(54) ПРОКАТНЫЙ ВАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженный прокатный валок | 1980 |
|
SU910245A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| Способ изготовления прокатных валков | 1980 |
|
SU876222A1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Опорный валок | 1984 |
|
SU1245368A1 |
| ВАЛОК СТАНА ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2517647C1 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| Способ изготовления прокатного валка | 1978 |
|
SU710693A1 |
1
Изобретение относится к прокатному производству, в частности к листопрокатному производству, и может быть применено на многовалковых станах холодной прокатки нержавеющих сталей с масляным охлаждением и станиной закрытого типа.
Известны прокатные валки, выполняемые со сквозными осевыми отверстиями, цилиндрическими или выполненными с так называемыми камерами диаметром значительно большим, чем входные отверстия. В производственных условиях дополнительное охлаждение валков через осевое отверстие способствует созданию оптимального теплового режима и повышению стойкости валков 1.
Недостатком известных конструкций является малая интенсивность охлаждения валков. Такие валки неэффективны при использовании в станинах закрытого типа с масляным охлаждением, например на двадцативалковых станах, поскольку в осевых отверстиях практически отсутствует циркуляция охлаждаемой жидкости. Устройство внутреннего водяного охлаждения валков в таких станах сопряжено со значительным
усложнением всей конструкции стана и поэтому неприемлемо.
Также известен прокатный валок, характеризующийся тем, что содержит в своей полости трубчатую спиральную направляющую для подвода охладителя, представляющую собой центральную трубу, от которой отводятся спирально навитые трубки 2.
Недостатком известного прокатного валка является низкая интенсивность охлаждения и невозможность использования его fQ при прокатке на двадцативалковом стане в связи с небольшим диаметром прокатных валков.
Цель изобретения - повышение интенсивности охлаждения валка.
Поставленная цель достигается тем, что 55 в прокатном валке, содержащем спиральную направляюшую для охладителя, последняя выполнена в виде цилиндрического винтового шнека.
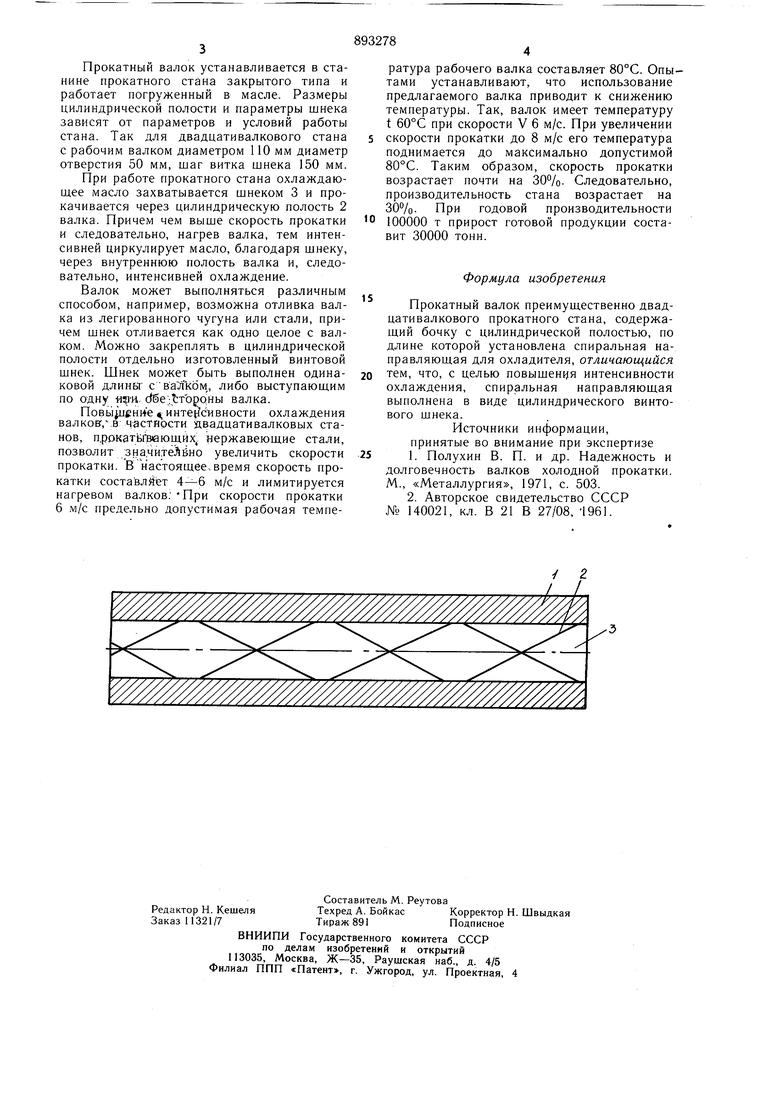
На чертеже изображен прокатный валок, общий вид, в разрезе.
20 Прокатный валок состоит из бочки 1 .с цилиндрической полостью 2 по всей длине, в которой установлен цилиндрический винтовой шнек 3.
Прокатный валок устанавливается в станине прокатного стана закрытого типа и работает погруженный в масле. Размеры цилиндрической полости и параметры шнека зависят от параметров и условий работы стана. Так для двадцативалкового стана с рабочим валком диаметром 110 мм диаметр отверстия 50 мм, шаг витка шнека 150 мм.
При работе прокатного стана охлаждающее масло захватывается шнеком 3 и прокачивается через цилиндрическую полость 2 валка. Причем чем выше скорость прокатки и следовательно, нагрев валка, тем интенсивней циркулирует масло, благодаря шнеку, через внутреннюю полость валка и, следовательно, интенсивней охлаждение.
Валок может выполняться различным способом, например, возможна отливка валка из легированного чугуна или стали, причем шнек отливается как одно целое с валком. Можно закреплять в цилиндрической полости отдельно изготовленный винтовой шнек. Шнек может быть выполнен одинаковой длины свалкбм,, либо выступающим по одну ед-и. dSeitTopQHbi валка.
Повь1 цение «, интенсивности охлаждения валков,в частности двадцативалковых станов, п.рокатЬ1эвЮ1Дих, нержавеющие стали, позволит зра.читеЛйно увеличить скорости прокатки. В настоящее.время скорость прокатки составлйёт 4-6 м/с и лимитируется нагревом валков;При скорости прокатки б м/с пpeдev ьнo допустимая рабочая температура рабочего валка составляет 80°С. Опытами устанавливают, что использование предлагаемого валка приводит к снижению температуры. Так, валок имеет температуру t 60°С при скорости V 6 м/с. При увеличении
скорости прокатки до 8 м/с его температура поднимается до максимально допустимой 80°С. Таким образом, скорость прокатки возрастает почти на 30%. Следовательно, производительность стана возрастает на 30%. При годовой производительности
100000 т прирост готовой продукции составит 30000 тонн.
Формула изобретения
Прокатный валок преимущественно двадцативалкового прокатного стана, содержащий бочку с цилиндрической полостью, по длине которой установлена спиральная направляющая для охладителя, отличающийся тем, что, с целью повышен я интенсивности охлаждения, спиральная направляющая выполнена в виде цилиндрического винтового шнека.
Источники информации, принятые во внимание при экспертизе 1. Полухин В. П. и др. Надежность и
долговечность валков холодной прокатки. М., «Металлургия, 1971, с. 503.
