(5) УСТРОЙСТВО ДЛЯ ЗАПРАВКИ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ
Г
Изобретение относится к черной металлургии, конкретнее к устройству, вспомогательного оборудования для горячих ремонтов огнеупорной футе ровки дуговых электросталеплавильных печей. .
Известно устройство центробежной заправочной машины, которая оборудована коллектором для смачивания водой заправочной массы, бункером и механизмом подачи огнеупорной массы Щ .
Указанная машина хотя и проста по устройству, но она приводит к чрезмерному расходу заправочной массы и заростанию подины печи, что уменьшает объем плавки. Кроме того, она не может произвести выборочную (частичную) заправку печи при разрушении только небольшой части футеровки.
Наиболее близким к предлагаемому По технической сущности и достигаемому результату является устройство
ПЕЧИ
ДЛЯ заправки футеровки печи, представляющее собой навешиваемый на хобот завалочной машины орган типа мульда с отверстиями в стенках, в которых располокены сопла. Сопла имеют загрузочную щель, в которую за счет разряжения попадает пылевидный заправочный порошок. Порошок захватывается и выбрасывается в виде струи воздухом. При этом подача воздуха
10 производится ручным вводом наконечника в один из трех коллекторов или во асе три одновременно.
В момент заправки струи порошка
IS попадают на раскаленные стенки печи и за счет оплавления восстанавливаются разрушенные участки футеровки 2.
Хотя устройство работает при
20 закрытом своде печи имеют место потери порошка. Восстановление футеровки производится той частью порошка, которая находится в погра3
иичмпи слое и иривлривэетСи к (лсиKt печи, Ос:Тс)льной порошок осыгь: ет1.Я и опгиэвляется ниже зоны разрушения. Очередная порция порошк-ч привлритсн аналогично после оправления предыдущей. Это обстоятельство свидетельствует, что необходимость восстановлениячасти футеровки и полной ее замены требует одинакового расхода порошка.
Цель изобретения - снижение расхода заправочной массы и повышение качества ремонта огнеупорной футеровки печи,
Поставленная цель достигается тем, что устройство для заправки электросталеплавильной печи, содержащее емкость с огнеупорной массой, неподвижные направляющие сопла и соединенные с магистралью сжатого воздуха, снабжено выполненным с возможностью вращения распределителем с выходами, а на его входе -емкость с жидкостью, на которой установлено эжекторное устройство с возможность регулирования забора жидкости, при этом сопла или группа сопел имеют индивидуальные соединения с магистралью сжатого воздуха через соответствующие выходы вращающегося распределителя, причем ка)кдый выход распределителя снабжен запорным устройством.
На фиг, 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху(введено в печь); на фиг. 3 рабочий орган устройства, вид сбоку на фиг, - схема расположения сопел; на фиг. 5 узел 1 на фиг. 3.
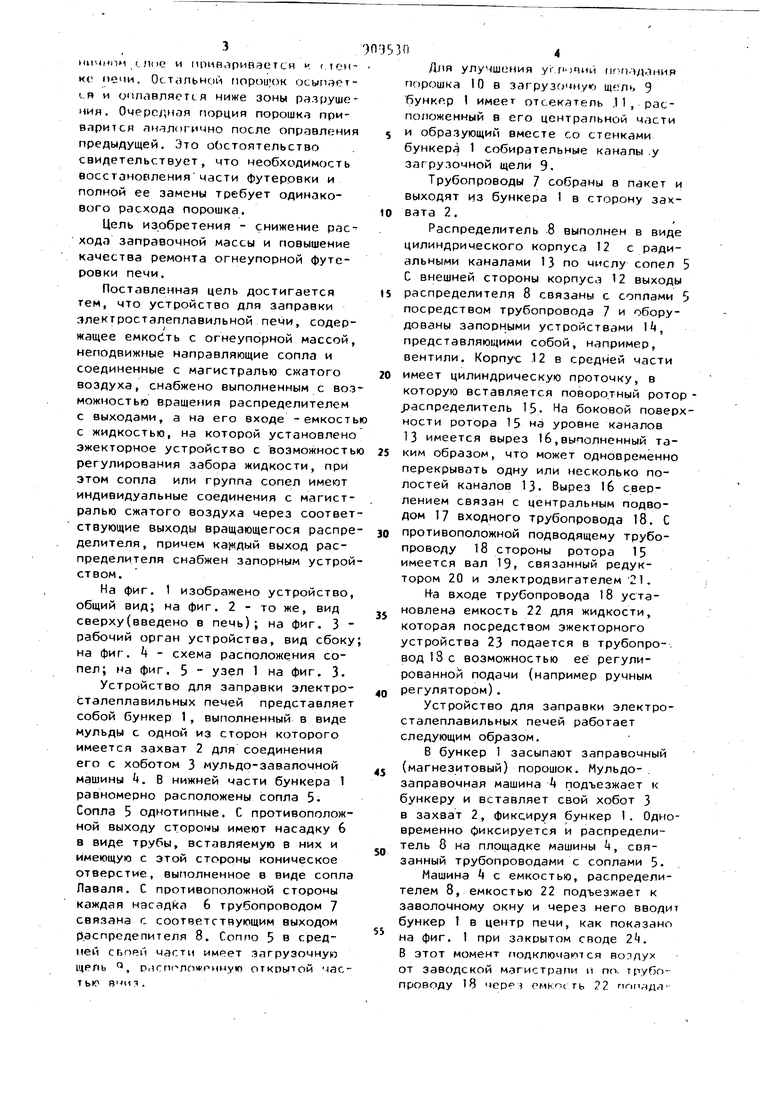
Устройство для заправки электросталеплавильных печей представляет собой бункер 1, выполненный в виде мульды с одной из сторон которого имеется захват 2 для соединения его с хоботом 3 мульдо-завалочной машины k. 8 нижней части бункера 1 равномерно расположены сопла 5Сопла 5 однотипные. С противоположной выходу стороны имеют насадку 6 в виде трубы, вставляемую в них и имеющую с этой стороны коническое отверстие, выполненное в виде сопла Лаваля. С противоположной стороны каждая насадка 6 трубопроводом 7 связана с соответствующим выходом распредепителя 8. Соппо 5 в средней сьпей части имеет загрузочнуьт щрль , р))о откоыой частью ВЧИЗ.
S3f)4
Для улучшения уггюшй )д,лния порошка 10 в загрузочную щель 9 бункер 1 имеет отсекатель ,11, расположенный в его центрапьной части
5 и образующий вместе со стенками бункер 1 собирательные каналы .у загрузочной щели 9.
Трубопроводы 7 собраны в пакет и выходят из бункера 1 в сторону захвата 2.
Распределитель 8 выполнен в виде цилиндрического корпуса 12 с радиальными каналами 13 по числу сопел 5 С внешней стороны корпуса 12 выходы
5 распределителя 8 связаны с соплами 5 посредством трубопровода 7 и оборудованы запорными устройствами 1, представляющими собой, например, вентили. Корпус .12 в средней части
0 имеет цилиндрическую проточку, в
которую вставляется поворотный ротор распределитель 15. На боковой поверхности ротора 15 на уровне каналов 13 имеется вырез 16,выполненный та5 КИМ образом, что может одновременно перекрывать одну или несколько полостей каналов 13. Вырез 16 сверлением связан с центральным подводом 17 входного трубопровода 18, С
0 противоположной подводящему трубопроводу 18 стороны ротора 15 имеется вал 19, связанный редуктором 20 и электродвигателем 21. Н-а входе трубопровода 18 уста, новлена емкость 22 для жидкости, которая посредством эжекторного устройства 23 подается в трубопро-вод 13 с возможностью ее регулированной подачи (например ручным
0 регулятором).
Устройство для заправки электросталеплавильных печей работает следующим образом,
В бункер 1 засыпают заправочный
, (магнезитовый) порошок. Мульдо- . заправочная машина подъезжает к бункеру и вставляет свой хобот 3 в захват 2, фиксируя бункер 1. Одновременно фиксируется и распределитель 8 на площадке машины k, связанный трубопроводами с соплами 5.
Машина 1 с емкостью, распределителем 8, емкостью 22 подъезжает к заволочному окну и через него вводит бункер 1 в центр печи, как показано
на фиг. 1 при закрытом своде 2). В этот момент подключаются воплух от заводской магистрами и по- трубопроводу 18 чорр: емкое гь 2 ппг1,чдл5
ет в ценгргшьную п.мппсть (юдвода 1/ распределителя.
Оператор, определив необходимые для восстановления футеровки точки, отрывает запорные устройства I выходов распределителя 8, которые связаны с соплами 5, направленными в нужном направлении. Включается двгатель 21 и открывается подача воздуха.
Воздух, проходя по трубопроводу 18 через емкость 22, за счет эжекци забирает часть жидкости, которая попутно ему ус|тремляется по трубопроводу 18 к пЬдводу 17 через сверление к вырезу 1б ротора 15. При содинении выреза 16 ротора 15 с каналами 13 открытых запорных устройств воздух с жидкостью устремляется к соплам 5. При выходе жидкости с воз духом из конической насадки Ь скорость их достигает критической в зоне загрузочной щели 9, где давление понижается и происходит подсос ,его разгон воздушно-жидкостной смесью и смешивание порошка с ней. При этом на длине участка сопла 5, где происходит разгон порошка воздушной жидкостной смесью происходит только частичное не более 2-3Z смачивание порошка. Полное смачивание и утяжеление порошка происходит по выходу порошка из сопла 5.
В момент достижения порошком разрушенного участка футеровки он, соприкасаясь с ним, оплавляется, восстанавливая футеровк/. Так как оплавляется только тонкий слой порошка, то при вращении.ротора 15 порция его определена временем расположения выреза 16 против соответствующего канала 13. В дальнейшем вырез 16 обеспечивает дозированное выбрасывание порошка на очередной поврежденный участок. Несколько оборотов ротора 15 обеспечивает дозированное выбрасывание порошка и полное его оплавление, что соответствует наиболее эффективной safjравки электросталеплавильной печи.
306
При необходимости поест,-.ННПчь.п футеровки по всей пов(Ч) ш.-ми все за(1орнь1е устройства открывпкися и выбрасывание порошка осуществляется поочередно по всему периметру печи.
Внедрение в производство пред.лагаемого устройства для ремонта огнеупорной футеровки дуговых печей позволит снизить удельный расход огнеупоров, увеличить кампанию печи и ее производительность.
Формула изобретения
1. Устройство для заправки электросталеплавильной печи, содержащее емкость с огнеупорной массой, неподвижные направляющие сопла и соединение с магистралью сжатого воздуха, отличающ.ееся тем, что, с целью снижения расхода заправочной массы и пoвышeни f качества ремонта огнеупорной футеровки, устройство снабжено выполненным с возможностью вращения распределителем с выходами, а на его входе - емкост с жидкостью, на которой установлено эжекторное устройство с возможность регулирования забора жидкости, при этом сопла имеют индивидуальные соединения с магистралью сжатого воздуха через соответствующие выходы распределителя.
2.Устройство по п.1, о т л и чающееся тем, что каждый выход распределителя снабжен запорным устройством.
3.Устройство по пп. 1 и 2, отличающееся тем, что группа сопел имеет индивидуальное соединение с магистралью сжатого воздуха.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 351055, кл. F 27 D 1/16, 1970.
2.Авторское свидетельство СССР N1itV863, кл. F 27 Г) 1/16, 1961. /

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заправки электросталеплавильной печи | 1980 |
|
SU926493A1 |
| Устройство для заправки электродуговой печи | 1989 |
|
SU1765658A1 |
| Машина для заправки подины,откосов,стен и сводов дуговых сталеплавильных печей и подачи сыпучих по ходу плавки | 1986 |
|
SU1359620A1 |
| Машина для заправки электросталеплавильной печи | 1981 |
|
SU985681A1 |
| ЦЕНТРОБЕЖНАЯ ЗАПРАВОЧНАЯ МАШИНА | 1972 |
|
SU351055A1 |
| Машина избирательной заправкиэлЕКТРОСТАлЕплАВильНыХ пЕчЕй | 1979 |
|
SU819547A1 |
| Устройство для заправки передней стенки металлургической печи | 1978 |
|
SU779790A1 |
| Универсальная машина для общей и выборочной заправки электропечей | 1990 |
|
SU1822489A3 |
| Машина для заправки подины,откосов,стен и сводов дуговых сталеплавильных печей и подачи сыпучих по ходу плавки | 1980 |
|
SU945621A1 |
| Машина для заправки электросталеплавильных печей | 1979 |
|
SU872931A1 |


vr-V:---.VvrT :V:fir V.-/;:-.-. .
jq/yvvv iц
f
:, i --ilJ i J
/ m .
i
g
Фаг. 5
