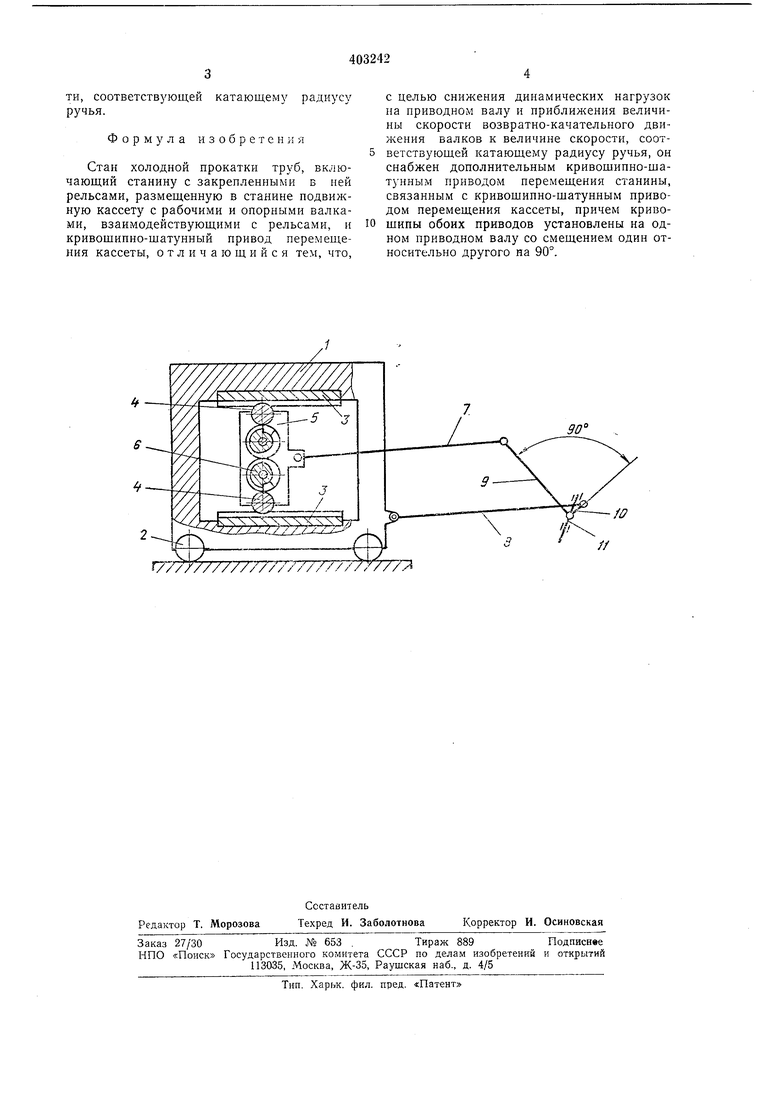
Известные станы холодной прокатки труб включают неподвижную станину с закрепленными в ней рельсами, размещенную в станине подвижную кассету с рабочими и опорными валками, взаимодействуюш,и.ми с рельсами, и кривошипно-шатунный привод перемещения кассеты. К недостаткам такого типа станов относится низкая производительность станов из-за динамических нагрузок, возникающих при перемещении кассеты. Для того, чтобы снизить динамические нагрузки на приводном валу и приблизить величину скорости возвратно-поступательного движения валков к величине скорости, соответствующей катающему радиусу ручья, предложенный стан снабжен дополнительным кривошипно-щатунным приводом перемещения станины, связанным с кривошипно-щатунным приводом перемещения кассеты. Кривошипы обоих приводов установлены на одном приводном валу со смещением один относительно другого на 90°. На чертеже представлен стан, продольный разрез. Станина 1 стана смонтирована на катках 2, внутри станины .закреплены рельсы 3, по которым катятся опорные валки 4 подвижной кассеты 5 с рабочими валкамц 6. Кассета имеет кривощипно-щатунный привод 7. Станина снабжена дополнительным кривошипно-щатзнным приводом 8, причем кривошипы 9 и 10 обоих приводов установлены на одном приводном валу И со смещением один относительно другого на 9&. В процессе работы стана приводной вал И с кривошипами 9 и 10 получает непрерывное вращение от электродвигателя главного привода (на чертеже не показан). За полный оборот кривощипа 9 кассета 5 соверщает двойной ход, а валки 4 и 6 - двойное качание. Длина хода кассеты 5 и радиус кривошипа 9 зависят от диаметра валков 6. Станина 1 также совершает возвратнопоступательное дв1 жение, однако за счет установки кривошипа 10 под углом 90° к кривошипу 9 станины смещено по фазе па четверть цикла по отнощению к дснжению кассеты 5. Вес станины подбирается таким образом, чтобы нриведенный момент инерции ее на валу 11 равнялся приведенному моменту инерции подвижной кассеты 5, при этом длина хода станины 1 определяется из условия приближения скорости возвратно-каЧательного движения валков 6 к скороети, соответствзющей катающему радиусу ручья.
Формула изобретения
Стан холодной прокатки труб, включающий станину с закрепленными в ней рельсами, размещенную в станине подвижную кассету с рабочими и опорными валками, взаимодействующими с рельсами, и кривошипно-шатунный привод перемещения кассеты, отличающийся тем, что.
с целью снижения динамических нагрузок на приводном валу и приближения величины скорости возвратно-качательного движения валков к величине скорости, соответствуЕОщей катающему радиусу ручья, он снабжен дополнительным кривошипно-шатунным приводом перемещения станины, связанным с кривощипно-шатунным приводом перемещения кассеты, причем кривошипы обоих приводов установлены иа одном приводном валу со смещением один относительно другого на 90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| Стан холодной прокатки труб | 1986 |
|
SU1338911A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1375362A1 |
| Привод валков стана холодной прокатки труб со стационарной клетью | 1971 |
|
SU458346A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Привод стана холодной прокатки труб | 1986 |
|
SU1346284A1 |
| РАБОЧАЯ ЛИНИЯ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2013 |
|
RU2539882C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
/////////77777777777777777
