Изобретение относится к оборудованию для сварки внутренних стыков цилиндрических изделий.
Известна установка для сварки внутренних стыков цилиндрических изделий, содержащая тележку с установленной на ней консолью, на которой закреплена сварочная головка с опорными роликами.
Эта установка имеет следующие недостатки: во-первых, она заставляет предъявлять жесткие требования к параллельности торцов обечаек, поступивших на сварку и, во-вторых,- не пригодна для сварки швов, расположенных в плоскости, находящейся под углом к оси изделия.
Цель изобретения - повысить качество сварки и расширить диапазон диаметров свариваемых деталей.
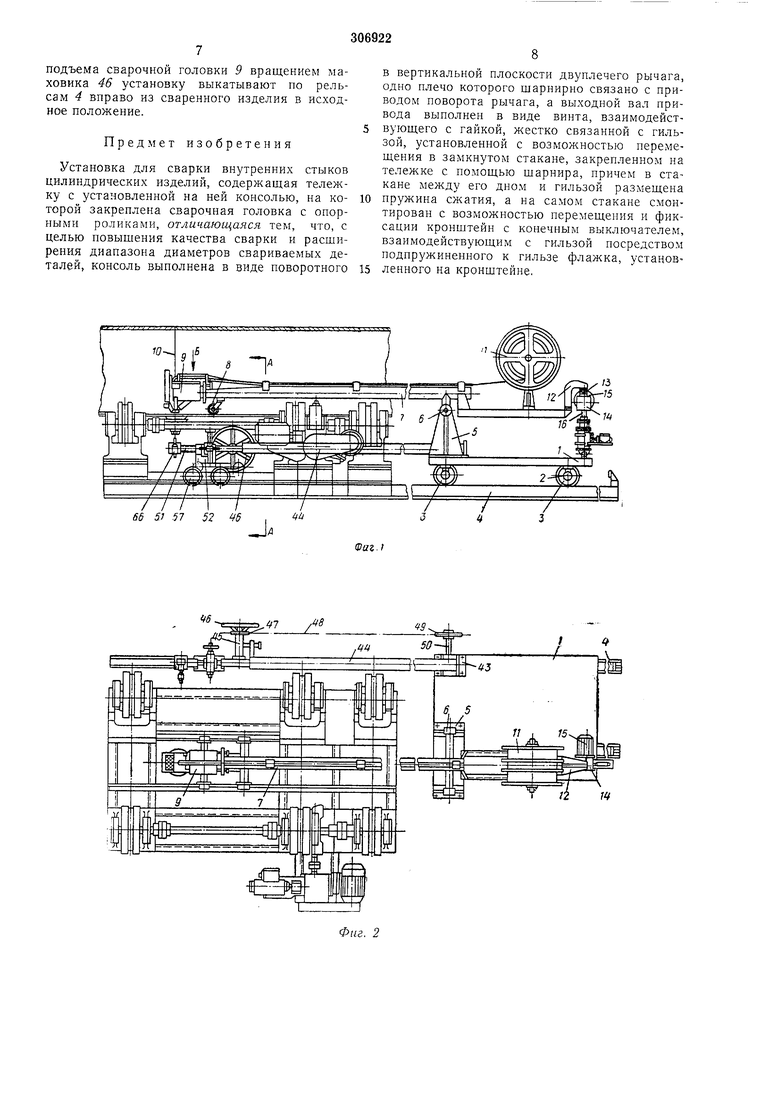
Предлагаемая установка представлена на фиг. 1-5.
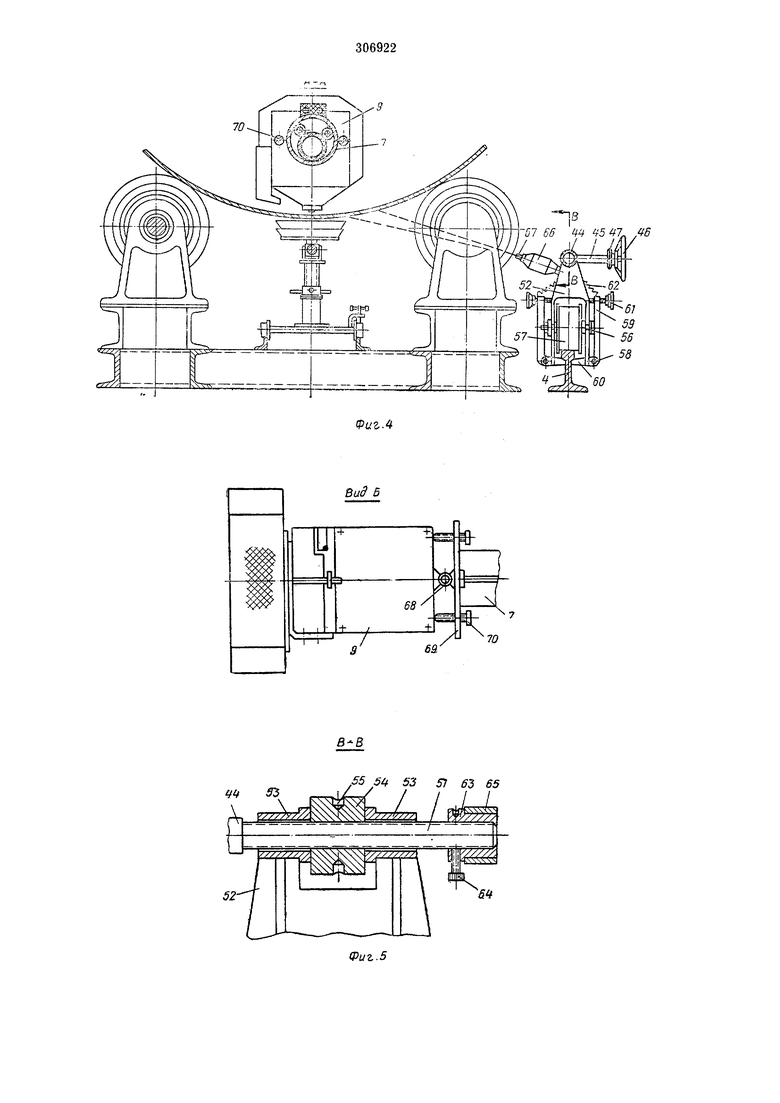
Установка состоит из основания /, установленного на подшипники 2 и связанного с колесами 3, опирающимися на рельсы 4. На основании / жестко закреплен кронштейн 5, на котором в шарнирах 6 установлена консоль 7 с опорным роликом 8 «рояльного типа и сварочной головкой 9, закрепленными на ее переднем конце и вводимыми в свариваемое изделие к месту стыка 10.
На заднем плече консоли 7 закреплены кассеты 11 со сварочной проволокой.
К заднему концу консоли 7 жестко присоединен кронштейн 12, который с помощью
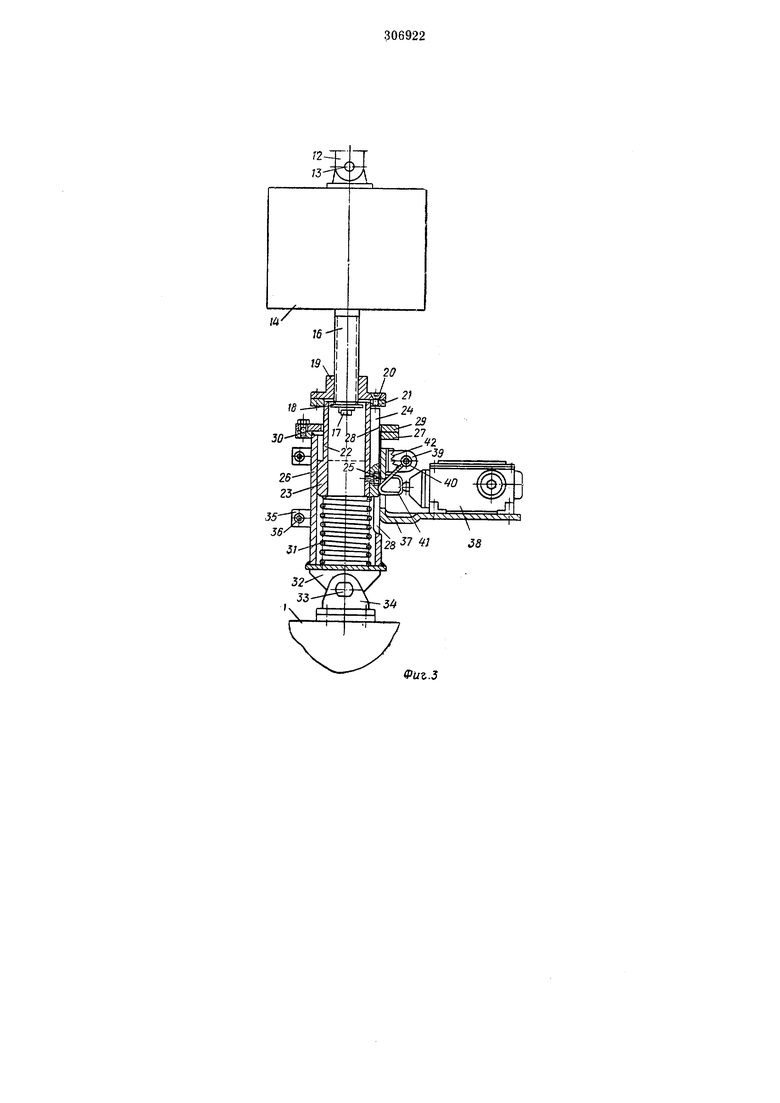
шарниров 13 связан с корпусом редуктора 14, с которым в вертикальной плоскости соединен электродвигатель 15 привода качания консоли и сварочной головки. Выходной вал редуктора 14 представляет
собой ходовой винт 16, на конце которого с помощью винта 17 закреплена торцовая щайба 18.
Ходовой винт 16 находится в зацеплении с гайкой 19, которая с помощью винтов 20 стянута с фланцем 21 гильзы 22, имеющей на нижнем конце ползун 23.
Ползун 23 имеет шпоночный паз, в который вставлена длинная шпонка 24, закрепленная на ползуне 23 с помощью винта 25. Гильза 22
с ползуном 23 и шпонкой 24 вставлены в стакан 26, жестко соединенный с фланцем 27 и имеющий в боковой стенке продольный паз 28 для шпонки 24. Сверху стакан 26 закрыт двумя полукольцами 29, скрепленными
винтами 30 с фланцем 27. Между нижним торцом ползуна 23 и дном стакана 26 вставлена пружина 3 сжатия. К дну стакана 26 жестко присоединено ухо 32, которое с помощью шарнира 33 связано с кронштейС наружной стороны стакана 26 с номощью хомутов 35 с винтами 36 кренится кронштейн 37 с установленным на нем конечным выключателем 38. На кронштейне 37 жестко закреплена вилка 39, в которой на шарнире 40 носажен флажок 41. Вилка 39 и флажок 41 стянуты нружиной растяжения 42.
На основании / с номош:ыо кронштейна 43 закренлена всномогательиая штанга 44, параллельная консоли 7. На иереднем коице штанги 44 жестко закренлен кронштейн 45, на котором носажен маховик 46 со звездочкой 47 с возможностью враш,ения на оси кронштейна 45.
Звездочка 47 соединена цепью 48 со звездочкой 49, посаженной жестко на ось 50 передних колес 3.
Передний конегд штанги 44 снабжен траиецеидальиой резьбой 51, на которую надета каретка 52 с гладкими втулками 53, выполненными за одно целое с кареткой 52. Между втулками 53 вставлена гайка 54, ширина которой равна расстоянию между торцами втулок 53.
Гайка 54 - круглая, снабжена на наружной поверхности рифленой накаткой и отверС1ИЯМИ 55 для установления воротка.
В каретке 52 на осях 56 закреплены два ролика 57, оиираюш;иеся на рельс 4. С помощью осей 58 на каретке 52 установлены дна рычага 59 с нижними загнутыми плечами 60, охватываюш;ими головку рельса 4. В верхние концы рычагов 59 ввинчены винты 6} с маховичками на концах. Винты 61 упираются в каретку 52. Верхние концы рычагов 59 притягиваются к каретке 52 пружинами 62 растяжения.
На самом конце резьбы 51 штанги 44 свободно надета гла.дкая втулка 63, фиксируемая на резьбе 51 стопорным винтом 64 в нужном положении. На втулку 63 наирессоваи кронштейн 65 с жестко закрепленным на нем светоуказателем 66, представляющим собой нолый цилиндр, внутри которого расположена лампочка, а на конце - объектив 67, фокусирующий луч света на свариваемом стыке 10.
Сварочная головка 9 с помощью шарниров 68 закреплена на фланце 69, нриваренном к торцу консоли 7. Положение головки 9 относительно фланца 69 и консоли 7 регулируется винтами 70, ввинченными во фланец 69 и упирающимися в заднюю стенку головки 9.
На передней стенке сварочной головки 9 может крепиться сменный бункер для флюса. Сварка производится на роликовом стенде, снабженном тарельчатой флюсовой подушкой.
В исходном положении установка выведена из обечайки. Ходовой винт 16 полностью ввинчен в гайку 19, которая B iecTe с гильзой 22, ползуно: 1 23 и шпонкой 24 находится в верхнем крайнем положении. При этом верхний горец ползуна 23 упирается в полукольцо 29.
Пружина 31 находится в свободном состоянии, флажок 41 не зажат шпонкой 24 и находится в крайнем левом положении. Конечный выключатель 38 не включен. Рычаги 59 прижаты пружинами 62 к каретке 52, а плечи 60 рычагов 59 оставляют головку рельса 4 незажатой.
При таком состоянии деталей механизма качания консоли 7 последняя повернута
на некоторый угол но часовой стрелке от горизонтального положения и сварочная головка 9 занимает крайнее верхнее положение. Это соответствует исходному полол енню перед началом работы. Установка может свободно перемещаться по рельсам 4.
Перед началом работы выверяют расположение светоуказателя 66 относительно сварочной головки 9. Включают лампочку светоуказателя и с помощью винта 64 устанавливают его таким образом, чтобы луч света, сфокусированный объективом 67, издал точно на мундштук сварочной головки.
На роликовый стенд устанавливают свариваемое изделие, а иод свариваемый стык подводят тарельчатую флюсовую подушку и закрепляют ее в этом положении. Роликовый стенд, флюсовая подушка и свариваемое изделие показаны на чертежах тонкими линиями.
Путем вращения винтов 70 в зависимости от скорости сварки и скорости подачи сварочпой проволоки устанавливают сварочную головку 9 с опережением или отставанием от вертикальной линии, проходящей через центр
свариваемого изделия и консоли 7.
Подбор положения головки 9 обеспечивает хорошее качество шва без наплывов и вытяжек.
После проведенной наладки установка готова к работе.
Вращением вручную маховика 46 установку нередвигают влево ио рельсам 4, заводя сварочную головку 9 в свариваемый сосуд. При этом вращение маховика 46 и звездочки 47 через цепь 48 передается звездочке 49 и оси 50, а следовательно и колесам 3, что приводит в движение по рельсам 4 всю установку. Введение сварочной головки внутрь сосуда нрекращают тогда, когда луч светоуказателя 66 совмещается со свариваемым стыком 10 и на наружной поверхности стыка 10 луч образует маленькое яркое световое иятно. После окончания введения сварочной головки 9 в сосуд и совмещения ее и луча светоуказателя со свариваемым стыком винтами 61 нутем ввинчивания их в рычаги 59 зажимают головки рельса 4 плечами 60 рычагов 59. Таким образом, вся установка оказывается жестко зафиксированной в продольном направлении относительно рельсов 4, а значит, и относительно роликового стенда и свариваемого изделия.
После этого включают электродвигатель 15
чивался из гайки 19 вверх. По мере вывинчивания винта 16 консоль 7 с головкой 9 и роликом 8 опускаются до момента соприкосновения ролика 8 с обечайкой. После того, как ролик 8 ложится на внутреннюю поверхность свариваемого изделия, консоль 7 и головка 9 больше не опускаются, а дальнейшее вращение винта 16 вызывает опускание гайки 19 с гильзой 22, ползуном 23 и шпонкой 24. По мере опускания ползуна 23 его верхний торец отходит вниз от полуколец 29. Между ползуном 23 и полукольцами 29 образуется зазор. Шпонка 24 при этом скользит по пазу 28 стакана 26. При таком движении пружина 31 сжимается, а шпонка 24 входит в контакт с Ллажком 41 и поворачивает его на шарнире 40 ПРОТИВ часовой стрелки.
При этом флажок 41 нажимает на кнопку конечного выключателя 38, который останавливает электродвигатель 15.
Установка готова к началу сварки. После включения вращения изделия, подачи сварочной проволоки и флюса или защитного газа и подачи сварочного тока ведется сварка.
При вращении изделия в процессе сварки в результате неправильной геометрической формы обечаек (эллипсность, конусность и т. д.) ролик 8, находящийся в постоянном контакте с обечайкой, а следовательно, и головка 9 опускается или поднимается, сохраняя постоянным расположение лектротя относительно поверхности шва. ПРИ ятои очсоль 7 поворачивается на небольпи е УГГТЧ ч вертикальной плоскости по часовой стослке или против нее. Одновременно с покачиванием консоли 7 ретуктор 14. винт 16, гильза 22 с ПОЛЗУНОМ 23 и шпонка 24 совершают поступательные движения вверх или впи. вызывая сжатие или некоторое освобождение
ППУЖИНЫ 31.
Тяким образом, погрешности геометрической формы изделия не оказывают вредного влияния нэ механизмы установки, а расположение электрода относительно поверхности шва остается постоянным.
Вследствие большой разницы в длинах переднего и заднего плеч консоли 7 даже большие вертикальные перемещения ролика 8 вызывают малые перемещения гильзы 22 с ползуном 2.. Это обеспечивает гарэнтирован -гй зазор ,верхние торцом ползуна 23 и полукольцами 29, я гарантированную компенсацию погреп1 остей геометрической ФОРМЫ гвапит яемых изделий.
Регулировкя -ого зазора верхним топпом ползуна 2Я и полукольцами 29 обеспечивается я- счет передвижения кронштейна с флажком 41 и конечным выключателем 38 вверх ити вниз по стакану 26. Для --того ослабляются винты 36 ХОМУТИКОВ 35. После окончания регулировки винты 36 снова затягиваются, жестко закрепляя кронштейн 37 относительно стакана 26.
ектом 67, падает на свариваемый стык 10. Угол падения луча на стык можно регулировать, добиваясь того, чтобы световое пятно от него на.ходилось в непосредственной близости от места сварки.
Рабочий-оператор следит за тем, чтобы световое пятно постоянно находилось на свариваемом стыке. Так как ось мундщтука сварочной головки 9 пересекается с лучом светоуказателя 66 в точке, в вертикальной плоскости, проходящей через стык W, совмещение светового пятна от этого луча со стыком обеспечивает точное совмепдение со стыком мундштука головки 9, а значит, и качественную сварку.
В процессе сварки рабочий-оператор корректирует положение светового пятна, а следовательно, и электрода, в зависимости от конфигурации линии свариваемого стыка 10,
т. е. визуально следит за световым пятном, а значит и за мундштуком сварочной головки по стыку 10 свариваемых изделий. Для этого ему достаточно повернуть в ту или другую сторону гайку 54.
Так как гайка 54 сидит меж.ау втулками 53 каретки 52, которая зафиксирована относительно головки рельса 4 рычагами 59, Bpanieние гайки 54 вызывает продольное перемещение в ту или другую сторону резьбового конна 51 штанги 44, а вместе с ними и всей установки со сварочной головкой 9 и светоуказателем 66.
Таким образом, обеспечивается постоянное совмеш,енпе ялектро я с линией шва, н зависимо от расположения плоскости стыка 10 относительно оси изделия п от парачлельности толпа относительно плоскости стыка. Это обеспечивает возможность сварки ПОВОРОТНЫХ стыков любом конфигурап.ии ПРИ любом
наклоне плоскости стыка относительно оси изделия.
Слежение по СТЫКУ можно осун1ествлять и без вращения гайки 54, врап1ая маховик 4fi и перемеш.ая в продольном направлении всю
установку вместе с кареткой 52. При этом каретка 52 не фиксируется относительно головки пельса 4.
Первый способ слежения применяется в случае необходимости высокой точности сварки при небольп1их углах наклона плоскости стыка 10 относительно оси изделия, т. е. при сварке кольцевых швов изделий с тщательно подготовленными кромками.
Второй способ применяется при необходимости сварки, наклонных стыков 10, имеющих значительные углы наклона относительно оси изделия, а ПРИ сварке спиральных швов, т. е. швов, расположенных на поверхности тела вращения по винтовой линии.
После окончания пронесса сварки разжимаются рычаги 59, освобождая головку рельса 4. Обратныл включением электродвигателя 15 винт 16 ввинчивают в гайку 19. Все движения при этом происходят в порядке,
подъема сварочной головки 9 вращением маховика 46 установку выкатывают по рельсам 4 вправо из сваренного изделия в исходное положение.
Предмет изобретения
Установка для сварки внутренних стыков цилиндрических изделий, содержащая тележку с установленной на ней консолью, на которой закреплена сварочная головка с опорными роликами, отличающаяся тем, что, с целью повышения качества сварки и расширения диапазона диаметров свариваемых деталей, консоль выполнена в виде поворотного
в вертикальной плоскости двуплечего рычага, одно плечо которого шарнирно связано с приводом поворота рычага, а выходной вал привода выполнен в виде винта, взаимодействующего с гайкой, жестко связанной с гильзой, установленной с возможностью перемешения в замкнутом стакане, закрепленном на тележке с помощью шарнира, причем в стакане между его дном и гильзой размеш;ена
пружина сжатия, а на самом стакане смонтирован с возможностью перемещения и фиксации кронштейн с конечным выключателем, взаимодействующим с гильзой посредством подпружиненного к гильзе флажка, установленного на кронштейне.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU421463A1 |
| Устройство для сварки кольцевых швов с внутренней стороны закрытых сосудов | 1978 |
|
SU778977A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
/ / / 1 / 66 57 57 52 46 , /
Фиг.З S 6B 4 45 7 ffB
ID J
7/
65
