1
Известны станки для формования профильной части бесконечных заготовок из полимерных материалов, например резиновых поликлинрвых ремней, содержащие обогреваемые профильные .параллельно и коисольно установленные ведомый и ведущий барабаны, Bipaщающиеся аг привода и связанные со средствами изменения их межосевого расстояния в процессе формования профильной части плоской заготовки, при ее многократной обкатке на .профильных бараба:нах.
Известные станки не обеопечивают качественного профилирования внутренних noiBepxностей бесконечных заготовок /приводных ремней.
С целью устрайвния указанного недостатка в предлагаемом станке рредства для изменения межосевого расстояния между профильными .барабанами выполнены в виде подвижной и фиксируемой стопорами на рельсовых направляющих тележки, несущей ведомый барабан, .и подвиждой от цривода на направляющих станииы |ка|ретк1И с ведущим барабайом.
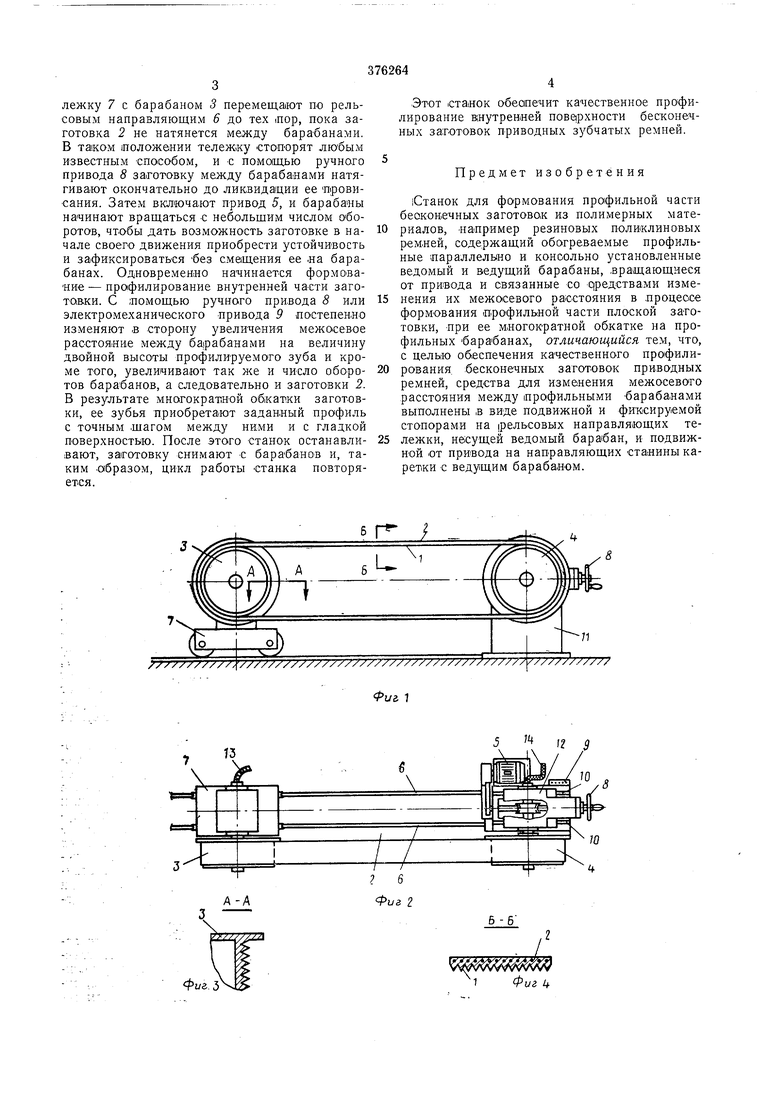
На фиг. 1 и 2 показан предлагаемый .станок в двух проекциях; на фиг. 3 - раз|рез по Л-А на фит. 1; на .фи.г. 4 - разрез по Б-Б па фи.г. 1.
Станок для формования профильной части / бесконеч ной заготовки 2 из полимерных материалов содержит обогреваемые профильные
параллельно и консольно установленные барабаны ведомый 3 и ведущий 4. Они вращаются от привода 5 и связаны со средствами изменения их межосевого расстояния, выполненными в виде подвижной и фиксируемой .стопорами на фельсовых направляющих 6 тележки 7, несущей ведомый барабан 3, и подвижной от ручного механического привода 8 или от электромеханического привода 9 на направляющих 10 станины 11 каретки 12, несущей ведущий барабан 4.
1Прив.од 5 вращения барабана 4 смонтирован не;подвижно на станине 11 станка. Вращение барабана 4 и барабана 3 осуществляется
с помощью гаривода 8, выполненного в виде червячной пары, у которой че1рвяк со своими подщнпниками неподвижно -смонтирован в корпусе станины 11, а червячное колесо вместе с кареткой 12 и барабаном 4 перемещаются
вдоль станИ|НЫ .// станка. Фиксированное положение тележки 7 находится в прямой зависимости от длины профилируемой заготовки 2. К барабанам 3 }i 4 для их нагревания подают пар по щлаН|гам 13 и 14.
Работает станок Следую1щим образом.
После нагрева.ния барабанов паром до задапной температуры, на .них надевают плоскую .бесконечную заготовку 2, например поликлипового ремня, имеющего слой сжатия, силовой слой и слой растяжения. При этом тележку 7 с барабаном 5 пер€мещ,а1ют по рельсовым направляющим 6 до тех лор, пока заготовка 2 не натянется между барабанами. В таком положении тележку стопорят известным способом, и с помощью ручного привода 8 заготовку между барабанами натягивают окончательно до ликвидации ее тровисания. Затем включают привод 5, и барабаны начинают вращаться с небольшим числом оборотов, чтобы дать возможность заготовке в начале своего движения приобрести устойчивость и зафиксироваться без смещения ее .на барабанах. Одновременно начинается формование - профилирование внутренней части заготовки. С ;помощью ручного привода 8 или электромеханического привода .9 пастепенло изменяют в сторону увели-чення межосевое расстояние между ба рабанами на величину двойной высоты профилируемого зуба и кроме того, увеличивают так же и число оборотов барабанов, а следовательно и заготовки 2. В результате многократной обкатки заготовки, ее зубья приобретают заданный профиль с точным шагом между ними и с гладкой поверхностью. После этого станок останавливают, заготовку снимают с барабанов и, таким .образом, цикл работы станка повторяется.
Этот станок обеапечит качественное профилирование виутревней поверхности бесконечных заготовок приводных зубчатых ремней.
Предмет изобретения
Станок для формования профильной части бесконечных заготовок из полимерных материалов, например резиновых полвклиновых ремней, содержащий обогреваемые профильные -параллельно и коноольно установленные ведомый и ведущий барабаны, вращающиеся от привода и связанные со рредствами изменения их межосевого расстояния в .процессе формования .профильной части плоской заготовки, -при ее многократной обкатке на профильных барабанах, отличающийся тем, что, с целью об1еспечения качественного профилирования бесконечных заготовок приводных ремней, средства для изменения межосевого расстояния между профильными барабанами выполнены в виде подвижной и фиюсируемой стопорами на рельсовых направляющих тележки, несущей ведомый барабан, и подвижной от привода на направляющих станины каретки с ведущим барабаном.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТЕНТВ-ТЕХШЧЕСВД | 1973 |
|
SU393116A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1969 |
|
SU255538A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| Приспособление для профилирования заготовок клиновых ремней | 1983 |
|
SU1077818A1 |
| Линия сборки автопокрышек | 1965 |
|
SU273922A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| СТАНОК ДЛЯ СБОРКИ И РЕЗКИ ВИКЕЛЕЙ НА ЗАГОТОВКИ, НАПРИМЕР КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU176384A1 |
5 г ;
