1
ИзОбретение относится к области обработки металлов давлением и может быть И1апользовано при прокатке изделий типа сверл, метчиков и т. д. на станах продольно-винтовой прокатки сверл.
Известный способ охлаждения (валков станов 1продольно-винтовой цракатки сверл сухим сжатым воздухом, подводимым снаружи к рабочим поверхностям валков, я-вляется малоэффективным. Кроме того, при любом загрязнении воздуха влагой или маслом условия деформации резко нарушаются, что приводит к браку изделий. Поэтому иеобходимо также введение сложной системы очистки и контроля воздуха, что наряду с малой эффективностью охлаждения воздухом .приводит « серьезным недостатка.
Цель изобретения - интенсифицировать охлаждение валков без их контакта с охлаждающим веществом и улучшить условия деформации.
С этой целью охлаждающее вещество подводят изнут1ри к устано1вочным поверхностям шпинделей стана, постоянно контактирующим с валками.
Способ поясняется чертежом.
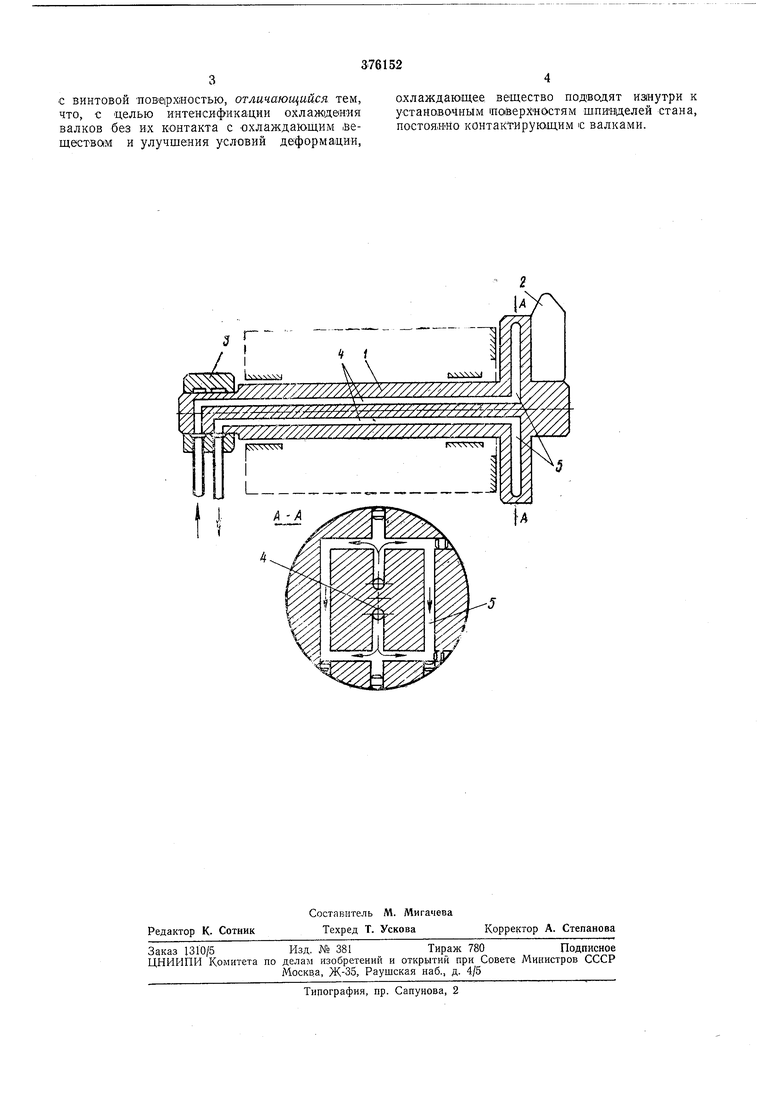
На фланцевом кОНце щпн-нделя 1 устаиовлен л закреплен валок 2. На друго.м конце шпинделя установлена муфта 3, осуществляющая подвод и отвод охлаждающего вещества к
шлинделю и от него. В шпинделе выполнены продольные каналы 4, соединяющие муфту с системой циркуляционных каналов 5 во фланце щпинделя, в непосредственной близости от их установочных поверхностей, плотно сопряженных с соответствующими поверхностями валков. Шпиндель смонтирован на оодшишниках в шпиндельной головке, закрепленной в прокатной клети стана.
Шпиндель с валком вращается от привода, муфта неподвижна. Валок от прокатываемых заготовок интенсивно нагревается и нагревает сопряженные с ним установочные пове(рхности фланца шпинделя. Охлаждающее вещест1во,
например вода, через муфту поступает в продольный канал шпинделя и по нему - в циркуляционную систему каналов во фланце шпинделя. Фланец шпинделя И сопряженный с ним валок гари этом охлаждаются за счет
их теплопроводности и теплоемкости охлаждающего вещества, которое отводится из фла1Нца по второму тродолвноМу каналу шпинделя и муфты на сброс. Интенсивность охлаждения регулируется
подачей охлаждающего вещества.
Предмет изобретения
Способ охлаждения валков станов продольно-винтовой прокатки сверл и других изделий
3
с винтовой повйрйностью, отличающийся тем, что, с щелью интенсификации охлажден ия валков без их контакта с охлаждающим йеществом и улучшения условий деформации.
4
охлаждающее вещество подводят изнутри к установочным шоверхнбстям щливделей стана, постояНМо контактирую1щим с валками.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2335376C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ | 2012 |
|
RU2487777C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ В ГИЛЬЗУ | 2020 |
|
RU2735436C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ | 2012 |
|
RU2486027C1 |
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 2006 |
|
RU2309809C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2024 |
|
RU2834940C1 |
| Способ изготовления инструмента избыСТРОРЕжущЕй СТАли | 1979 |
|
SU850684A1 |
| Прокатный валок | 1979 |
|
SU893278A1 |
У,//////
рлччччч
КЧЧЧЧЧЧ
