1
Изобретение относится к черной металлургии.
Известно устройство для разливки металла, содержащее изложницу, крышку и теплоизоляционную и (или) экзотермическую вставку с буртиком, установленную в верхней части изложницы с зазором между ее стенками.
Недостатком известного устройства является то, что после заполнения изложниц металлом необходимо их оставлять неподвижными на разливочной площадке до достижения такой степени затвердевания находящегося в них металла, чтобы извлечение из форм и перемещение изложниц можно было производить без опасности ухудшения качества отливки и, прежде всего, без опасности для обслуживающего персонала.
Цель изобретения - сокращение выдержки слитка в изложнице и уменьшение тепловых потерь.
Достигается это тем, что зазор между вставкой и изложницей соединен с внутренней полостью изложницы каналами, выполненными в теле слитка, а крышка устройства снабжена анкерными стержнями.
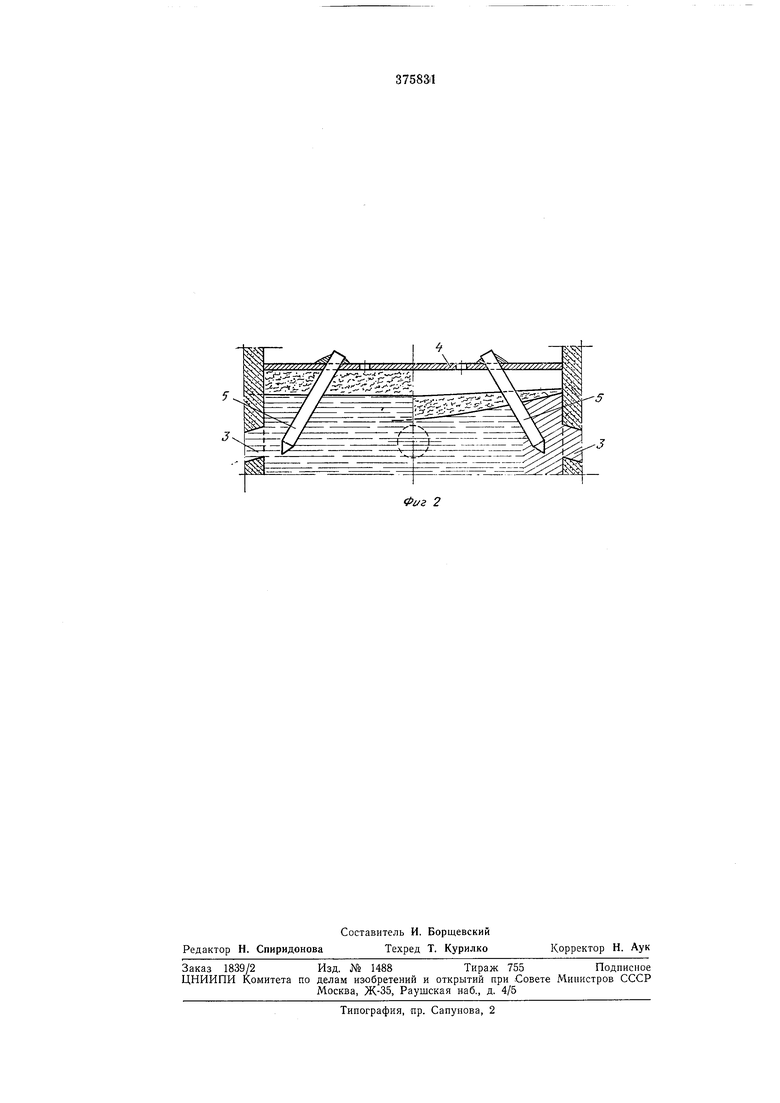
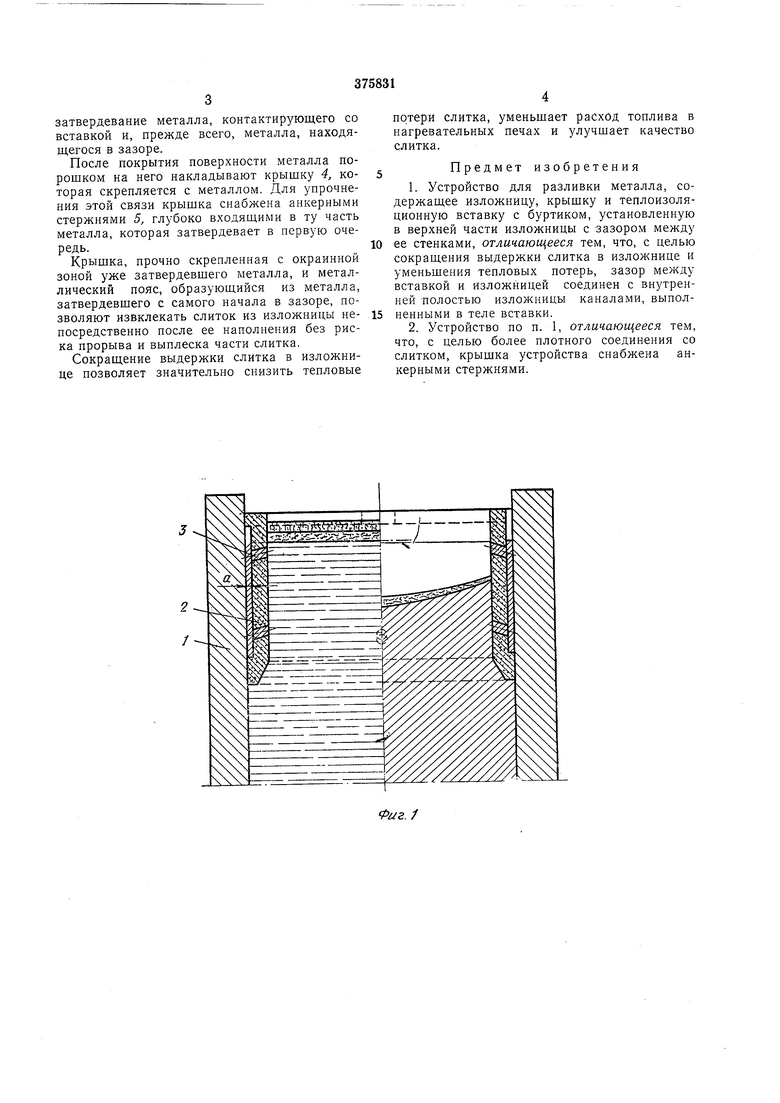
На фиг. 1 схематично изображено нредлагаемое устройство для разливки металла, продольный разрез; на фиг. 2 - то же, с
крышкой, снабженной анкерными стержнями, продольный разрез.
Устройство состоит из изложницы /, теплоизоляционной и (или) экзотермической вставки 2 с каналами 3 и крышки 4 с анкерными стержнями 5. При установке в изложницу вставки 2 между стенками изложницы и вставкой образуется зазор, соединенный с внутренней полостью изложницы каналами 3,
выполненными в теле вставки. Вставка 2 может быть установлена внутри изложницы или с некоторым превышением над ее верхним краем и иметь также двойные стенки. Если вставка выполнена с буртиком, то она опирается им о верхний край изложницы.
Устройство используется следующим образом.
Перед разливкой металла в изложницу / устанавливают вставку 2, производят разливку сифонным способом или сверху до заданного уровня в изложнице. Одновременно с изложницей заполняется металлом и зазор а через каналы 8. По окончании заливки поверхность жидкого металла в изложнице покрывают порошком, который при контакте с залитым металлом образует мягкую корку. Поверхность этой корки точно соответствует профилю осаждающейся поверхности металла. Одновременно с усадкой поверхности происходит
затвердевание металла, контактирующего со вставкой и, прежде всего, металла, находящегося в зазоре.
После покрытия поверхности металла порошком на него накладывают крышку 4, которая скрепляется с металлом. Для упрочнения этой связи крышка снабжена анкерными стержнями 5, глубоко входящими в ту часть металла, которая затвердевает в первую очередь.
Крышка, прочно скрепленная с окраинной зоной уже затвердевшего металла, и металлический пояс, образующийся из металла, затвердевшего с самого начала в зазоре, позволяют извклекать слиток из изложницы непосредственно после ее наполнения без риска прорыва и выплеска части слитка.
Сокращение выдержки слитка в изложнице позволяет значительно снизить тепловые
потери слитка, уменьшает расход топлива в нагревательных печах и улучшает качество слитка.
Предмет изобретения
1.Устройство для разливки металла, содержащее изложницу, крышку и теплоизоляционную вставку с буртиком, установленную в верхней части изложницы с зазором между
ее стенками, отличающееся тем, что, с целью сокращения выдержки слитка в изложнице и уменьшения тепловых потерь, зазор между вставкой и изложницей соединен с внутренней полостью изложницы каналами, выполценными в теле вставки.
2.Устройство по п. 1, отличающееся тем, что, с целью более плотного соединения со слитком, крыщка устройства снабжена анкерными стержнями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для разливки стали | 1983 |
|
SU1131591A1 |
| УСТРОЙСТВО для РАЗЛИВКИ МЕТАЛЛОВ | 1973 |
|
SU394963A1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ЖИДКОГО МЕТАЛЛА | 2005 |
|
RU2308352C2 |
| СПОСОБ УТЕПЛЕНИЯ ВЕРХНЕЙ ЧАСТИ СТАЛЬНОГО СЛИТКА | 1992 |
|
RU2027539C1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
| Надставка-холодильник к изложнице | 1986 |
|
SU1488111A1 |
| Способ получения слитков спокойной стали | 1989 |
|
SU1740115A1 |
| Устройство для отливки слитков | 1986 |
|
SU1442325A1 |
| Устройство для сифонной разливки стали | 1989 |
|
SU1671401A1 |
| Устройство для сифонной разливки металла | 1984 |
|
SU1235626A1 |