Предлагаемое изобретение относится к области машиностроения, к инструменту для обработки металла давлением, а именно к устройству для накатывания наружной конической резьбы на трубной заготовке.
Известно устройство для накатывания наружной конической резьбы на трубной заготовке (см. изобретение СССР по авт. св. 312663, М. кл. В 21 Н 3/04 от 08 июня 1970), содержащее головку с резьбонакатными роликами, установленными с возможностью радиального перемещения, механизм согласования радиального перемещения роликов с осевым перемещением головки.
Недостаток устройства заключается в ограниченности его использования, т. е. с помощью этого устройства можно накатывать наружную коническую резьбу на трубах с малым наружным диаметром, например 10-30 мм, и с толщиной стенки, достаточной, чтобы противостоять усилиям от резьбонакатных роликов в процессе накатывания резьбы.
Известна другая резьбонакатная головка для накатывания наружных резьб на трубных заготовках (см. авт. св. СССР 1538974, 5 М. кл. В 21 Н 3/04 от 28 апреля 1988 года). Головка снабжена калибрующим механизмом, выполненным в виде подпружиненного разжимного конуса, сепаратора с наклонными пазами, в которых расположены конические раскатные ролики, установленные с возможностью взаимодействия с разжимным конусом. Кроме того, головка снабжена подвижной в осевом направлении подпружиненной обоймой, охватывающей раскатные ролики. Недостаток резьбонакатной головки заключается в том, что она предназначена для накатывания только наружной цилиндрической резьбы на трубных заготовках, что подтверждается конструктивной особенностью резьбонакатных роликов, т. е. то, что эти ролики в радиальном направлении неподвижны и их оси соединены с кассетой жестко. Калибрование резьбы производится путем разведения раскатных роликов внутри заготовки посредством осевого перемещения разжимного конуса. Одновременно осуществляется калибрование внутреннего диаметра заготовки.
Известна также резьбонакатная головка фирмы Фетте, ФРГ (см. Султанов Т. А. Резьбонакатные головки. - М.: Машиностроение, 1966, с. 75-77, рис.32).
Конструкция вращающейся головки обеспечивает ее раскрытие и возврат в исходное положение во время вращения ее. Каждый из накатывающих роликов расположен на эксцентриковой оси, задний конец которой соединен с кривошипом с пальцем. Последний входит в один из трех пазов на корпусе. Благодаря наличию этой связи при повороте корпуса относительно оси вращения его поворачиваются на определенный угол и кривошипы, а следовательно, и эксцентриковые оси, соединенные жестко с кривошипом. При этом накатывающие ролики, расположенные на эксцентриковых частях осей, приближаются к накатываемой поверхности либо удаляются от нее.
Недостаток головки заключается в том, что ее нельзя использовать для накатывания наружных конических резьб на тонкостенных трубах из-за отсутствия необходимой жесткости этих труб, достаточной, чтобы противостоять усилиям от резьбонакатных роликов в процессе накатывания резьбы.
Наиболее близкой к заявленному объекту по своей технической сущности и выполняемой функции является резьбонакатная головка фирмы Фетте, ФРГ (см. Султанов Т.А. Резьбонакатные головки. - М.:Машиностроение. - 1966, с.75-77, рис.32).
Задачей предлагаемого изобретения является усовершенствование резьбонакатной головки с целью дальнейшего использования ее для производства конических резьб на трубных заготовках с относительно тонкой стенкой и большим диаметром.
Поставленная задача решается тем, что в известной резьбонакатной головке, содержащей составной корпус, хвостовик, механизм радиального перемещения резьбонакатных роликов, эксцентриковые оси которого соединены с поворотной частью корпуса посредством кулисных рычагов, пальцев, сухарей, механизм возврата резьбонакатных роликов в исходное положение, механизм согласования радиального перемещения резьбонакатных роликов с осевым движением головки снабжен дополнительно опорным стержнем, соединенным жестко одним концом с хвостовиком и расположенным по оси вращения головки, причем свободный конец опорного стержня снабжен разжимной оправкой с обоймой, закрепленной на подпружиненной втулке соосно ей с возможностью вращения относительно нее, а втулка надета на опорный стержень с возможностью движения вдоль него и соединена кинематически с поворотной частью корпуса посредством пальца, свободно расположенного в винтовом пазу поворотной части корпуса.
Наличие в головке опорного стержня, соединенного жестко с хвостовиком и расположенного по его геометрической оси, позволило разместить на его свободном конце разжимную оправку и соосно ей подвижную в осевом направлении втулку, подпружиненную в направлении к оправке.
Наличие на конце втулки, обращенной к оправке, обоймы, соединенной с втулкой с возможностью вращения относительно нее, охватывающей часть оправки, позволило вводить в контакт с втулкой через обойму вращающуюся трубную заготовку между резьбонакатными роликами и оправкой, предотвращающей нежелательную деформацию трубной заготовки.
Кинематическая связь другого конца втулки с резьбонакатными роликами через эксцентриковые части осей, кулисные рычаги, сухари, пальцы, поворотную часть корпуса и палец в винтовом пазу позволила согласовать поступательное движение невращающейся резьбонакатной головки относительно вращающейся трубной заготовки и радиальные перемещения резьбонакатных роликов в процессе накатывания резьбы на наружной конической поверхности трубы.
На приведенных чертежах иллюстрируется в качестве примера реализация предлагаемого изобретения "Резьбонакатная головка" для накатывания наружной конической резьбы на трубной заготовке, подтверждающая возможность промышленного применения при всей совокупности признаков, где:
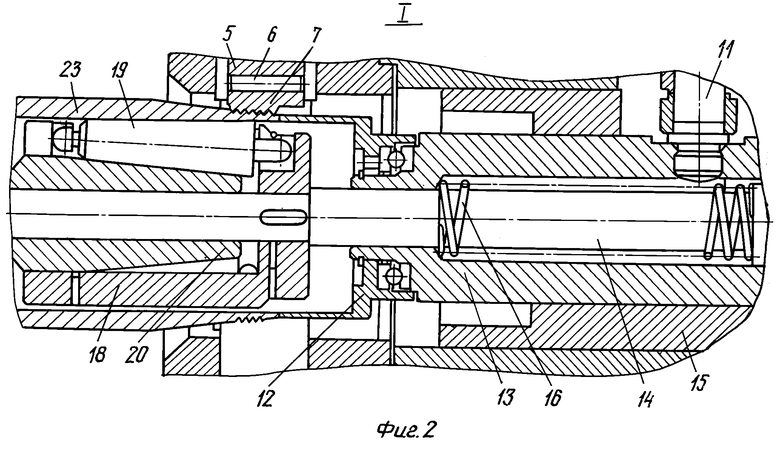
на фиг.1 - общий вид головки в разрезе по А-А;
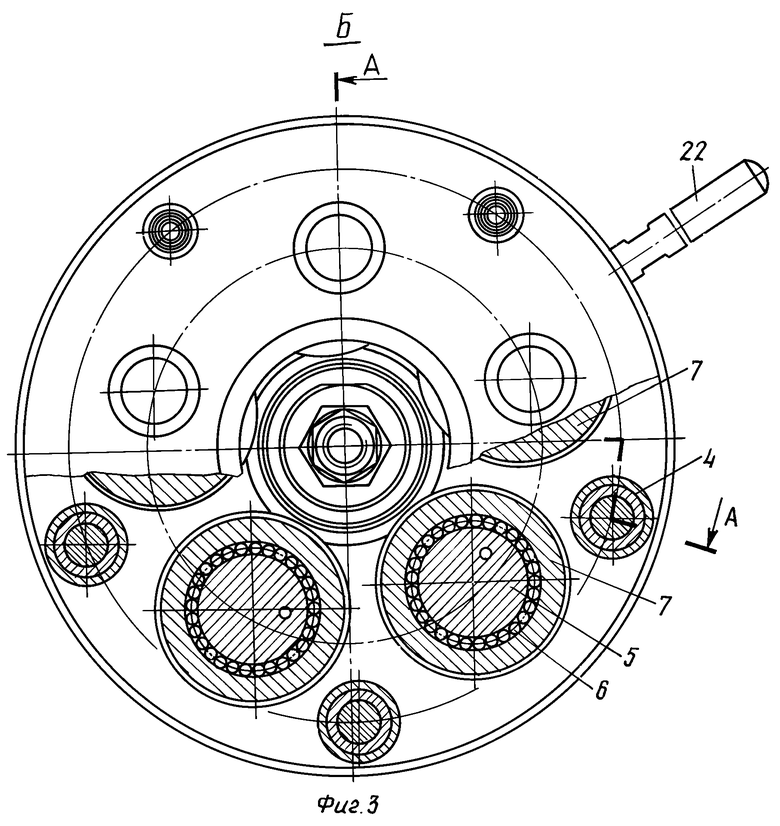
на фиг. 2 - увеличенное фрагментарное изображение 1 узла головки в процессе накатывания конической резьбы;
на фиг. 3 - увеличение изображения вида Б на торец головки со стороны оправки.
Резьбонакатная головка содержит составной корпус 1, включающий в себя переднюю, фланцевую часть, промежуточную и концевую части.
Передняя и промежуточная части выполнены с соосным центровым отверстием, а концевая часть - с глухим. Упомянутые выше отверстия имеют общую геометрическую ось. Фланцы 2, 3 передней части разнесены друг от друга и жестко соединены между собой и с промежуточной частью при помощи колонок 4. Между фланцами 2, 3 на эксцентриковых частях осей 5 установлены на подшипниках 6 резьбонакатные ролики 7. Наличие двух опор и высокая жесткость осей 5 обеспечивают жесткость корпуса и стабильность размеров накатываемой резьбы. Раскрывающий механизм головки на эксцентриковых осях позволяет при их повороте приближать или удалять ролики 7 от накатываемой поверхности заготовки. Задний конец оси 5 соединен с поворотной частью корпуса 1 кинематически посредством кулисного рычага 8, сухаря 9 и пальца 10. При повороте корпусной части на определенный угол палец 10 через сухарь 9 взаимодействует с рычагом 8 и поворачивает его на определенный угол вместе с осью 5, приближая или удаляя эксцентриковую поверхность с накатными роликами 7 от центра головки. В наружном элементе поворотной части корпуса палец 10 установлен в пазу "а", т.е. его положение в радиальном направлении может изменяться. Соответственно будет меняться при постоянном угле поворота корпуса 1 и угол поворота рычага 8, и величина радиального перемещения резьбонакатного ролика 7. Поворотная часть корпуса 1 посредством пальца 11, расположенного в винтовом пазу "в", соединена с обоймой 12 через втулку 13. Пазы "с" в неподвижных деталях корпуса выполнены прямолинейными. Над пазом "в" (см. фиг.1) в стенке подвижной детали корпуса 1 выполнен сквозной проем "d". Втулка 13 надета на опорный стержень 14, жестко соединенный с хвостовиком 15, с возможностью осевого перемещения, подпружинена пружиной 16 в направлении от хвостовика 15. Конец опорного стержня 14 соединен с хвостовиком 15 при помощи штифтов 17. Обойма 12 соединена с втулкой 13 с возможностью вращения относительно нее.
Со стороны свободного конца на опорный стержень 14 надета разжимная оправка, представляющая собой сепаратор 18 с коническими роликами 19, надетыми на конус 20. Конус 20 установлен на опорный стержень 14 с возможностью осевого перемещения под действием гайки 21. Ролики 19 от развала удерживаются пружинными кольцами.
Рассматриваемая здесь головка является стационарной и снабжена рукояткой 22 (см. фиг.3), с помощью которой вручную осуществляется поворот корпуса и возвращение головки в исходное положение после окончания процесса накатывания конической резьбы на трубной заготовке 23. Подвижная часть корпуса 1 связана с неподвижной пружинами растяжения, расположенными в кольцевой полости "е" (на чертеже не показаны). Рукоятка 22 соединена жестко с кольцом 24 выключения (см. фиг. 1, 3), которое вместе с гайкой 24 "а" кинематически соединено посредством малого пальца 25, расположенного в винтовом пазу "f" поворотной части корпуса 1 и в прямолинейном пазу "g" неподвижного элемента 26.
Резьбонакатная головка работает следующим образом.
Головку закрепляют в пиноли задней бабки токарного станка, а трубную заготовку, концы которой предварительно обработаны на конус, закрепляют в патроне токарного станка для сообщения ей вращения. Устанавливают наружный диаметр разжимной оправки в соответствии с внутренним диаметром трубной заготовки 23, для чего поворачивают гайку 21 на определенный угол. При этом конус 20 оправки движется поступательно относительно опорного стержня 14 и своей конической поверхностью взаимодействует с коническими поверхностями роликов 19 в сепараторе 18, перемещает их в радиальном направлении относительно геометрической оси стержня 14. На зажатую в патроне токарного станка вращающуюся заготовку подают резьбонакатную головку, вводят разжимную оправку в отверстие полой заготовки 23 до тех пор, пока торец трубной заготовки 23, действуя на торец обоймы 12, смещает последнюю с втулкой 13 в направлении к хвостовику 15 (см. фиг.2). При этом втулка 13, соединенная жестко с пальцем 11, вынуждает перемещаться его по винтовому пазу "в", поворачивая при этом на определенный угол поворотную часть корпуса 1. Через сухарь 9, палец 10 и кулисный рычаг 8 крутящий момент передается осями 5 резьбонакатных роликов 7. Благодаря наличию на осях 5 эксцентриковых участков происходит плавное удаление с каждым новым витком резьбонакатных роликов 7 от геометрической оси трубной заготовки и накатывание на коническую поверхность наружной конической резьбы, параметры которой соответствуют параметрам стандартной конической резьбы. Наличие внутри заготовки 23 в процессе накатывания резьбы оправки предотвращает ее деформирование, улучшает качество резьбы. После завершения процесса накатывания конической резьбы осуществляется автоматическое раскрытие головки с целью извлечения из патрона трубной заготовки 23 с накатанной резьбой и установок в патроне очередной заготовки для накатывания на ее конусной концевой части конической резьбы. Вследствие того, что головка настроена на накатывание конической резьбы одного типоразмера, трубная заготовка 23 в конечном периоде технологической операции перемещает своим торцом обойму 12 с втулкой 13 вправо вместе с пальцем 11 до упора в гайку 24 "а" и через винтовой паз "f", прямолинейный паз "g" воздействует на поворотную часть корпуса 1 через малый палец 22, пальцы 10, сухари 9, кулисные рычаги 8 и эксцентриковые оси 5 на резьбонакатные ролики 7, поворачивают их, т.е. отводят их от наружной поверхности трубной заготовки 23. После этого оператор отводит головку от заготовки 23, закрепленной в патроне станка, ослабляет кулачки в патроне и извлекает заготовку 23, после чего процесс накатки резьбы повторяется.
Предлагаемая резьбонакатная головка позволяет производить накатывание наружной конической резьбы на концах тонкостенных трубных заготовок, предварительно обработанных "на конус".
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Резьбонакатная головка | 1972 |
|
SU494904A1 |
| РЕЗЬБОНАКАТНОЙ ПАТРОН | 1973 |
|
SU397255A1 |
| Резьбонакатная головка | 1972 |
|
SU434683A1 |
| Резьбонакатная головка | 1974 |
|
SU519259A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
Изобретение относится к области машиностроения, инструменту для обработки металла давлением, в частности к устройству для накатывания наружной конической резьбы на трубной заготовке. Головка содержит составной корпус, хвостовик, механизм радиального перемещения резьбонакатных роликов, эксцентриковые оси которого соединены с поворотной частью корпуса посредством кулисных рычагов, пальцев и сухарей, механизм возврата роликов в исходное положение и механизм согласования радиального перемещения резьбонакатных роликов с осевым движением заготовки в процессе накатывания резьбы. Для обработки трубных заготовок с относительно тонкой стенкой и большим диаметром она снабжена опорным стержнем, соединенным жестко одним концом с хвостовиком и расположенным по оси вращения головки, подпружиненной втулкой и установленной на свободном конце опорного стержня разжимной оправкой с обоймой, закрепленной на втулке соосно с ней с возможностью вращения. При этом втулка надета на опорный стержень с возможностью движения вдоль него и соединена кинематически с поворотной частью корпуса посредством пальца, свободно расположенного в винтовом пазу, выполненном в поворотной части корпуса. 3 ил.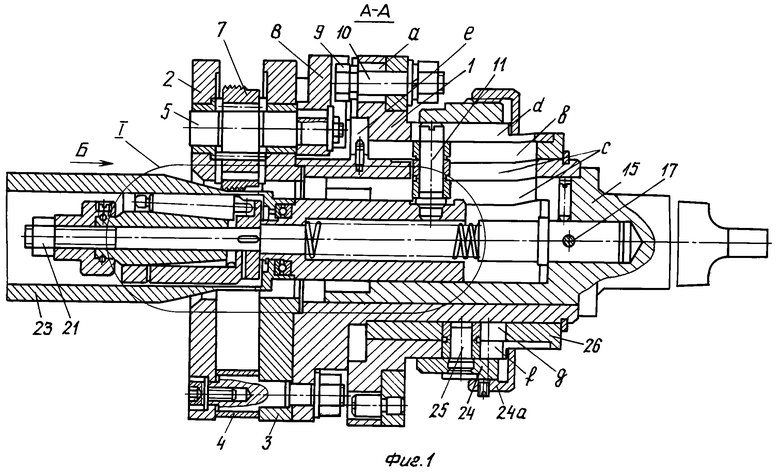
Резьбонакатная головка, содержащая составной корпус, хвостовик, механизм радиального перемещения резьбонакатных роликов, эксцентриковые оси которого соединены с поворотной частью корпуса посредством кулисных рычагов, пальцев и сухарей, механизм возврата роликов в исходное положение и механизм согласования радиального перемещения резьбонакатных роликов с осевым движением заготовки в процессе накатывания резьбы, отличающаяся тем, что она снабжена опорным стержнем, соединенным жестко одним концом с хвостовиком и расположенным по оси вращения головки, подпружиненной втулкой и установленной на свободном конце опорного стержня разжимной оправкой с обоймой, закрепленной на втулке соосно с ней с возможностью вращения, при этом втулка надета на опорный стержень с возможностью движения вдоль него и соединена кинематически с поворотной частью корпуса посредством пальца, свободно расположенного в винтовом пазу, выполненном в поворотной части корпуса.
| СУЛТАНОВ Т.А | |||
| Резьбонакатные головки | |||
| - М.: Машиностроение, 1966, с.75-77, рис.32 | |||
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КОНИЧЕСКИХ РЕЗЬБ | 0 |
|
SU312663A1 |
| Устройство для накатывания резьбы на тонкостенных заготовках | 1986 |
|
SU1449215A1 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1992 |
|
RU2028861C1 |
| US 4771625, 20.09.1988. | |||

