;о сх ел
Од
;о
Изобретение относится к холод- . ной прокатке и может быть использовано при производстве труб.
Целью изобретения является улуч- шение качества готовых изделий.
На фиг,1 изображена клеть прокатного стана; на фиг.2 - то же, вертикальный разрез по оси валков.
Клеть прокатного стана включает неподвижную станину 1, к которой шар нирно пр.икреплены маятниковые ры- чаги 2, кривошипно-шатунный привод 3 качания, тяги 4, установленные перпендикулярно маятниковым рычагам валки 5. Между маятниковыми рычагами и тягами установлены упругие элементы 6, вьшолнениые в виде пружины На шейках валков установлены на подшипниках качения катки 7, опира- ющиеся на планки 8 станины и шестерни 9, входящие в зацепление с рейками 10. Планки и рейки неподвижно закреплены в станине.
Клеть работает следующим образом. Кривошипно-шатунный привод 3 перемещает маятниковые рычаги 2 на угол ui. При этом их второй конец, имеющий шарнирную связь с тягами 4, описывает дугу аЬ радиусом, равным их длине 1, относительно точки О (фиг.1 и через тяги 4 перемещает валки 5 из крайнего переднего положения в крайнее заднее, которые своими калибрами осуществляют обжатие изделия. Так как валки при движении опираются катками 7 на планки 8 станины и шестернями 9 обкатываются по рейкам 10, закрепленным в неподвижной станине, то траектория движения вал- ков является прямолинейной. Стабилизация этого процесса осуществляется за счет упругих сил пружины 6, усилие которой должно быть в 1,5 раза больше веса валка, а длина тяг 4 должна быть не больше диаметра валка. Длина тяги, которая не должна превышать по величине диаметр валка, и минимальное усилие упругих элементов определены экспериментально. Если не соблюдаются ука- занные соотношения, при усилии упругих элементов в 1,5 раза меньше веса валка не обеспечивается необходимое усилие прижатия валков к планкам, а увеличение длины рыча- гов увеличивает динамику подвижных элементов, в результате чего нару
5 0
5 о 0 5
5
5
шается стабильность процесса прокатки.
Введение в кинематическую цепь маятникового стана дополнительных звеньев (тяг) увеличивает массу подвижных элементов, что увеличивает динамические нагрузки на привод, поэтому длины устанавливаемых тяг должны быть минимальными. Экспериментально установлено, что при длине тяг в пределах (О,5...1,0) диаметра валка динамические нагрузки на привод увеличились на 3%, Дальнейшее увеличение длины нецелесообразно, так как наблюдается существенное снижение скорости перемещения валков из-за роста динамических нагрузок.
Если усилие упругого элемента в 1,5 раза меньше веса валка, то возможно появление зазора между верхним валком и планкой, что и наблюдалось при эксперименте. При соблюдении указанных соотношений обеспечивают условия для получения хо- - рошего качества прокатываемых изделий, т,е, исчезает разнотолщин- ность, связанная с криволинейным перемещением валков.
Работа клети проверена на макете. Опробование показало, что использование предлагаемой клети обеспечивает высокое качество прокатываемых труб за счет исключения волнистости на их поверхности.
Формула изобретения
Клеть, прокатного стана, включающая неподвижную станину, шарнирно закрепленные на ней маятниковые рычаги, несущие валки и кривошип- но-шатунный привод качания маятниковых рычагов, отличГающа- я с я тем, что, с целью улучшения качества готовых изделий, она снабжена дпя каждого из валков парой тяг, установленных перпендикулярно маятниковым рычагам и связанных с ними упругими элементами, парой катков, сидящих на шейках валков, с взаимодействующими с ними планками, расположенными на станине, и парой шестерен с рейками, размещенными на станине, при этом длина рычагов не превышает диаметра валков.
y//y..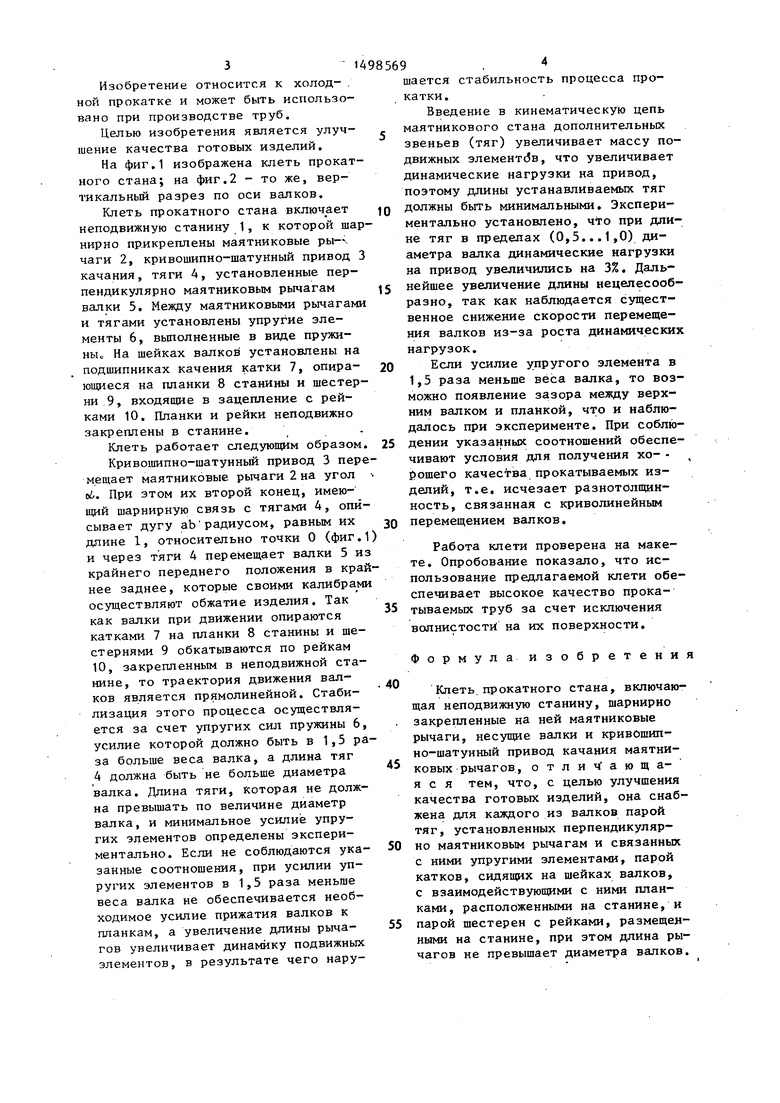
| название | год | авторы | номер документа |
|---|---|---|---|
| Листопрокатный стан шаговой прокатки | 1976 |
|
SU600768A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| Рабочая клеть роликового стана | 1978 |
|
SU759153A1 |
| Рабочая клеть маятникового стана | 1974 |
|
SU505450A1 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
Изобретение относится к холодной прокатке и может быть использовано при производстве труб. Целью изобретения является улучшение качества готовых изделий. Кривошипно-шатунный привод перемещает маятниковые рычаги 2 на угол α. Тяги 4, имеющие шарнирную связь с маятниковыми рычагами 2, перемещают валки из крайнего переднего в крайнее заднее положение по прямой. Валки осуществляют обжатие изделия и при движении опираются катками 7 на планки станины 8 и шестернями 9 обкатываются по рейкам 10. Стабилизация процесса прокатки осуществляется за счет упругого элемента. Длина тяги 4 не должна превышать по величине диаметр валка. 2 ил.
| ОБТИРОЧНАЯ САЛФЕТКА | 1999 |
|
RU2153839C1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Тетерин П.К | |||
| Теория периодической прокатки | |||
| - М.: Металлургия, 1978, с.30-31. | |||
