1
Изобретение относится к области автоматического управления и предназначено для .использования в системах программного 1правления сверлильными станками.
Известны устройства, управляющие циклом работы станка для глубокого сверления, содержащие измерительный блок, соединенный с блоком памяти глубины просверленного отверстия.
Недостатком этих устройств является малая надежность и точность работы.
Отличие описываемого устройства состоит в том, что о«о содержит логический коммутатор, блок исходного состояния, оперативный блок, блок управления режимом резания, блок выходных реле, шифратор -быстрого подвода сверла, шифратор рабочей подачи, шифратор выхода сверла и элементы совпадения. Причем выход измерительного (блока соединен со входом логического коммутатора, соответст1вующие выходы которого подключены ко входу .блока исходного состояния, оперативного блока и блока памяти глубины просверленного отверстия . Выход блока исходного состояния и первый ВЫХОД блока памяти Глубины просверленного отверстия через логический ком,мутатор подключены к другим входам оперативного блока, выход Которого соединен с одними входами двух элементов совпадения, а другие входы этих элементов соединены соответственно с выходом шифратора быстрого подвода сверла и шифратора рабочей подачи. Шифратор выхода сверла через логический коммутатор подключен к соответствующим входам оперативного блока и блока памяти просверленного отверстия. Ко входам блока выходных реле (Подсоединены выходы двух элементов совпадения и блока управления режимом резания, вход которого соединен со вторым выходом блока памяти глубины просверленного отверстия.
Это позволяет расширить функциональные ВОзможности устройства и повысить надежность его работы.
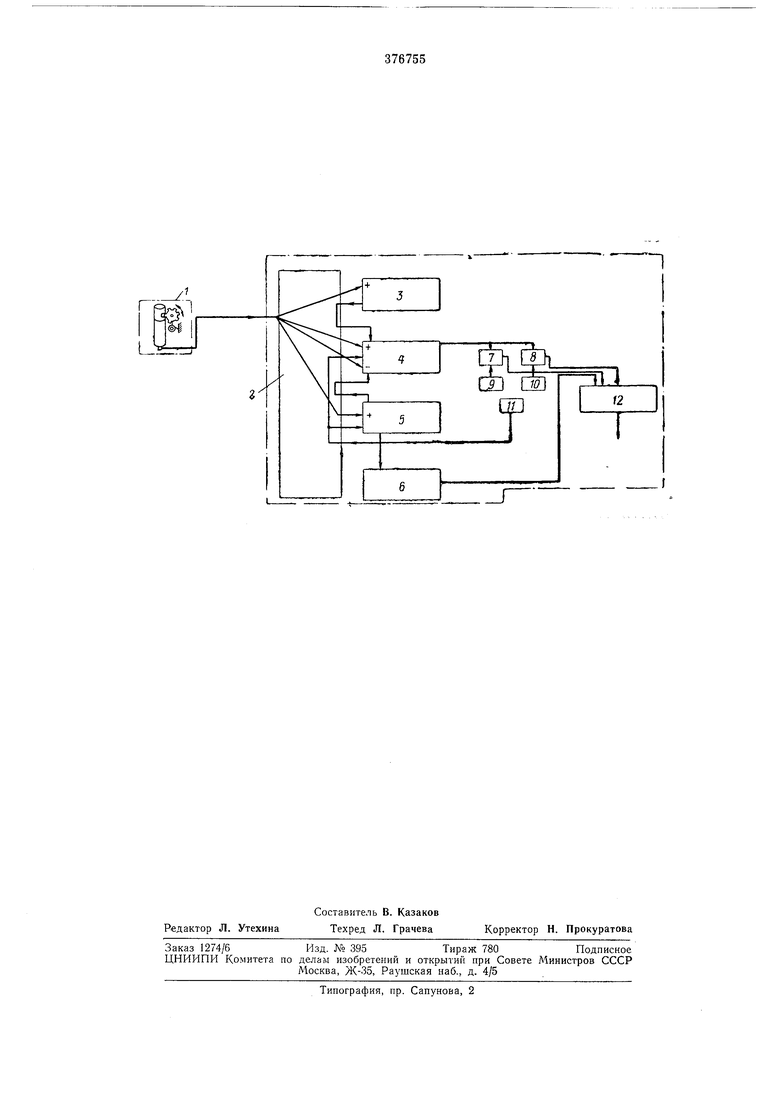
На чертеже показана функциональная схема описываемого устройства.
Устройство содержит импульсный датчик перемещения 1, логический коммутатор 2, блок исходного состояния 3, оперативный блок 4, блок памяти Глубины просверленного отверстия 5, блок управления режимом резания 6, элементы совпадения 7 и §, шифратор 9 быстрого подвода сверла, шифратор рабочей подачи 10, Шифратор // выхода сверла и блок выходных реле 12.
Устройство работает следующим образом.
Перед началом цикла работы в режиме наладки включается подвод головки к изделию, и исходное расстояние записывается в блок 3. При этом предварительно блок 3 устанавливается -в «О, а его вход подключается ко входу логического автомата. Импульсы от датчика 1 записываются в блок 3. В момент врезания инструмента в изделие запись импульсов исходного расстояния в блок 3 прекращается. Головка отходит в исходное состояние. Блок 5 устанавливается в «О, а затем величина выхода сверла из шифратора 11 передается в блок 5. Головка переводится в режим автоматической работы.
При включении цикла работы блок 4 предварительно устанавливается в «О, а информация об исходном расстоянии .из блока 3 передается в блок 4. После этого разрешается вычитание из ранее заиисанной величины в -блоке 4, которое осуществляется при перемещении головки вперед. При совпадении оставшегося пути с заданным на шифраторе 9 через элемент 7 включается управление переходом лривода подачи на вторую ступень скорости быстрого подвода. В -блоке 4 продолжается вычитание проходимого пути из записанного. При совпадении оставшегО;Ся пути с заданным на щи-фраторе 10 через элемент 8 прои-сходит переход привода на рабочую подачу. При вращении сверла в изделии величина выхода сверла из шифратора 11 передается в -блок 4, который лредварительно устанавливается в «О. Разрешается сложение в блоке 4, и открывается вход в блак 5. -После этого .импульсы от датчика 1 записываются в -блоках 4 и 5. При этом в этих блоках за1писывается глубина просверливаемого отверстия. Пр,и промежуточном отводе сверла ио команде перегрузки запрещается сложение в блоке 5 и разрешается вычитание в блоке 4. Когда блок 4 опустеет, запрещается передача из блока 3 в блок 4 информации о величине исходного расстояния и разрешается передача информации о глубине просверленного отверстия из блока 5 в блок 4. При этом в схеме станка включается реле быстрого подвода, и головка на первой стуцени скорости быстрого подвода перемещается к детали. Головка движется вперед, и в блоке 4 происходит уменьшение -числа (накопленной информации). Изменение скорости быстрого
под-вода осуществляется как и при первом проходе.
Управление скоростью резания по глубине отверстия осуществляется блоком 6. При совпадении глубины сверления с величиной, заданной на поле числовых упоров блока 6, включается шаговый искатель в схеме станка. Ламели искателя управляют скоростью вращения двигателя тривода шпинделя.
0гт
Предмет изоо.ретения
Логический автомат, управляющий циклом работы станка для глубокого сверления, содержащий .измерительный блок, соединенный
5 с блоком памяти глубины просверленного отверстия, отличающийся тем, что, с целью расширения -функциональных возможностей автомата, он -содержит логический коммутатор, блок исходного состояния, оперативный блок,
0 блок управления режимом резания, блок выходных реле, шифратор быстрого подвода сверла, шифратор рабочей подачи, шифратор выхода сверла и элементы совпадения; причем выход измерительного блока соединен со входом логического коммутатора, соответствующие -выходы которого подключены ко входу блока исходного состояния, оперативного блока и блока памяти глубины просверленного отверстия; выход блока исходного состояния
0 и первый ВЫХОД блока памяти глубины просверленного отверстия через логический коммутатор подключены к другим входам оперативного блока, выход которого соединен с одними входами двух элементов со-внадения, а
5 другие входы этих элементов соединены соответственно с выходом шифратора быстрого подвода сверла и шифратора рабочей подачи; шифратор выхода сверла через логический коммутатор подключен к соответствующим
0 входам оперативного блока и блока памяти просверленного отверстия; ко входам блока выходных реле подсоединены выходы двух элементов совпадения и блока управления режимом резания, вход которого соединен со
5 вторым выходом блока памяти глубины просверленного отверстия. Г 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЦИКЛОМ СТУПЕНЧАТОЙ ПОДАЧИ НА СТАНКАХ ГЛУБОКОГОСВЕРЛЕНИЯ | 1971 |
|
SU429927A1 |
| Устройство для коррекции дисбаланса коленчатого вала | 1986 |
|
SU1406456A1 |
| Сверлильная головка | 1984 |
|
SU1237320A1 |
| Устройство к сверлильному станку для управления ступенчатым сверлением | 1979 |
|
SU937113A1 |
| УСТРОЙСТВО К МНОГОШПИНДЕЛЬНОМУ СВЕРЛИЛЬНОМУ СТАНКУ ДЛЯ КОНТРОЛЯ ЗА ПРОЦЕССОМ СВЕРЛЕНИЯ | 1991 |
|
RU2085340C1 |
| Устройство автоматизированной подготовки программ для станков с ЧПУ | 1986 |
|
SU1354160A1 |
| Устройство для управления магнитной записью цифровой информации | 1980 |
|
SU964713A1 |
| Устройство для маркировки и поиска информации на магнитном носителе | 1978 |
|
SU680041A1 |
| Устройство для предохранения осевого инструмента от поломок | 1985 |
|
SU1294499A1 |
| Устройство для обработки и передачи информации учета товарной нефти | 1983 |
|
SU1129625A1 |