Изобретение относится к устройствам для сборки и сварки рулонирован«ых обечаек, в частности, к устройствам для исправления концевых участков мо, стыка обечаек перед замыканием под сварку стыкуемых кромок.
Известно устройство для .исправления концевых участков рулонированных полотнищ, содержащее направляющие стойки, на которых смонтирована подвижная каретка с размещенны.м па ней инструменто.м, и трособлочную систему с приводом.
Однако это устройство не дает возможности равномерно исправить концевые участки стыкуемых обечаек в результате приложения зсилия на локальных участках, и сварной шов получается волнистым с местными концентрациями напряжений.
С целью повышения качества получаемой кромки, в предлагаемом устройстве каретка выполиена в виде подковообразной рамы, на параллельных стенках которой расположены инструменты в виде приводных регулируемых правильных валков, зазор между которыми соответствует толшине обрабатываемой обечайки, а привод валков сипхронизован с приводом трособлочной системы.
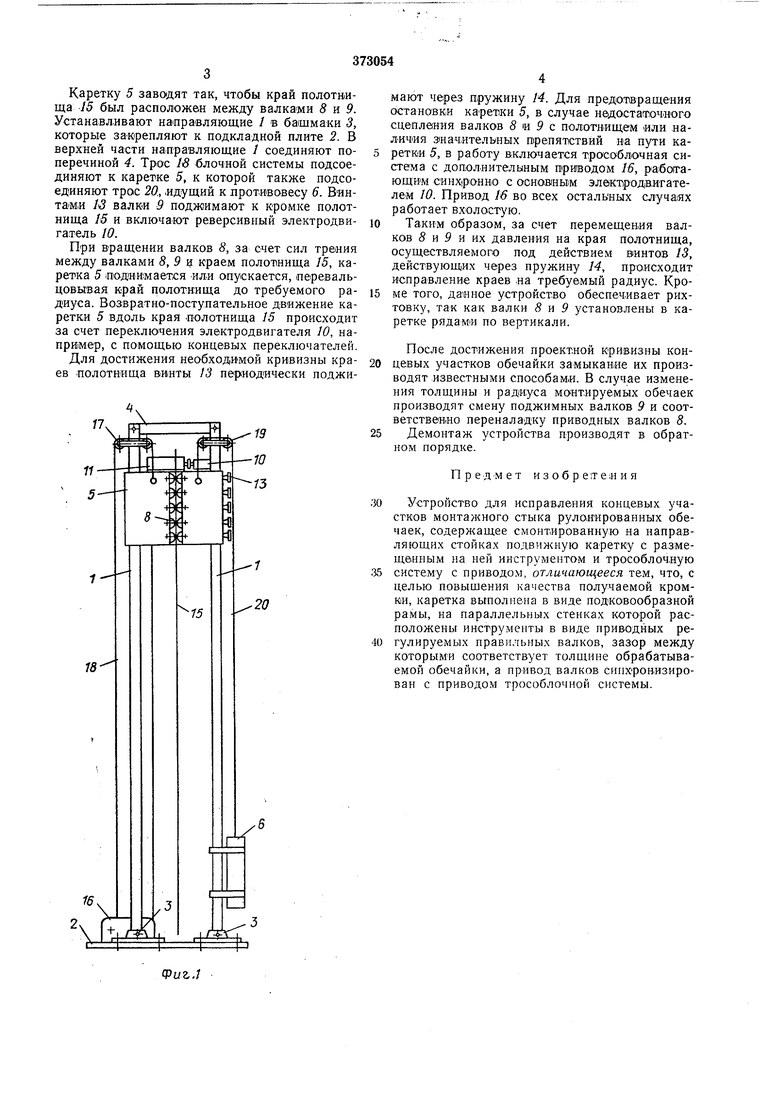
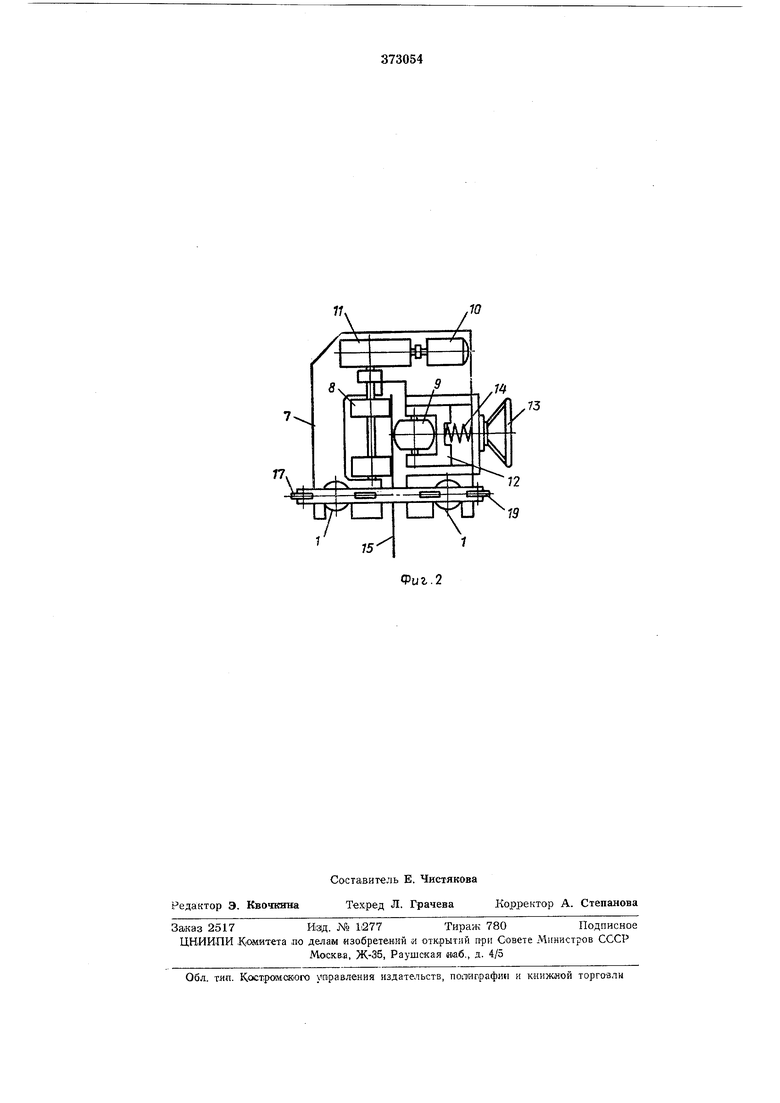
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид по стрелке А на фиг. 1. Устройство состоит из двух направляющих
У, установленных на подкладной плите 2с помощью съемных башмаков 3. На направляющих /, соединенных между собой поперечиной 4, смонтирована с возможностью возвратнопоступательного движения каретки 5, которая уравновешивается противовесом 6. Каретка 5 выполнена в виде подковообраз.пой рамы 7 с рядо.м противоположно расположенных валков 8 9 и размеп1ен1нымп на ней реверсивным электродвигателе.м 10 и редукторюм .//, предназначенными для привода валков 8. Поджимные валки 9 установлены на каретке 5 в ползунах 12, которые могут перемещаться винтом 13 и поджиматься посредством пружин 14. Прижимные валки 9 выполнены сменными на случай исправления обечаек .различных толщин и диаметров, а прргводные валки 8 установлены на валу с возможностью их взаимного перемещения и фиксации. Приводные валки 5, расположенные по вертикали, кинематически связаны между собой. В случае недостаточного сцеплелия валков 8 а 9 с перевальцовываемыми краям.и полотнища /5 предусмотрен дополнительный реверсивный привод 16, напри.мер, лебедка, электродвигатель которой си;нхр-онизирован с электродвигателем 10. Привод 16 соединен с кареткой 5 через блоки 17 тросом JS. С другой стороны каретка 5 через блоки 19 тросом 20 соединена с противовесом 6. Устройство работает следующим образом.
Каретку 5 заводят так, чтобы край полотнища 15 был расположен между валками 5 и Р. Устанавл.ивают направляющие / в башмаки 3, которые закрепляют к подкладной плите 2. В верхней части направляющие / соединяют поперечиной 4. Трос 18 блочной системы подсоединяют к каретке 5, к которой также подсоединяют трос 20., .идущий к противовесу 6. Винтам,и 13 валКИ 9 поджгимают к кромке полотнища 15 и включают реверсивный электродвигатель 10.
При вращении валков 8, за счет сил трения между валками 8,9 и краем полотнища 15, каретка 5 поднимается -или опускается, перевальцовьгвая край полотнища до требуемого радиуса. Возвратно-поступательное движение каретки 5 вдоль края полотнища 15 происходит за счет переключения электродвигателя 10, наnpHiMep, с помощью концевых переключателей.
Для достижения необходимой кривизны краев полотнища винты 13 периодически поджи-1 20
15
75мают через пружину 14. Для предотвращения остановки каретки 5, в случае недостаточиого сцепления валков 5 и 9 с полотнищем «ли наличия эначителмых препятствий на пути каретк1и 5, в работу включается трособлочная система с допол-нительным приводом 16, работающей синхронно с ОСНОВ1НЫ1М эле1к-лродв.игателем 10. Привод 16 во всех остальных случаях работает вхолост ю.
Таким образом, за счет перемещения валков 5 и 5 и их давления на края полотнища, осуществляемого под действием винтов 13, действующих через пружину 14, происходит исправление краев .на требуемый радиус. Кроме того, данное устройство обеспечивает рихтовку, так как валки и Р установлены в каретке рядами по вертикали.
После достижения проектной кривизны концевых участков обечайки замыкание их производят известными способами. В случае изменения и радиуса монтируемых обечаек производят смену поджимных валков 9 и соответственно переналадку приводных валков 8. Демонтаж устройства производят в обратном порядке.
П р е д М е т и з о б р е iT е л и я
Устройство для исправления концевых участков монтажного стыка рулонированных обечаек, содержащее смонтированную на направляющих стойках подвижную каретку с размещенным на ней инструментом и трособлочную
систему с приводам, отличающееся тем, что, с целью повышения качества получаемой кромки, каретка выполнена в виде подковообразной рамы, на параллельных стенках которой расположены инструменты в виде приводных регулируемых нравильных валков, зазор между которым и соответствует толщине обрабатываемой обечайки, а привод валков синхронизирован с приводом трособлочной системы.
16
/
+1 /У
Фиг,/
Фиг.2
