1
Изобретение относится к трубонрокатно.му производству, в частности к приводным устройствам валков станов холодной прокатки труб с неподвижной станиной.
Известны приводы валков статна холодной прокатки труб с ненодвижной станиной, содержащие установленные сверху и снизу станины рейки, взаимодействующие с ними шестерни, посаженные на шейках валков, дополнительные рейки, размещениые между шестернями, и кривошипно-шатунный механизм перемещения нижних реек.
Однако в таких приводах естественный катающий радиус не соответствует радиусу качения валков.
С целью устранения указанного недостатка в предложенном приводе верхние рейки жестко связаны с приводом нижних реек, а дополнительные рейки выполнены двусторонними и снабжены дополнительным кривошноно-шатунным механизмом. Для регулирования радиуса качения валков кривошип дополнительного кривошипно-шатунного механизма выполнен регулируемым.
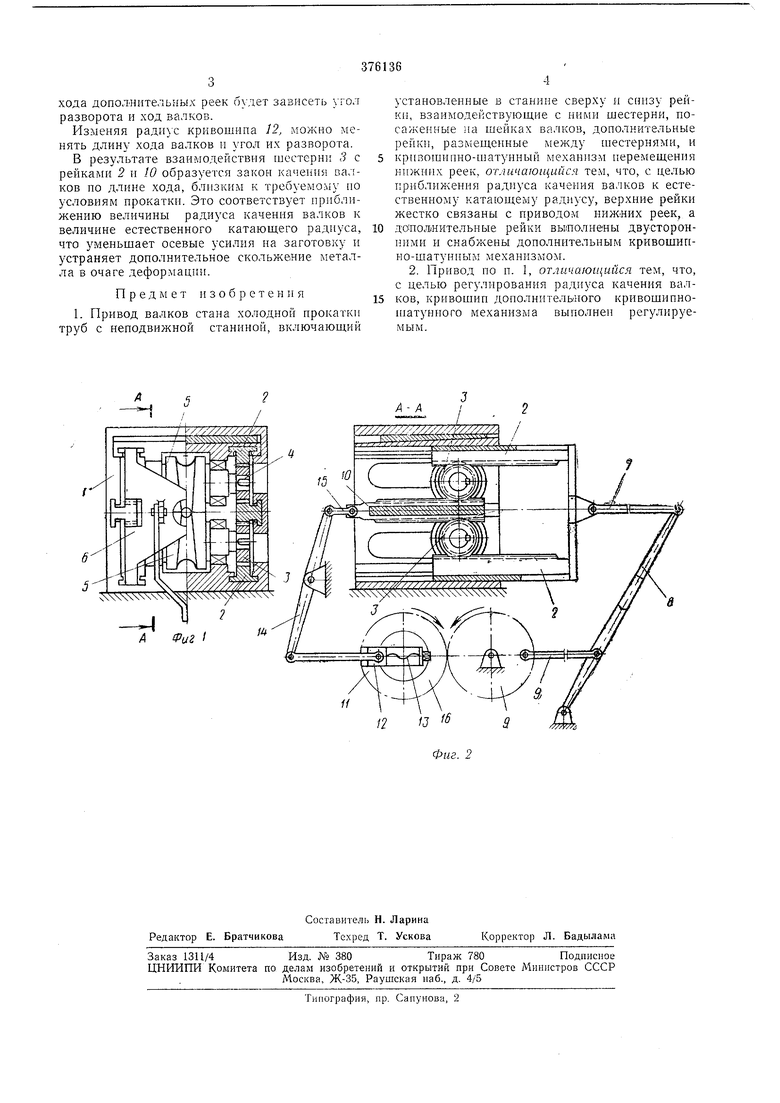
На фиг. 1 представлен общий вид описываемого привода валков; на фиг. 2 - разрез по А-А «а фиг. 1.
В неподвижной станине / привода валков стана холодной прокатки труб сверху и снизу установлены рейки 2, которые взаимодействуют с цилиндрическими шестернями 3, посаженными иа щейкп 4 рабочих щлков 5.
Верхние рейки жестко связаны через траверсу 6 с нижними рейками и через тяги 7 и кулисы 8 - с кривошипно-шатунным механизмом 9 их перемещения. Между шестернями размещены дополнительные рейки JO, которые выполнены двусторонннми и снабжены дополнительным кривошипно-шатунным механизмом перемещения 11, кривошии 12 которого выполнен регулируемым при помощи винта 13. Дополнительный кривошинно-шатунный механизм связан с двусторонними рейками через двуплечий рычаг 14 и тяги 15.
В процессе работы шестерни 3 валков находятся в одновременном зацеплении с рейками 2 и дополнительными двусторонними рейками 10. Рейки 2 жестко связаны между собой и приводятся в возвратио-постунательное движение с помощью кривошипно-шатунного механизма 9, кулисы 8 и тяги 7.
Двусторонние рейки 10 также жестко связаны меноду собой н являются всиомогательными, неремещение их осуществляется с помощью тяг 15, двуплечего рычага 14 дополннтельного кривошинно-шату.неого механизма 11. Кривошип 12 имеет возможность под действием винта 13 изменять при настройке расстояние от центра кривошипного колеса 16. Иоскольку результирующее движение валков образуется как алгебраическая сумма перемещения реек 2 и дополнительных реек 10, то при постоянной длине хода реек 2 от длины
3
хода дополнительных реек будет зависеть гол разворота и ход валков.
Изменяя радиус кривошипа 12, можно менять длину хода валков и угол их разворота.
В результате взаимодействия шестерн ; 3 с рейками 2 и W образуется закои качения валков ио длине хода, близким к требуемому ио условиям прокатки. Это соответствует приближению величины радиуса качения валков к величине естественного катающего радиуса, что уменьшает осевые усилия на заготовку и устраняет дополнительное скольжение металла в очаге деформации.
Предмет изобретения
1. Привод валков стана холодной прокатки труб с неподвижной станиной, включающий
установленные в станине сверху и снизу реикп, взаимодействующие с ними шестерни, посаженные на шейках валков, дополнительные рейки, размещенные между шестернями, и кризошиино-шатунный механизм перемещения нижних реек, отличающийся тем, что, с целью приближения радиуса качения валков к естественному катающему радиусу, верхние рейки жестко связаны с приводом нижиих реек, а даполйительные рейки вьиполнены двусторонними и снабжены дополнительным кривошипно-шатунным механизмом.
2. Привод по п. 1, отличающийся тем, что, с целью регулирования радиуса качения валков, кривошии доиолнителыюго кривошипношатунного механизма выполнен регулируемым.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод валков стана холодной прокатки труб с неподвижной станиной | 1988 |
|
SU1526863A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
| Устройство для преобразования равномерного вращения в неравномерное в стане холодной прокатки труб | 1989 |
|
SU1738396A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| Клеть прокатного стана | 1988 |
|
SU1498569A1 |
| Способ выращивания алмазов | 1971 |
|
SU403242A1 |
| Привод для перемещения и поворота валков стана холодной прокатки труб | 1977 |
|
SU670351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
