1
Изобретение относится к области неразрушающего контроля, а именно к ультразвуковым способам контроля толщины изделия.
Известны ультразвуковые способы контроля толщины изделия, заключающиеся в том, что в изделии возбуждают, а затем принимают прошедшие через него продольные ультразвуковые колебания, измеряют время их распространения, но которому судят о толщине. Однако ввиду того, что скорость распространения ультразвуковых колебаний непосредственно для контролируемого участка неизвестна, она не может быть определена при неизвестной толщине изделия, и следовательно точность измерения толщины невысока.
Предложено в изделии дополнительно возбуждать сдвиговые и поверхностные ультразвуковые колебания, измерять время распространения сдвиговых колебаний по толщине и поверхностных колебаний на заданном расстоянии в зоне контроля и по соотношению между этим расстоянием и временем распространения продольных, сдвиговых и поверхностных колебаний судить о контролируемой толщине. Это повышает точность контроля.
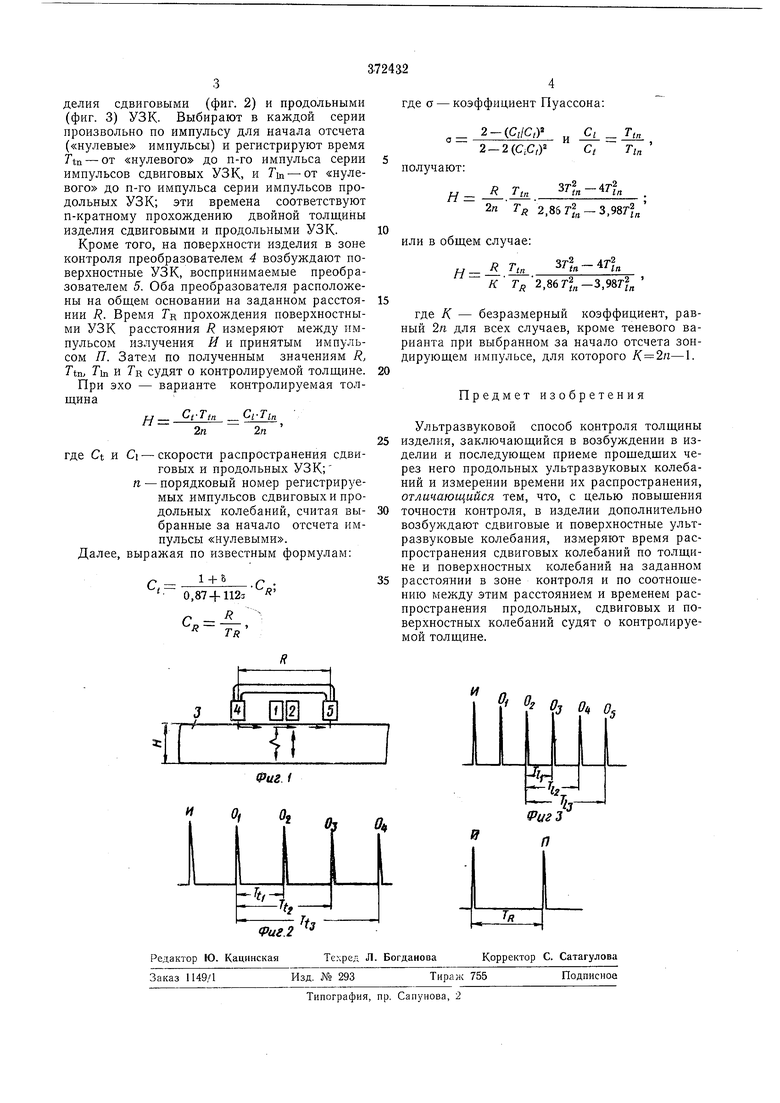
На фиг. 1 изображена одиа из возможных схем реализации нредлагаемого способа для контроля толщины, например по эхо - варианту; на фиг. 2 - эпюра регистрируемых по толщине импульсов для сдвиговых ультразвуковых колебаний (УЗК); на фиг. 3 - то же, для продольных УЗК; на фиг. 4 - то же, для поверхностных УЗК.
Для реализации способа используют преобразователи 1 н 2 для возбуждения в изделии 3 и приема соответственно сдвиговых и продольных ультразвуковых колебаний, а также преобразователи 4 и 5, расположенные нл заданном расстоянии в зоне контроля. Преобразователь 4 служит для возбуждения поверхностных УЗК, а преобразователь 5 - для их приема.
Контролируют толщину следующим образом.
В зоне измерения толщины изделия 3 по нормали к его поверхности преобразователями 1 и 2 возбуждают соответственно сдвиговые и продольные УЗК. Эти колебания проходят по толщине Я изделия, многократно отражаясь от его поверхностей. Отраженные колебания принимаются теми же преобразователями / и 2, работающими в совмещенном режиме. Принятые сдвиговые и продольные УЗК регистрируют по раздельным каналам в виде серий импульсов (см. фиг. 2 и 3), где И - зондирующий имиульс, а Оь Oz, Оз,... On - импульсы многократных отражений. Интервал времени между любыми двумя соседними импульсами одной и той же серии соответствует прохождению двойной толщины изделия сдвиговыми (фиг. 2) и продольными (фиг. 3) УЗК. Выбирают в каждой серии произвольно по импульсу для начала отсчета («нулевые импульсы) и регистрируют время Ttv. - от «нулевого до п-го импульса серии импульсов сдвиговых УЗК, и Гш - от «нулевого до п-го импульса серии импульсов продольных УЗК; эти времена соответствуют п-кратному прохождению двойной толщины изделия сдвиговыми и продольными УЗК. Кроме того, на поверхности изделия в зоне контроля преобразователем 4 возбуждают поверхностные УЗК, воспринимаемые преобразователем 5. Оба преобразователя расположены на общем основании на заданном расстояНИИ R. Время TR прохождения поверхностными УЗК расстояния R измеряют между импульсом излучения И и принятым импульсом П. Затем по полученным значениям R, Ttm И TR судят О контролируемой толщине. При эхо - варианте контролируемая тол Cj-Ttn In где Ct и Ci - скорости распространения сдвиговых и продольных УЗК; п - порядковый номер регистрируемых импульсов сдвиговых и продольных колебаний, считая выбранные за начало отсчета импульсы «нулевыми. Далее, выражая по известным формулам: С 1 + S ( . 0,87+112з С V-D J Тк где а - коэффициент Пуассона: или в общем случае: Н - --к Гд2,86Г2„-3,98г2„ где К - безразмерный коэффициент, равный 2я для всех случаев, кроме теневого варианта при выбранном за начало отсчета зондирующем импульсе, для которого К. 2п-1. Предмет изобретения Ультразвуковой способ контроля толщины изделия, заключающийся в возбуждении в изделии и последующем приеме прошедших через него продольных ультразвуковых колебаний и измерении времени их распространения, отличающийся тем, что, с целью повышения точности контроля, в изделии дополнительно возбуждают сдвиговые и поверхностные ультразвуковые колебания, измеряют время распространения сдвиговых колебаний по толщине и поверхностных колебаний на заданном расстоянии в зоне контроля и по соотношению между этим расстоянием и временем распространения продольных, сдвиговых и поверхностных колебаний судят о контролируемой толщине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля толщины плоскопараллельного образца | 1989 |
|
SU1728658A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ | 2009 |
|
RU2442106C2 |
| Способ ультразвукового контроля многослойных изделий | 1991 |
|
SU1820320A1 |
| Способ ультразвукового контроля электропроводящих цилиндрических объектов | 2021 |
|
RU2783297C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ЭХО-ИМПУЛЬСНОЙ ТОЛЩИНОМЕТРИИ | 2010 |
|
RU2422769C1 |
| Способ ультразвукового контроля изделий | 1990 |
|
SU1809378A1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| Способ высокоскоростной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2720043C1 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| Способ ультразвукового контроля качества оптически прозрачных монокристаллических слитков | 1988 |
|
SU1640628A1 |
J н mm m
и
Oi О,
Оз 0 о.
JS П
