1
Изобретение относится к областп нропзводетва электродов для ручной дуговой сварки на электродообмазочпых прессах.
Известны головки электродообмазочных прессов, содержащие закрепленный на корпусе пресса фланец, направляюп1,пн конус п калибровочную втулку.
Для обеспечения плотности сопряже1П1я направляющего конуса и калибровочной втулки при достилсении их взаимной подвижности корпус послед-пей выполнеп в виде пяты с хвостов1п ом, свободно установленным в отверстии, выполненном соосно с панравляюп1,им конусом в шайбах гибкой мембраны, закрепленной па торце барабана, надетого на фланец, а механизм поджима втулки к конусу выполнен в виде вмонтированной во фланец гайки и соосно расположенного с ней сухаря, между которыми размещена тарельчатая пружина, причем контактирующие поверхности направляющего конуса, пяты и сухаря выполнены сферическими.
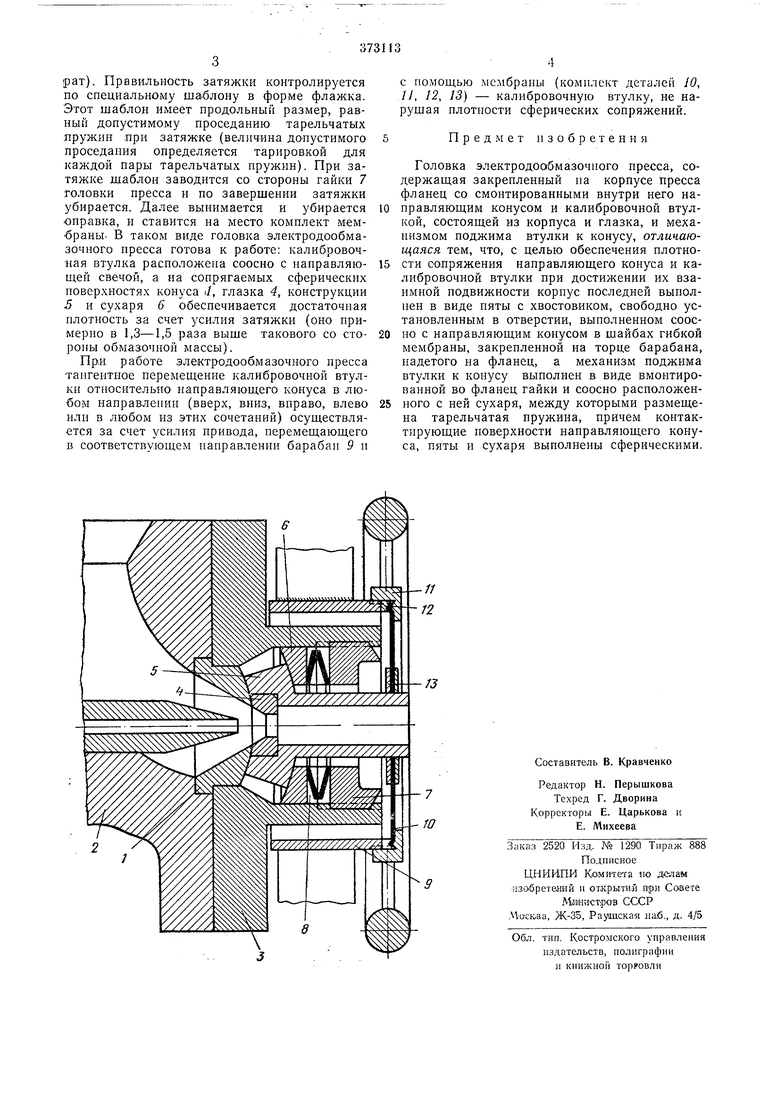
На чертеже представлен нродольный разрез головки электродообмазочного пресса.
Головка электродообмазочногопресса co4Lpжит направляющий конус 1 с выполненным по щару торцом, жестко защемле1П1ый между корпусом 2 пресса и жестким фланцем , который крепится к корпусу щпильками. Калибровочная втулка выполнена составной:
собстг.снно калибрующая часть - глазок 4 из твердого сплава, запрессованный в несущую конструкцпю 5, выполненную в виде пяты с хвостовиком. Опорные поверхностн пяты вынолнены в виде участков сфер, описанных разными радиусами из одного центра. Эти новерхпости сопрягаются с соответствующими новерхностя- 1и направляющего конуса / и сухаря 6, номеп,енного в расточку жесткого
фланна 3 со скользящей посадкой. На упорной резьбеВ расточку л есткого фланца 3 Бвор; чнвается гайка 7, а между сухарем п нажимной гайкой в той же расточке л есткого фланца размещены тарельчатые пружины 8.
Выступ жесткого фланца 5 закрыт барабаном 9, на торце которого размещена ме.мбрапа 10, закрепленная в маховике 11 с помощькз утопленной гайкп 12. Мембрана 10 имеет жесткий центр из двух склепанных между собою щайб 13, надетых свободно на хвостовик корпуса калибровочпой втулки.
Перед включением пресса формируют головку для изготовлепия электродов требуемого типоразмера. Для этого снимают с головки мембрану 10, маховик //, гайку 12 и щайбу 13 (пе разбирая), а также гайку 7, пружину 8, сухарь 6 н несущую конструкцию 5. Уста1ЮпнБ оправку в отверстие свечи, ставят на место пружину 8 и гайку 7, имеющую для затяжки внутренний шестигранник (или квад
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима инструмента | 1988 |
|
SU1579652A1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНО-МОДЕЛЬНЫХ СМЕННЫХ ПОЧВООБРАБАТЫВАЮЩИХ ОРУДИЙ, СТОЕЧНОКОРПУСНЫХ МИКРОВИБРАЦИОННЫХ ПРИВОДОВ С ПРУЖИННОЙ ЗАЩИТОЙ И РАБОЧИХ ЧАСТЕЙ "ВИКОСТ" | 2012 |
|
RU2513714C2 |
| Нормально-замкнутый дисковый тормоз | 1980 |
|
SU934070A1 |
| Завинчивающий патрон стационарного устройства для сборки резьбовых соединений | 1982 |
|
SU1039682A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Комплект унифицированных стоечно-корпусных принудительно-микровибрационных приводов модельных сборок со сменными почвообрабатывающими дисковыми орудиями и рабочими частями "ВИКОСТ" | 2016 |
|
RU2654869C1 |
| ШИБЕРНАЯ ЗАДВИЖКА | 2019 |
|
RU2730895C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Регулируемая опора прибора | 1984 |
|
SU1299959A1 |
| ФОРСУНКА ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2005 |
|
RU2317437C2 |
