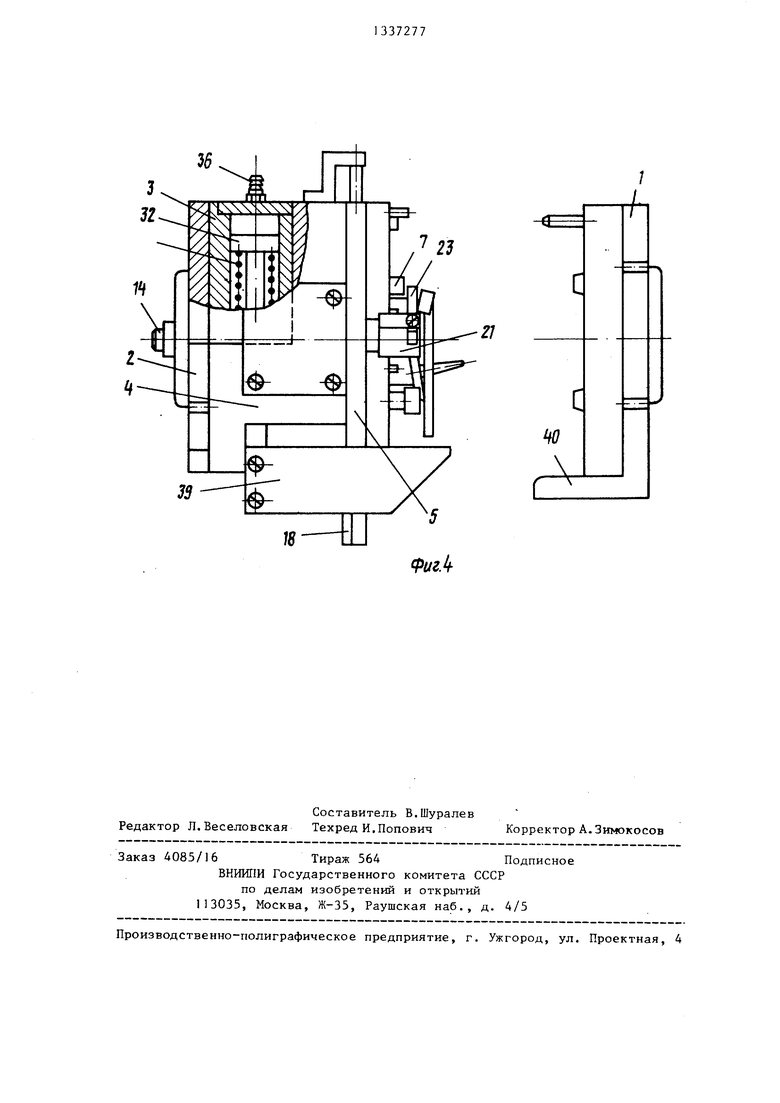
На фиг. 1 показана литьевая форма, вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - литьевая форма в сомкнутом положении, вид сбоку; на фиг. 4 - то же, в разомкнутом положении полуформ.
Литьевая форма содержит неподвижную литниковую плиту I и установленные на нижней плите 2 стойки 3, опорную плиту 4, подвижную плиту матриц 5 выталкивающую систему для раздельного удаления изделий и литников, включающую жестко связанные плитами 6 выталкивания выталкиватели 7 изделий и расположенные в плите матриц 5 выталкиватель 8 центрального литника и выталкиватели 9 разводящих литников, закрепленные на плите 10 и подпружиненные в направлении плоскости разъема пружинами П. Б плите 0 закреплены также контртолкатели 12 для центрального литника и вьтолнено коническое углубление 13. К плитам 6 выталкивания прикреплен хвостовик 14 а на выталкивателе 8 центрального литника,выполнена коническая задержка 15о Для возврата выталкиванядей системы и хвостовика при смьжании полуформ в опорной плите 4 установлены пружины 6, воздействующие на плиты 6 выталкивания.
Механизм сталкивания изделий и литников выполнен в виде двух зубчатых реек 17 и 18, которые установлены в параллельных пазах 19 опорной плиты 4 и снабжены стойками 20. На стойках 20 установлены с возможностью регулирования по высоте корпуса 21 и 22, к которым прикреплена планка 23 для сбрасьгоания залипающих на выталкивателях 8 изделий. Для более концентрированного сброса изделий планка 23 выполнена дугообразной
гибкой обращенной вогнутой стороной к 50 плава в оформлякяцую полость. После матрицам 5.
Рейки 17 и 18 кинематически связаны между собой через вал 24, на котором жестко закреплены шестерня 25, связанная с рейкой 17, и шестерня 26, связанная с рейкой 18. Для связи рейки 1 7 с приводом на валу 24 установлена также щестерня 27, взаимодействующая с шестерней 28, установленной
некоторой выдержки подвижная полуформа отводится от неподвижной. При этом выталкиватели 9 разводящих лит ников под воздействием пружин 11 от 55 рывают литники от изделий, находящи ся в полости матрицы. При дальнейше движении хвостовик 14 встречает упо литьевой машины (не показан ),, плиты 6 выталкивания останавливаются.
на валу 29, на котором посажена вторая шестерня 30. Последняя связана с рейкой 31, соединенной с подпружиненным поршнем 32. Шестерни образуют редуктор, увеличивающий величину хода реек 17 и 18 по сравнению с мальт ходом рейки 31, который необходим для полного перекрытия оформляющих полостей. Малая величина хода поршня 32 и рейки 31 дает возможность сохранить габариты формы и обеспечить блокировку, предупреждающую поломку.
Над планкой 23 установлена поворотная подпружиненная планка 33 для сталкивания литников. При этом боль- щее плечо планки 33 взаимодействует с центральным литником, а на опорной плите 4 выполнен упор 34 для взаимодействия с меньш им плечом планки 33. Дпя подвода воздуха к поршню 32 в нижней плите 2 выполнены каналы 35, соединенные с ниппелем 36. Золотник выполнен в хвостовике 14. Для регулирования скорости движения реек 17 и 18 в рейке 18 выполнена полость, в которую установлены шток 37 и вентиль 38. С целью предупреждения поломки формы-при встрече планок 23
и 33 с неподвижной полуформой к рейке 31 жестко прикреплен клин 39, на которьш в случае необходимости воздействует упор 40, закрепленный в плите 1 неподвижной полуформы.
Для регулирования планки 23 по высоте над выталкивателями 7 стойки 20 снабжены винтами 41, головки которых входят в паз корпусов 21 и 22. Поворачивая винты 41, увеличивают или уменьшают зазор а, т.е. опускают или поднимают планку 23.
Литьевая форма работает следующим образом.
После установки формы на литьевую машину подсоединяют ниппель 36 к сети подачи сжатого воздуха и устанавливают планку 23 над выталкивателями 7 посредством винта 41. Смыкают полуформы и осуществляют впрыск рас
50 плава в оформлякяцую полость. После
некоторой выдержки подвижная полуформа отводится от неподвижной. При этом выталкиватели 9 разводящих литников под воздействием пружин 11 от- 55 рывают литники от изделий, находящихся в полости матрицы. При дальнейшем движении хвостовик 14 встречает упор литьевой машины (не показан ),, плиты 6 выталкивания останавливаются.
а изделия удаляются выталкивателями 7. Однако центральный литник удер- живается на выталкивателе 8 конической задержкой 15. В конце выталкивания канал предштоковой полости соединяется канав1 ой, выполненной на хвостовике 14, с каналом 35 подвода сжатого воздуха, и поршень 32 начинает сдвигаться. При этом рейка 31, ки- нематически связанная с шестернями 25, 27, 28, 30, 26, сдвигает рейки 17 и 18. Шток 37 создает в полости рейки 18 вакуум (от скорости заполнения полости воздухом через вен- тиль 38 зависит скорость перемещения реек 17 и 18). До соприкосновения дуговой планки 23 с изделиями планка 33 от взаимодействия с упором 34 поворачивается, снимает центральный лит- ник с конической задержки 15 и отбрасывает его в сторону поворота. Затем планка 23 начинает снимать изделия с выталкивателей 7. После съема изделий подвижная полуформа начинает дви- жение на смыкание. Под воздействием усилий пружин плиты 6 выталкивания вместе с хвостовиком устанавливаются в исходное положение. При этом отверстие в хвостовике 14 совмещается с каналом предштоковой полости порщ- ня 32.
Воздух, находящийся в предштоковой полости, выходит через отверстия в хвостовике 14 под воздействием усилий пружины. Рейки 17 и 18 возвращаются в исходное положение, а с ними планка 23 и под действием усилия пружины - планка 33. В конце смыкания
полуформ контртолкатели 12 устанавли- 40 рального литника закреплен в плите вают плиту 10 в исходное положение, выталкивания и выполнен с конечной сжимая пружины 11.задержкой литника на конце.
и
В случае задержки возврата реек 17 и 18 упор 40 воздействует на клин 39 и рейка 31 устанавливает их в исходное положение. При этом воздух, находящийся в предштоковой полости штока 37, выталкивается через вентиль 38.
Формула изобретения
5 0 5
0
5
Литьевая форма для изготовления полимерных изделий, содержащая литниковую и опорную плиты, подвижную плиту матриц, выталкивающую систему для раздельного удаления изделий и литников, включающую плиту выталкивания с выталкивателями изделий, расположенные в плите матриц выталкиватель центрального литника и подпружиненные выталкиватели разводящих литников, отличающаяся тем, что, с целью повышения надежности раздельного удаления изделий и литников, форма снабжена механизмом сталкивания изделий и литников, выполненным в виде кинематически связанных с пневмо- привод;ом двух вертикально установленных зубчатых реек с закрепленной на них дугообразной гибкой обращенной вогнутой Стороной к матрицам планкой для сталкивания изделий с выталкивателей, при этом на одной из реек установлена подпружиненная поворотная планка для сталкивания литников, а на опорной плите выполнен упор для взаимодействия с планкой, причем выталкиватели разводящих литников подпружинены в направлении плоскости .разъема формы, а выталкиватель центГ7.
21
18
33
18
25
W
LZ
Составитель В.Шуралев Редактор Л. Веселовская Техред И, Попович
Заказ 4085/16Тираж 564Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Риг4
Корректор А.Зимокосов
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431948A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий. ,Цля повышения; надежности раздельного удаления из формы изделий и литников форма снабжена (Иеханизмом их сталкивания, выполненным в виде кинематически связанных с пневмоприводом двух вертикально установленных зубчатых реек 17, 18 с закрепленной на них дугообразной гибкой обращенной вогнутой стороной к матрицам 5 планкой 23 для сталкивания изделий с выталкивателей 7, при этом на одной нз реек установлена подпружиненная поворотная планка 33 для сталкивания литников. 4 ил. (Л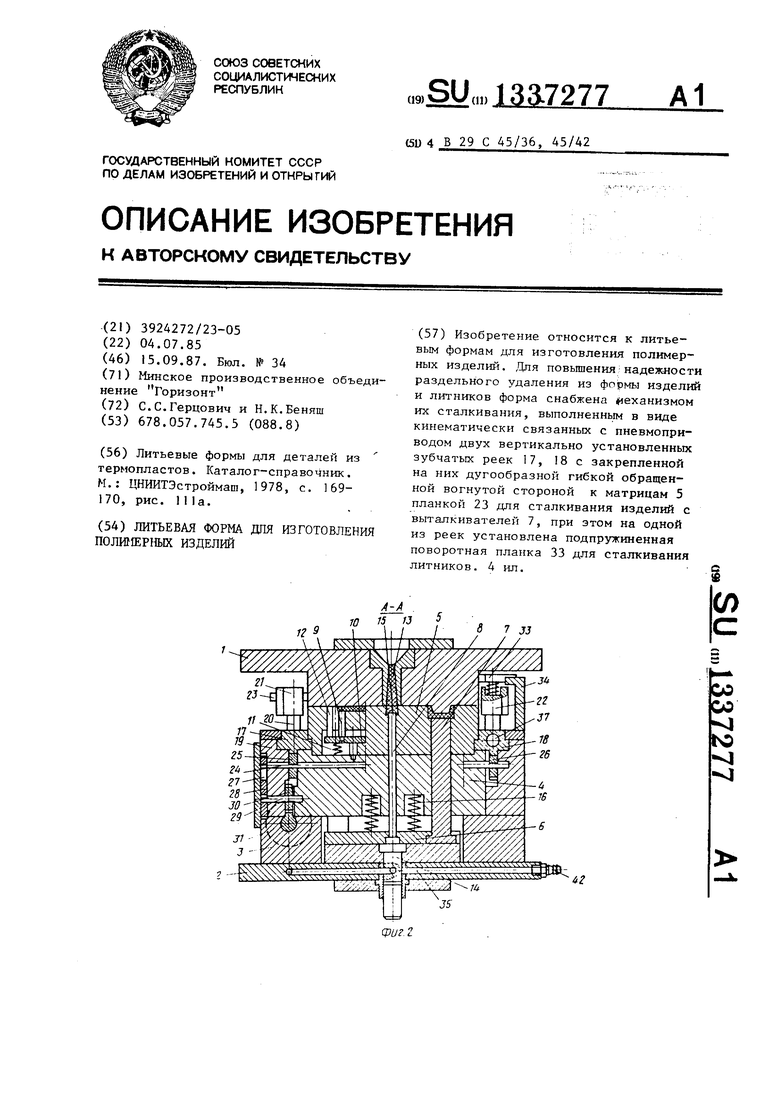
| Литьевые формы для деталей из термопластов | |||
| Каталог-справочник | |||
| М.: ЦНИИТЭстроймаш, 1978, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Ilia. | |||
