1 .
Известна установка для дуговой сварки кольцевых швов в среде защитных газов, содержаидая станину, переднюю и заднюю бабки с планшайбами, разжимное устройство, верхнюю и нижнюю сварочные головки.
Однако в этих установках не обесиечивается отжиг сварного шва и необходимое под/катие свариваемых кромок.
Предложенная установка отличается от известной тем, что иараллельио направляющим станины смонтированы рельсы для иеремещения по ним двух тележек, на одной из которых закреилеиа верхняя сварочная головка, а на другой-индукторы для отжига сварного шва. Разжимное устройство установлено на иолой штанге, закрепленной в задней бабке, и выполнено в виде двух кинематически связанных между собой новоротных центрирующих головок, смонтированных на неиодвижном корпусе. В корпусе размещены нижняя сварочная головка, регулируемая ио вертикали и ио горизонтали, и П-образный кронштейн, закрепленный на каретке и взаимодействующий своей цилиндрнческой перемычкой с V-образпой петлей, выполненной в виде двух соединенных между собой трубок. Свободные концы трубок вмонтированы в иоворотиые гидромуфты, расположенные на центрирующих головках.
Такое выполиенне устройства позволяет повысить качество сварки.
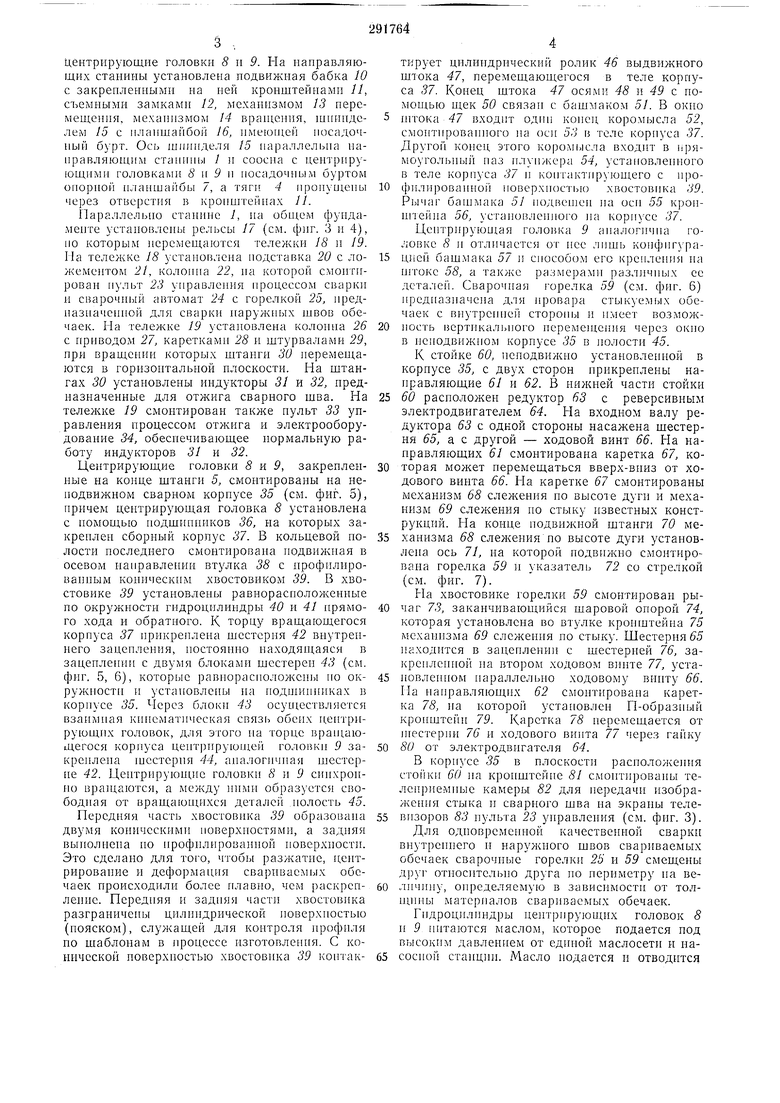
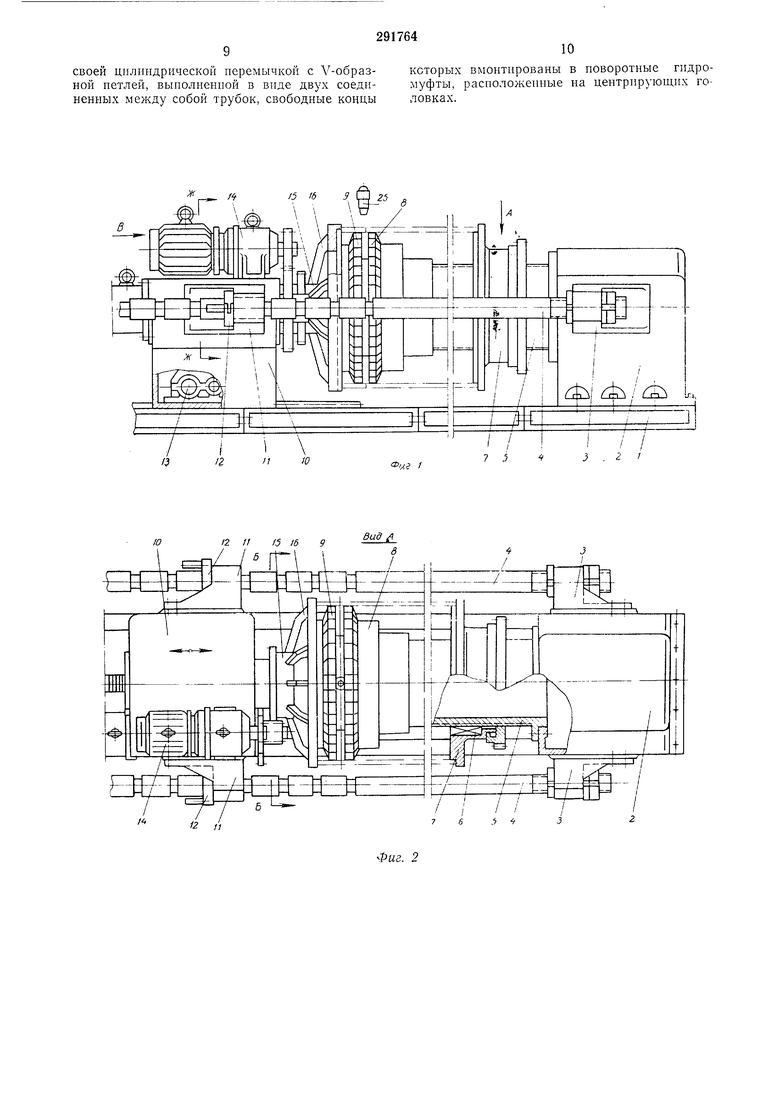
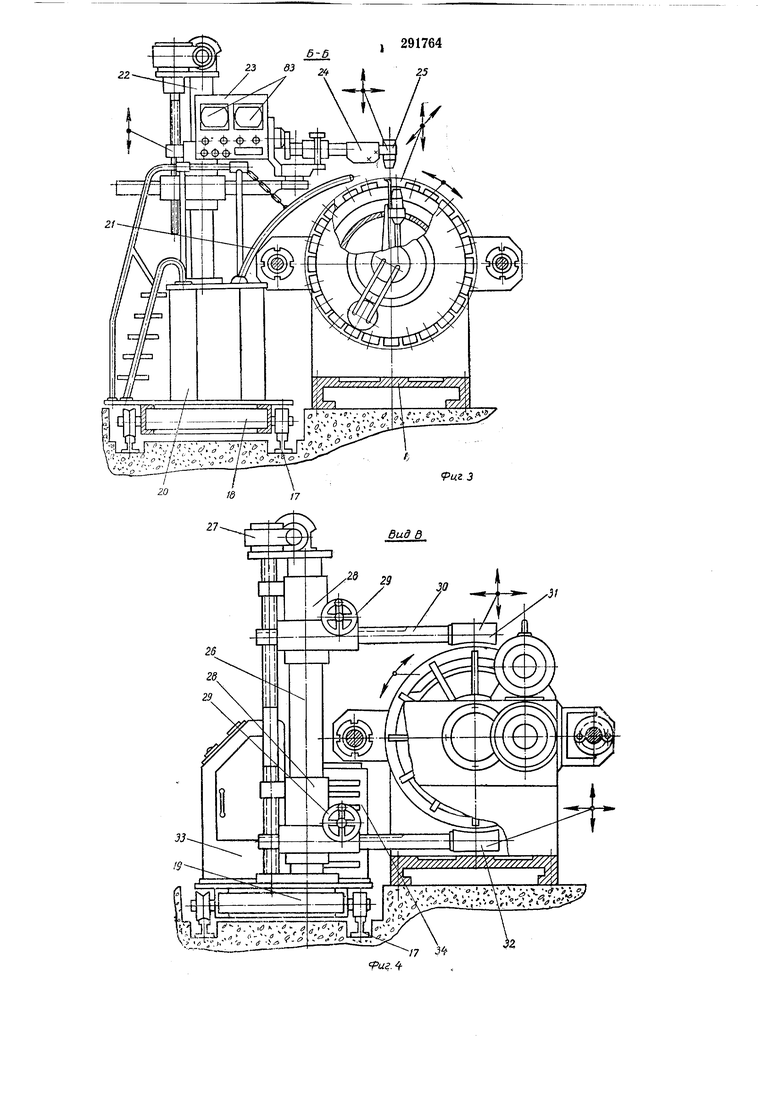
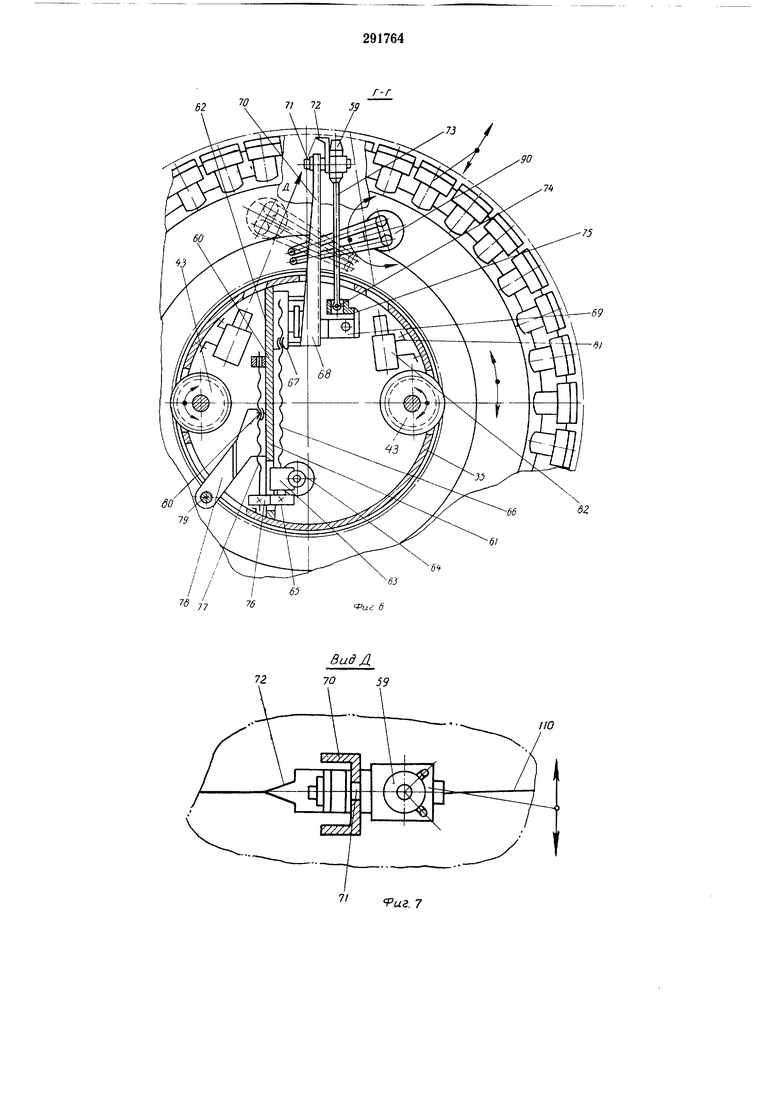
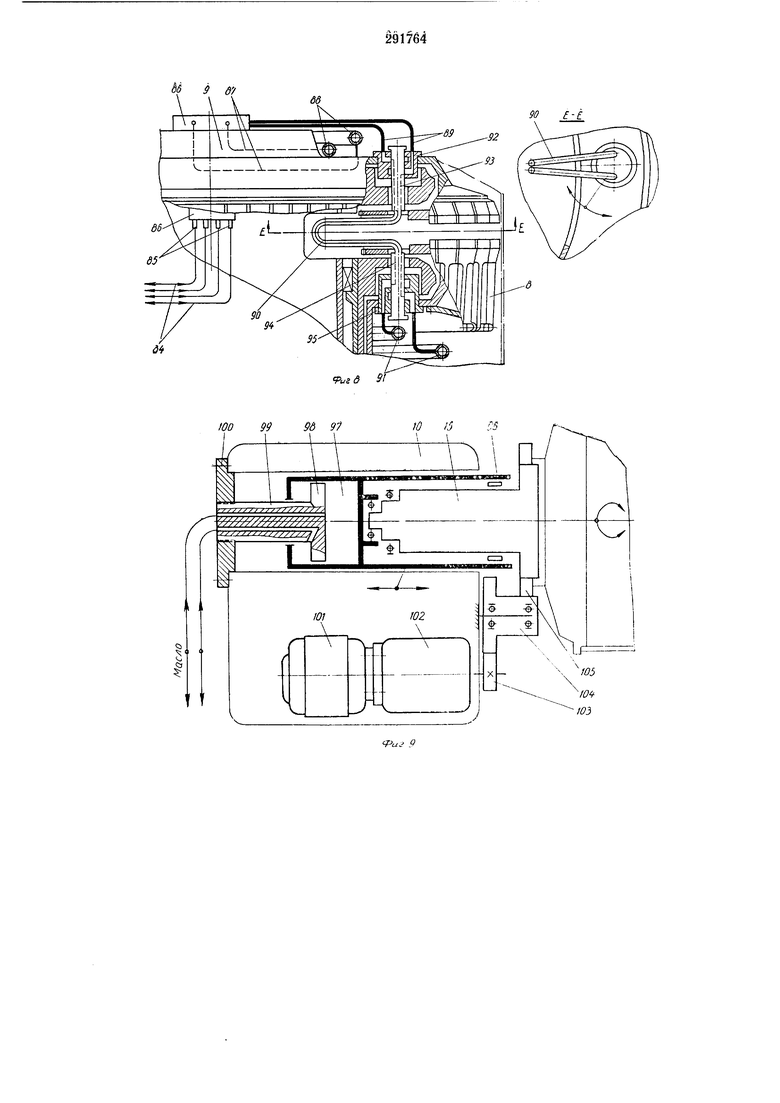
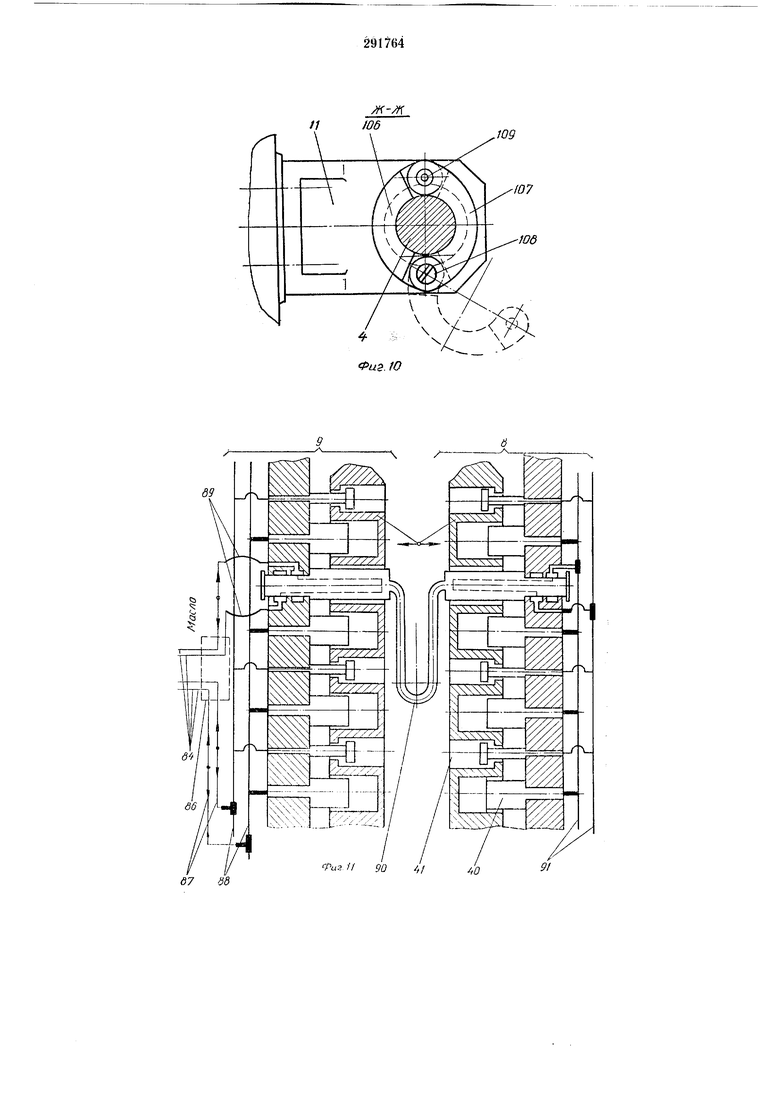
На фиг. 1 схел ат 1чески изобрал еиа предлагаемая установка, общпй вид; на фиг. 2 - вид по стрелке Л; на фиг. 3 - разрез по Б-Б па фиг. 2; на фиг. 4 - вид ио стрелке В на фиг. 1; иа фпг. 5 - продольиый разрез но раЗжимной головке; на фиг. б - разрез по Г-Г па фиг. 5; иа фиг. 7 - вид ио стрелке Д иа фиг. 6; иа фпг. 8 - продольиый разрез по V-o6pa3HO i иропускиои иетле и разрез ио/Г- ; на фиг. 9 ириведеиа схема работы механизмов враще1И1я и осевого исрсмеи1еиия иодвпжно бабки; па {|))ir. 10 - разрез ио Ж-Ж па фиг. 1; па фиг. 11 - схема подключе1И1я гидроцилиидров центрирующих головок; па фиг. 12 - схема работы -образиой ироиускпой петли.
Устаиовка для сваркп кольцевых швов в среде за цптных газов (см. фиг. 1 и 2) содержит сбориую стаиииу / с прострогаинымп иа ией наиравляюпиьми, пеиодвижную бабку 2 с закрепленными па ией иеиодвпжно двумя кронн тейпами 3 и тягами -/. 1, корпусу неподвижпой бабки 2, иараллельпо паиравляющпм станщц /, прикреплена полая жесткая консольная штанга 5, иа которой установлена вращающаяся на иодшиппиках 6 упорная илаишайба 7 с иосадочиым буртиком. На конце штаигн 5 иа общем корпусе смонтированы
центрирующие головки 8 и 9. На иаправляющих станииы устаиовлена подвижиая бабка 10 с закреилеииыми иа ней кронштейнами 11, съемными замками 12, механизмом 13 перемещения, механизмом 14 вран1ення, щнинделем 15 с иланщайбой /6, имеюглей носадочный бурт. Ось щнпнделя /5 нараллельна направляющим стаиииы / и соосиа с центрирующими головками 8 и 9 и посадочным буртом опорной илапшайбы 7, а тяги 4 нронущепы через отверстия в кроннггейнах 11.
Параллельно станине 1, на общем фундаменте установлены ре;1ьсы 17 (см. фиг. 3 н 4), по которым перемещаются тележкн 18 и 19. На тележке 18 установлена подставка 20 с ложементом 21, колоппа 22, па которой смонтирован пульт 23 управления процессом сварки и сварочный автомат 24 с горелкой 25, предназпаченной для сварки наружных щвов обечаек. Иа тележке 19 установлена колоииа 26 с ириводом 27, каретками 28 н штурвалами 29, ири вращении которых щтаиги 30 неремен1,аются в горизонтальной плоскости. На штангах 30 установлены индукторы 31 и 32, иредназначенные для отжига сварного шва. На тележке 19 смонтирован также пульт 33 управления нроцессом отжнга и электрооборудование 34, обеспечивающее нормальную работу индукторов 31 и 32.
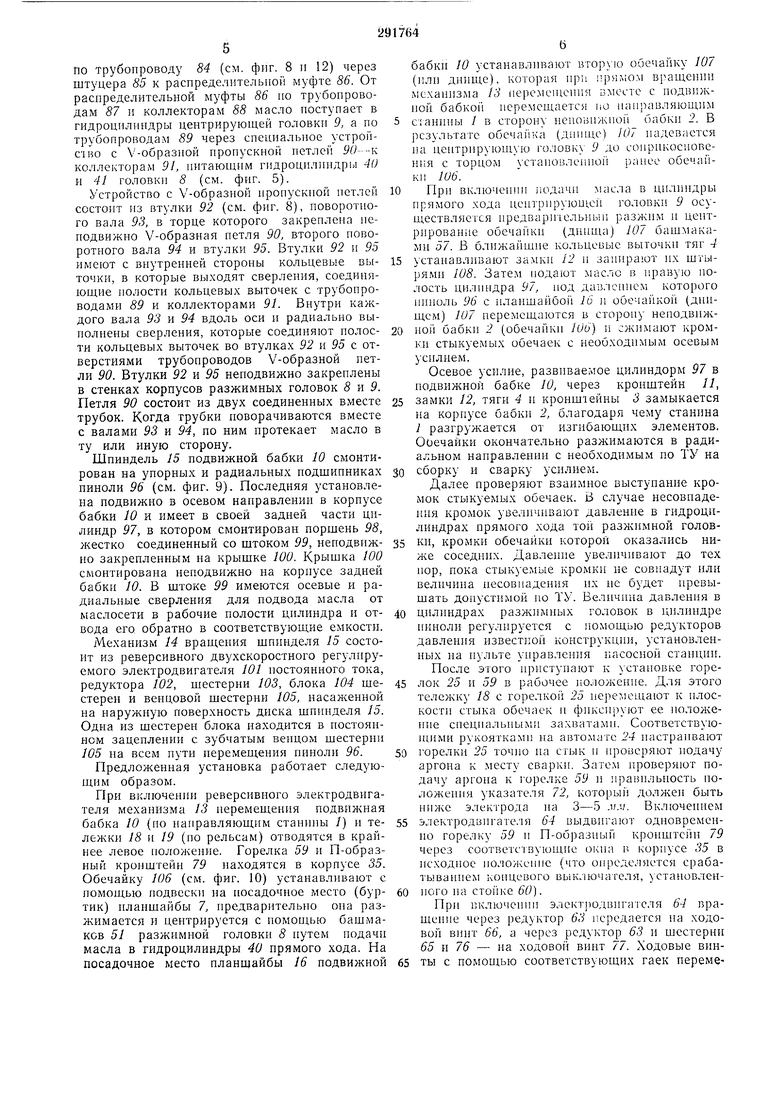
Центрирующие головки 8 н 9, закреилеииые на конце щтанги 5, смонтированы на неподвии :ном сварном корпусе 35 (см. фиг. о), причем центрирующая головка 8 установлена с номощью подщипникоБ 36, на которых закреилен сборный корпус 37. В кольцевой нолости иоследнего смонтирована нодвижиая в осевом направлении втулка 38 с ирофилированным коническим хвостовиком 39. В хвостовике 39 установлены равиорасноложенные по окружности гидроцилиндры 40 и 41 прямого хода и обратного. К торцу вращающегося корпуса 37 прикреплена щестерня 42 внутреннего зацепления, постоянно находяп аяси в заценлении с двумя блоками шестерен 43 (см. фиг. 5, 6), которые равнорасноложены но окружности и установлены на нодшинниках в кориусе 35. Через блоки 43 осуп1ествляется взапмпая киисматическая связь обеих цептрнрующнх головок, для этого иа торце врап;ающегося корпуса цептрируюп1,ей головки 9 закреилеиа щестерня 44, аналогичная шестерне 42. Центрнрующие головки 8 и 9 синхронно вращаются, а между ннми образуется свободная от вращающихся деталей иолость 45.
Передняя часть хвостовика 39 образована двумя коническими поверхпостями, а задияя выполнена по профилированной новерхностн. Это сделано для того, чтобы разжатие, центрирование и деформация свариваемых обечаек происходили более плавно, чем раскреплепие. Передияя и задняя части хвостовика разграничены цилиндрической поверхиостью (пояском), служащей для контроля профиля по шаблонам в процессе изготовлеппя. С конической поверхностью хвостовпка 39 коптактирует цилиндрический ролик 46 выдвижного щтока 47, перемещающегося в теле корпуса ,97. Конец щтока 47 осями 48 и 49 с помощью щек 50 связан с бащмаком 51. В окно нггока 47 входит однн конец коромысла 52, смонтироватнюго на оси 5.) в теле корпуса 37. Другой конец этого кором1)1сла входит в прямоугольный паз плунже|)а 54, установленного в теле корпуса 37 п К011тактпру1ош,его с профилпровапной поверхностью хвостовнка 39. Рычаг 5/ подвеп1сп па осн 55 кронштейна 56, установленного на корпусе 37.
Цептрируюп1,ая головка 9 апалогична головке 8 н отличается от нее лпщь копфнгурацией башмака 57 и способом его креплеппя па нггокс 58, а также размерами различных ее деталей. Сварочная горелка 59 (см. фиг. 6) предпазиачеиа для провара стыкуемых обечаек с внутренней сторО1нл и пмеет возможность вертикальпого перемеп. через окпо в иенодвижпом кориусе 35 в полости 45.
К стойке 60, пеподвижно установленной в кориусе 35, с двух сторон нрикреплены нанравляющне 61 н 62. В нижней части стойки 60 расноложен редуктор 63 с реверсивным электродвигателем 64. На входном валу редуктора 63 с одной стороны насажена шестерня 65, а с другой - ходовой винт 66. На нанравляющих 61 смонтирована каретка 67, которая может перемещаться вверх-вниз от ходового винта 66. Па каретке 67 смонтированы механизм 68 слеження но высо1е дуги и механизм 69 слежения но стыку нзвестных конструкций. На конце подвижной щтанги 70 механизма 68 слежения по высоте дуги установлена ось 71, на которой нодвижио смонтирована горелка 59 и указатель 72 со стрелкой (см. фиг. 7).
На хвостовике горелки 59 смо ггирован рычаг 73, заканчивающийся шаровой опорой 74, которая устаиовлена во втулке кронштейна 75 механнзма 69 слежения по стыку. Шестерня 65 находится в заценлепии с шестерней 76, закрепленной на втором ходовом винте 77, установленном параллельпо ходовому винту 66. На направляющнх 62 смонтирована каретка 78, иа которой установлен П-образпый кронштейн 79. Каретка 78 перемещается от шестерпи 76 и ходового випта 77 через гайку 80 от электродвигателя 64.
В кориусе 35 в плоскости расположепия стойкп 60 иа кропщтейпе 81 смоитированы телеприемтн е камеры 82 для нередачн нзображения стыка и сварного щва на экраны телевггзоров 83 пульта 23 управления (см. фиг. 3).
Для одновременной качественной сварки внутреннего н наружного швов свариваемых обечаек сварочные горелки 25 и 59 смещены друг отиосительио друга по периметру иа величину, определяемую в зависимости от толщппы материалов свариваемых обечаек.
Гидроцилиндры це ггрирующих головок 8 н 9 питаются маслом, которое подается под высоким давлением от едииой маслосети н насоспой стапции. Масло подается и отводится
по трубопроводу 84 (см. фиг. 8 п 12) через штуцера 85 к распределительной муфте 86. От распределительной муфты 86 по трубопроводам 87 и коллекторам 88 масло поступает в гидроцилипдры цептрирующей головкп 9, а по трубопроводам 89 через специальпое устройclBO с -образпой пропускной петлей 90--к коллекторам 91, пптающнм гпдроцпл 1ндры 40 и 41 головкп 8 (см. фиг. 5).
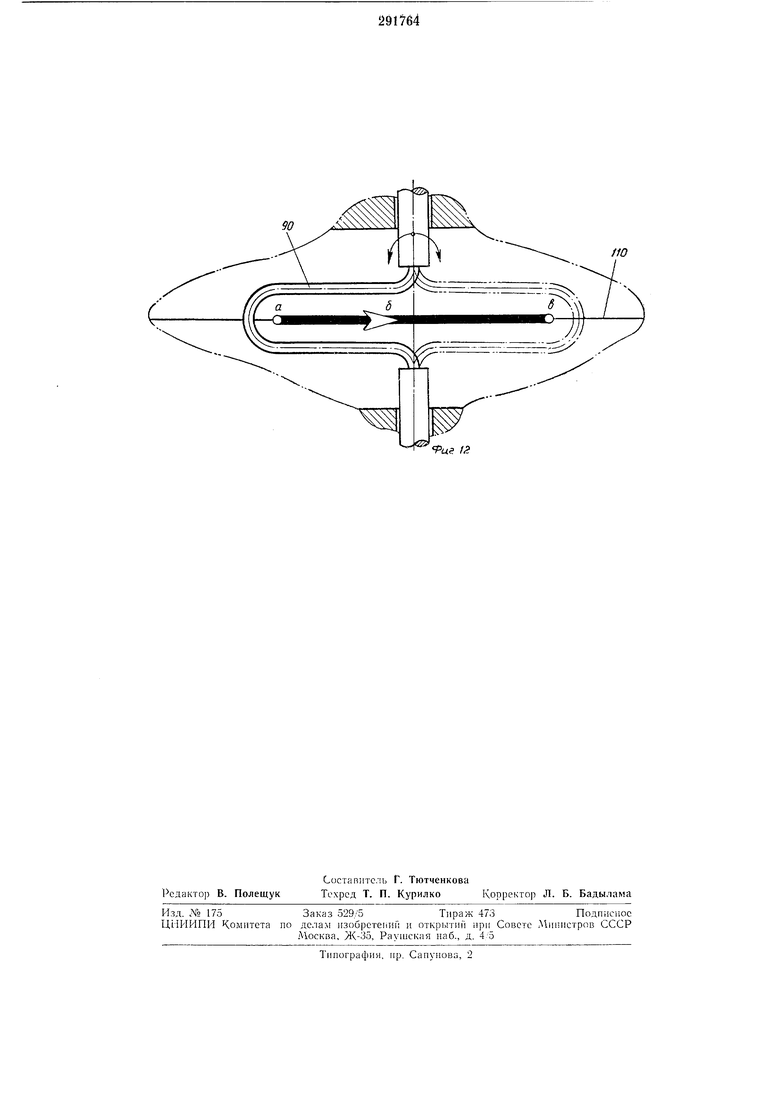
Устройство с V-образной пропускной петлей состоит из втулки 92 (см. фиг. 8), поворотного вала 93, в торце которого закреплена неподвижно V-образная петля 90, второго поворотного вала 94 и втулки 95. Втулки 92 и 95 имеют с внутренней стороны кольцевые выточки, в которые выходят сверления, соединяющие полости кольцевых выточек с трубопроводами 89 и коллекторами 91. Внутри каждого вала 93 и 94 вдоль оси и радиально выполнены сверления, которые соединяют полости кольцевых выточек во втулках 92 и 95 с отверстиями трубопроводов V-образной петли 90. Втулки 92 и 95 неподвижно закреплены в стенках корпусов разжимных головок 5 и 9. Петля 90 состоит из двух соединенных вместе трубок. Когда трубки поворачиваются вместе с валами 93 и 94, по ним протекает масло в ту или иную сторону.
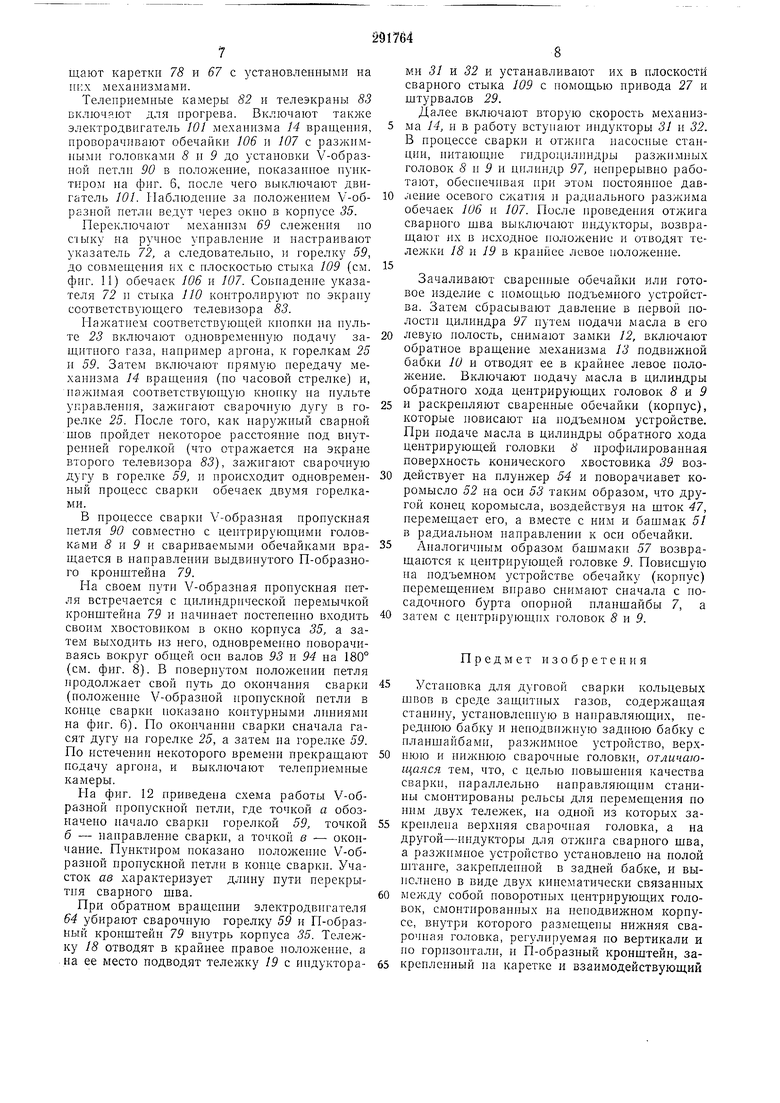
Шпиндель 15 подвижной бабки 10 смонтирован на упорных и радиальных подшипниках пиноли 96 (см. фиг. 9). Последняя установлена подвижно в осевом направлении в корпусе бабки 10 и имеет в своей задней части цилиидр 97, в котором смонтирован поршень 98, жестко соединенный со штоком 99, неподвижно закрепленным на крышке 100. Крышка 100 смонтирована неподвижно на корпусе задней бабки 10. В штоке 99 имеются осевые и радиальные сверления для подвода масла от маслосети в рабочие полости цилиндра и отвода его обратно в соответствующие емкости.
Механизм 14 вращения шпинделя 15 состоит из реверсивного двухскоростного регулируемого электродвигателя 101 иостоянного тока, редуктора 102, шестерни 103, блока 104 шестерен и венцовой шестерни 105, насал енной на наружную поверхность диска шпинделя 15. Одна из шестерен блока находится в постоянном зацеплении с зубчатым веицом шестерни 105 на всем пути перемещения пиполи 96.
Предложенная установка работает следующим образом.
При включении реверсивного электродвигателя механизма 13 перемещения подвижная бабка 10 (по направляющим стапппы /) п тележки 18 п 19 (по рельсам) отводятся в крайнее левое положение. Горелка 59 и П-образный кронштейн 79 находятся в корпусе 35. Обечайку 106 (см. фиг. 10) устанавливают с помощью подвески на посадочное место (буртик) планшайбы 7, предварительно опа разжимается и центрируется с помощью башмаков 51 разжимиой головки 8 путем подачи масла в гидроцилиндры 40 прямого хода. На посадочное место планшайбы 16 подвижной
бабки W устанавл1П ают вторую оОечайку 107 (плп днище), которая при прямом вращении механизма 13 перемеп1сппя змеотс с поднижпой бабкой перемещается по направляющим
сгаппны / в сторону пепоьнжпоп бабки 2. В результате обечайка (дипще) 107 надевается па центр11рук)П1ую головку 9 до соприкосновения с торцом установленной ранее обечайкп 106.
При включении ;одачи масла в цилиндры прямого хода цснтрпрующси головки 9 осуществляется предварнюльнын разжим н центрирование обечайки (дннща) 107 башмаками 57. В ближайшие кольцевые выточки тяг 4
устанавливают замки 12 и запирают их штырями 108. Затем подают масло в п.равую полость цилиндра 97, под да1злснпсм которого шпюль 96 с планшайбой 16 и обечайкой (днищем) 107 перемещаются в сторону неподвижной бабки 2 (обечайкн 106} и сжимают кромки стыкуемых обечаек с необходимым осевым усилием.
Осевое усилие, развиваемое цилиндорм 97 в подвижной бабке 10, через кронштейн 11,
замки 12, тяги 4 п кронштейны 3 замыкается на корпусе бабки 2, благодаря чему станина 1 разгружается от изгибающих элементов. Ооечайки окончательно разл имаются в радиальном направлерии с необходимым по ТУ на
сборку и сварку усилием.
Далее проверяют взаимное выступание кромок стыкуемых обечаек. Б случае несовпадения кромок увеличивают давленпе в гидроцилиндрах прямого хода той разжимной головки, кромки обечайки которой оказались ниже соседних. Давленне увеличивают до тех пор, пока стыкуемые кромки не совпадут или величина иесовпадения их не будет превышать допустимой по ТУ. Величина давления в
цилгшдрах разлчимных головок в цилиидре пиноли регулируется с помощью редукторов давления известной конструкции, установленных на пульте унравления насосной станции. После этого приступают к установке горелок 25 н 59 в рабочее положение. Для этого тележку 18 с горелко 25 перемещают к плоскости стыка обечаек и фиксируют ее ноложеппе специальными захватами. Соответствующими рукоятками на автомате 24 настраивают
горелки 5 точно иа стык и проверяют подачу аргона к месту сварки. Затем проверяют подачу аргона к горелке 59 п 1равнльность положения указателя 72, которыГ) должен быть ниже электрода на 3-5 мм. Включением
электродвигателя 64 выдвигают одновременно горелку 59 и П-образный кронштейн 79 через соотнетствующне окна г корпусе 35 в исходное положоппе (что определяется срабатыванием концевого вь ключа 1еля, установленнего иа стойке 60.
При пключенпп элект)одвигатсля 64 вращение через редуктор 6,; передается на ходовой винт , а через редуктор 63 и шестерни 65 и 76 - на ходовой винт 77. Ходовые винщают каретки 78 -я 67 с установленными на 1п:х механизмами. Телеприемные камеры 82 и телеэкраны 83 включают для прогрева. Включают также электродвигатель 101 механизма 14 вращения, проворачивают обечайки 106 и 107 с разжимными головками 8 н 9 до уетановки V-образиой петли 90 в положение, показанное нунктнром на фиг. 6, после чего выключают двнгатсль 101. Наблюдение за положением V-образной петли ведут через окно в корпусе 35. Переключают механнзм 69 слежения по сизгку иа ручное управление и настраивают указатель 72, а следовательно, и горелку 59, до совмещения их с плоскостью стыка 109 (см. фиг. 11) обечаек 106 и 107. Совпадение указателя 72 и стыка 110 контролируют по экрану соответствующего телевизора 83. Нажатием соответствуюп1,ей кнопки на нульте 23 включают одновременную иодачу защитного газа, иаиример аргона, к горелкам 25 и 59. Затем включают нрямую передачу механизма 14 вращения (но часовой стрелке) и, нажимая соответствующую кноггку на нульте управления, зажигают сварочную дугу в горелке 25. После того, как наружный сварной щов иройдет некоторое расстояние под виутренней горелкой (что отражается на экране Bioporo телевизора 83), зажигают сварочную дугу в горелке 59, и происходит одновременный ироцесс сварки обечаек двумя горелками. В нроцессе сварки V-образиая иронускная петля 90 совместно с центрирующнми головками 8 и 9 и свариваемыми обечайками вращается в нанравлеиии выдвинутого П-образного кронщтейна 79. На своем иутн V-образная иронускная нетля встречается с цилиндрической неремычкой кронщтейна 79 и начннает постепенно входить своим хвостовиком в окно кориуса 35, а затем выходить из иего, одновременно иоворачиваясь вокруг общей оси валов 93 и 94 на 180° (см. фнг. 8). В новернутом иоложеиии петля иродолжает свой путь до окончания сварки (иоложение V-образиой нронускной нетли в конце сварки ноказано контурными лнннями на фиг. 6). По окончаннн сварки сначала гасят дугу на горелке 25, а затем иа горелке 59. По истечении некоторого времени прекращают нодачу аргона, и выключают телеириемные камеры. На фиг. 12 приведена схема работы V-образной пронускной нетли, где точкой а обозначено начало сваркн горелкой 59, точкой б - нанравление сварки, а точкой в - окончание. Пунктиром показано иоложение V-образиой цроиускиой иетли в конце сварки. Участок ав характеризует длину пути перекрытия сварного шва. При обратном вращении электродвигателя 64 убирают сварочную горелку 59 и П-образный кронштейн 79 внутрь корпуса 35. Тележку 18 отводят в крайнее иравое иоложеиие, а ми 31 W. 32 и устанавливают их в нлоскос1й сварного стыка 109 с помощью привода 27 и штурвалов 29. Далее включают вторую скорость механнзма 14, и в работу вступают индукторы 31 н 32. В процессе сварки и отжига насосные станции, иитающие гидроцилиидры разжимных головок 8 н 9 и цилиндр 97, непрерывно работают, обеспечивая ири этом постоянное давление осевого сжатия и радиального раз 1сима обечаек 106 и 107. После проведения отжига свариого щва выключают нидукторы, возвращают нх в исходное положение и отводят тележки 18 и 19 в кранйее левое иоложение. Зачаливают сваренные обечайки или готовое изделие с номощью подъемного устройства. Затем сбрасывают давление в первой иолости цилиндра 97 нутем нодачи масла в его левую полость, снимают замки 12, включают обратное вращение механизма 13 подвижной бабки 10 и отводят ее в крайнее левое положение. Включают нодачу масла в цилиндры обратного хода центрирующих головок 8 к 9 и раскренляют сваренные обечайки (корнус), которые новисают на иодъемиом устройстве. При нодаче масла в цилиндры обратного хода центрирующей головки 8 ирофилированная поверхность конического хвостовика 39 воздействует на нлунжер 54 и иоворачиавет коромысло 52 на оси 53 таким образом, что другой конец коромысла, воздействуя на щток 47, неремещает его, а вместе с ним и бащмак 51 в радиальном иаправленин к оси обечайки. у иалогичиым образом бащмаки 57 возвращаются к цеитрирующей головке 9. Повисщую на нодъемном устройстве обечайку (корпус) неремещеннем вправо снимают сиачала с посадочного бурта опориой иланшайбы 7, а затем с центрирующих головок 8 и 9. Предмет изобретения Устаиовка для дуговой сварки кольцевых HJBOB в среде защитных газов, содержащая станнну, установленную в направляющнх, нереднюю бабку и иеиодвижиую заднюю бабку с планщайбами, разжимное устройство, верхиюю и иижнюю сварочные головки, отличающаяся тем, что, с целью цовышения качества сварки, нараллельно нанравляющнм станины смонтированы рельсы для перемещения но ним двух тележек, на одной из которых закренлена верхняя сварочная головка, а на другой-индукторы для отжига сварного шва, а разжимное устройство установлено на иолой штанге, закрепленной в задней бабке, и выполнено в виде двух кииематически связанных между собой иоворотиых центрирующих головок, смонтированных на неиодвижном корпусе, внутри которого размещены нижняя сварочная головка, регулируемая по вертикали и по горизонтали, и П-образный кронштейн, засвоей цилиндрической перемычкой с V-образной нетлей, вынолненной в виде двух соеднненных между собой трубок, свободные концы которых вмонтированы в новоротные гидромуфты, расноложенные на центрнрующих головках.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
| Установка для двухсторонней автоматической сварки обечаек | 1977 |
|
SU733935A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| Способ электродуговой сварки кольцевых швов крупногабаритных обечаек | 1982 |
|
SU1050836A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |

/312п
Фиг. 2 Ю
291764 J5 57 9 . 53 ,Я 55 .V 9
.7/ 2 5
76
вид Л
71
90
вг
61
иг 6
по
Риг. 7 ful д
ЮО 99 96 9 Si
dff
67 дд
91
Pu IS
