1
Изобретение относится к электрометаллургии, в частности к электропечам.
Известны злектродуговые печи, состоящие из футерованного кожуха и свода, в которых заправка футеровки производится различными заправочными установками через открытую часть верха ванны или рабочего окна.
Недостатками такой заправки являются значительные тепловые потери при открытии заслонки рабочего окна или свода, простои печи и применение ручного труда при ремонте.
Для сокраш,ения простоев печи и обеспечения выборочной заправки стен и откосов предлагается электродуговая печь, которая снабжена заправочным бункером и газоподводящим коллектором с соплами, вставленными в радиально направленные выводные желоба бункера.
Кроме того, свод имеет выступающее кольцо, выполненное, например, водоохлаждаемым, что улучщает качество заправки участков стен и откосов.
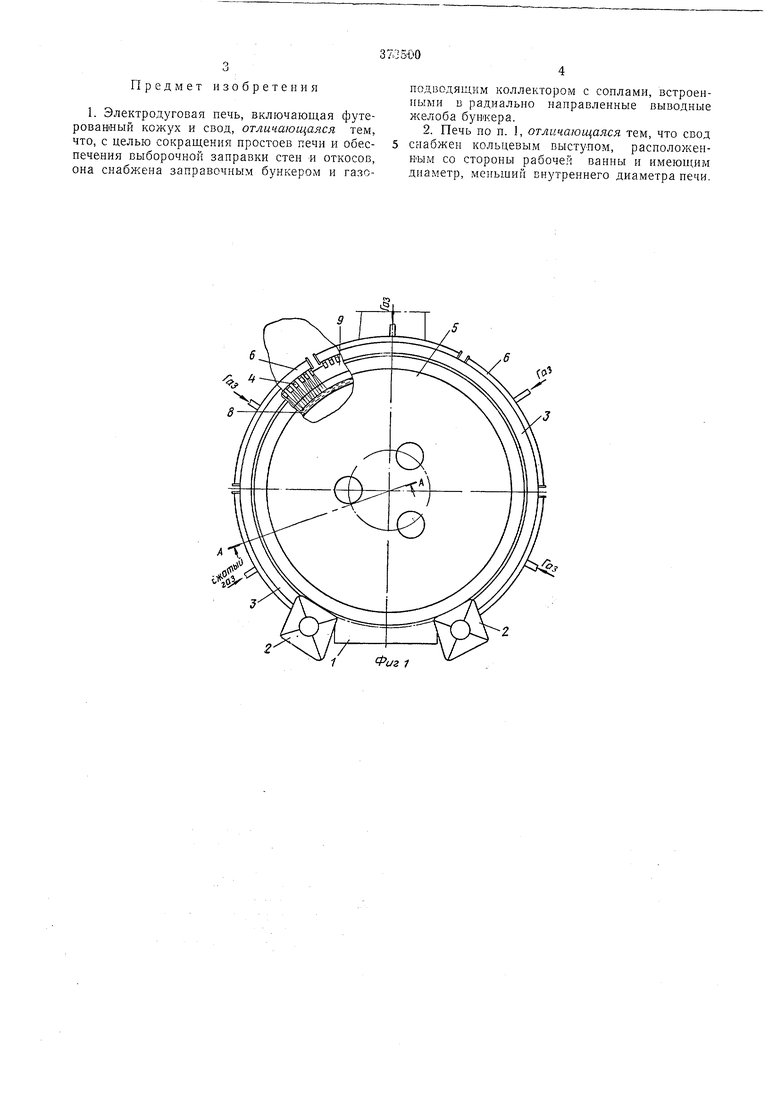
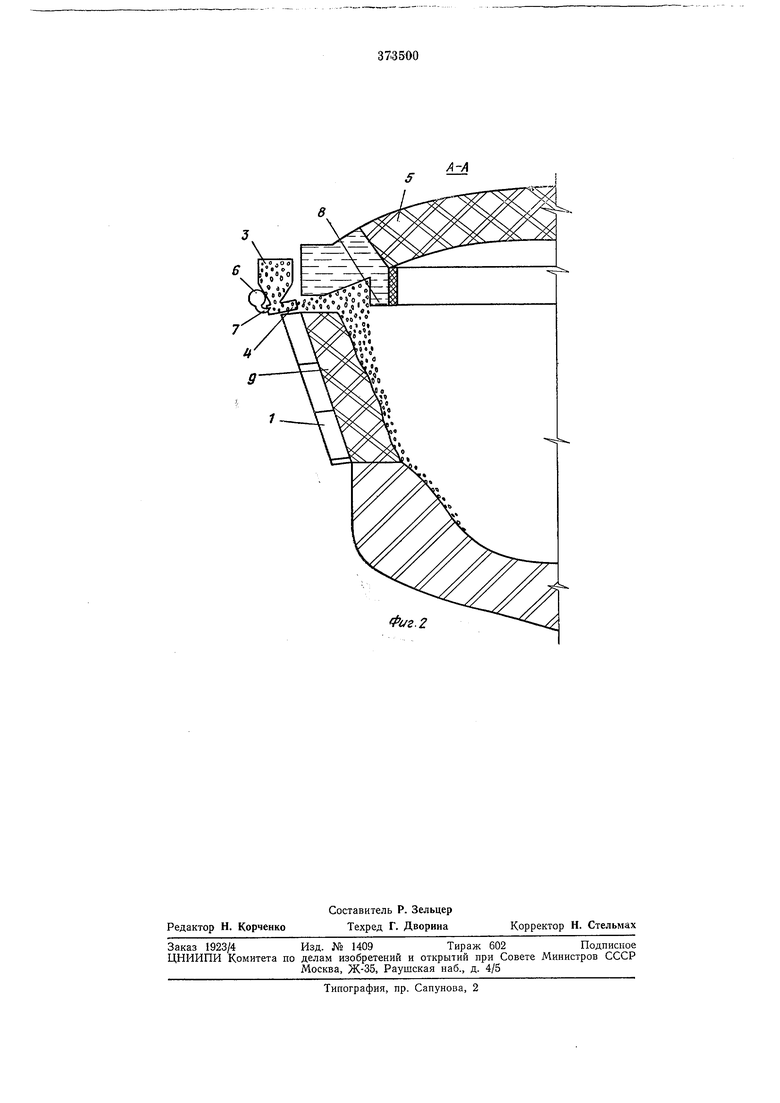
На фиг. 1 показана описываемая печь, вид сверху; на фиг. 2 - то же, сечение по А-А на фиг. 1.
Печь состоит из корпуса I, приемных бункеров 2, расходной емкости 3, желобов 4, свода 5, газовых коллекторов б, сопел 7, кольцеобразного выступа 8 и футеровки 9.
Печь работает следующим образом.
Перед заправкой электродуговой печи приемные бункеры 2 загружаются через сетку, например, магнезитовым порощком из саморазгружающихся контейнеров. При сливе металла и наклоне печи магнезит заполняет расходную емкость 5 самотеком из приемных бункеров. Так как в нерабочем состоянии желоба 4 закрыты сводом 5, магнезитовый порощок при наклоне печи из желобов не высыпается.
После слива металла, осмотра и очистки печи приоткрывается свод 5 и включается сжатый воздух, который выходит из газовых коллекторов б через сопла 7, захватывает магнезит, стекающий из емкости в желоб 4, и выбрасывает его на кольцеобразный выступ S свода 5. Уда-ряясь о выступ, магнезитовый порощок летит на заправляемую футеровку 9.
Может производиться заправка одновременно всей футеровки печи или по частям. Наличие раздельных коллекторов позволяет на более изнощенные участки |футеровки по периметру печи подавать из общей расходной емкости больщее количество заправочного материала, чем на менее изиощеиные участки. Заправка может также осуществляться в период, когда футеровка стен имеет наиболее высокую температуру (например в период расплава).
Предмет изобретения
1. Электродуговая печь, включающая футеровавный кожух и свод, отличающаяся тем, что, с целью сокращения простоев печи и обеспечения выборочной заправки стен и откосов, она снабжена заправочным бункером и газоподБОдящкм коллектором с соплами, встроенными в радиально направленные выводные желоба бункера.
2. Печь по п. 1, отличающаяся тем, что свод снабжен кольцевым выступом, расположенным со стороны рабочей ванны и имеюпшм диаметр, ме гьщиГ внутреннего диаметра печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ЭЛЕКТРОДУГОВЫХ ПЕЧЕЙ | 1972 |
|
SU357436A1 |
| ЗАГРУЗОЧНАЯ БАДЬЯ | 1971 |
|
SU295458A1 |
| Устройство для заправки электродуговой печи | 1989 |
|
SU1765658A1 |
| Способ заправки дуговой сталеплавильной печи | 1980 |
|
SU901290A1 |
| Машина для заправки электросталеплавильных печей | 1979 |
|
SU872931A1 |
| Устройство для заправки электросталеплавильной печи | 1980 |
|
SU909530A1 |
| Способ футеровки подины и откосов металлургических печей | 1980 |
|
SU932173A1 |
| Футеровка стен сталеплавильных печей | 1948 |
|
SU104437A1 |
| Машина для заправки подины,откосов,стен и сводов дуговых сталеплавильных печей и подачи сыпучих по ходу плавки | 1980 |
|
SU945621A1 |
| Способ продувки металла кислородом | 1984 |
|
SU1271891A1 |
/Фс/г 1
в
А-А
Фиг. 2
