1
Изобретение относится к черной металлургии, конкретнее к яепрерьшиой разливке металлов.
Извест«ы сифонные системьг, |В которых применены магнитнопидродинамические устройств а, с помощью которых может осуществляться при|нудирельное движение металла по горизонтальномг/ или на,клОНпому керамическому каяалу и разогрев металла; в канале.
Недостатком таких сифоаиых систем является то, что в случае быстрой тра-нспортировки жидкого металла с высокой температурой и при высоКОМ давлении .керамические каналы. рабо1та-ют ненадежно.
Дредложеина я си|фон1ная система отличается от известной следующим.
Две стенки металлопровода, расположенного между подводящей и отводящей коробжами, имеют арочные формы, в которых с помощью специальных устройств BI продольном и поПеречном направлениях создаются усилия, обеспечивающие работу стенок мсталлюпровода только в условиях сж№ма-ющих напряжений.
В. подводящих и отводящих коробках сифопйой системы часть огнеупорной кладки въшолняется из электропроводного и теплопроводнОГо материала, нацример графита, которая с помощью привода (Может выдвигаться и перекрывать канал металлопровода
2 к которой поД)со-еди-Нены во1ДоОХЛаЖдаемые башмаки с .клеммами для подвода тока.
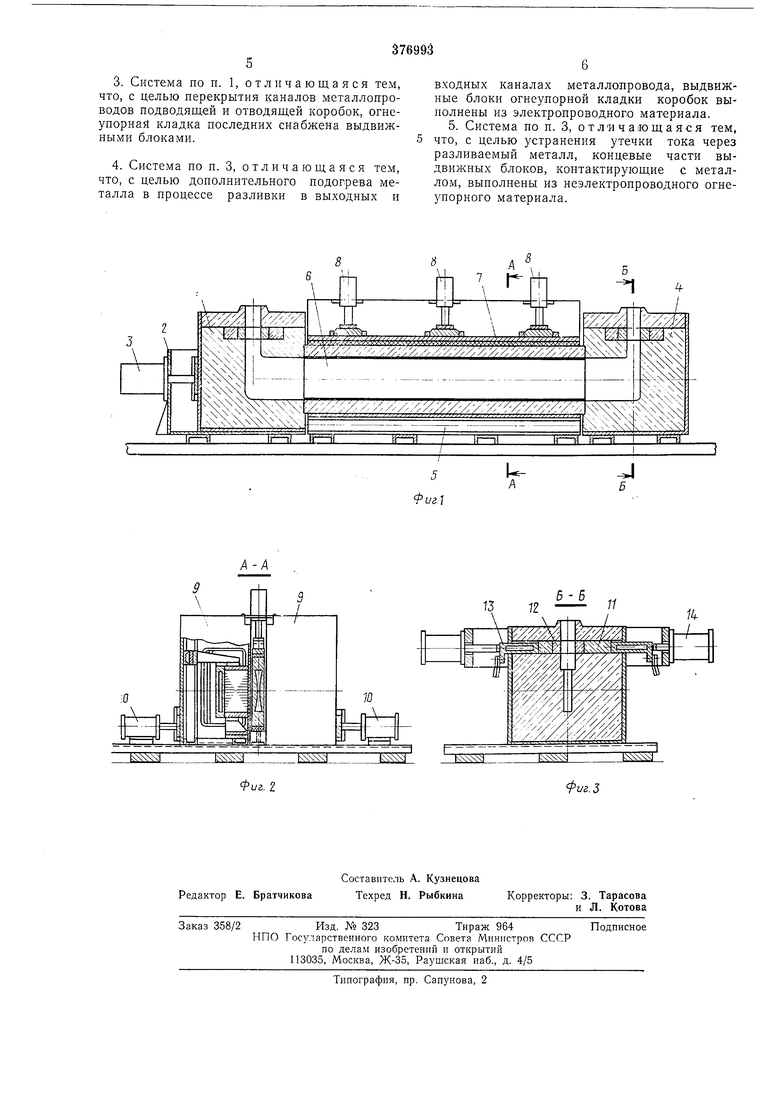
С целью устранения иекоторой утечки тока через разливаемый металл в сквозные отверСТИ1Я электропроводньгх выдвигаемых частей огнеупорной кладки вставлены неэлектропроводные опиеулорные элементы с отверстиям и. На фиг. 1 .влена предшагаемая сифонная система, продольный разрез; на
фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - раврез по Б-Б на фит. 1.
Огнеупорная кладка подводящей коробки 1 с каналами для прохода металла выполнена в незакрепленном , который вставлен
в закрепленный кожух 2. К кожуху 2 крепится привод 3, с помощью которого подвижная коробка может перемещаться в продольном направлении относи|тельно закрепленного коЖуха.
Между подвижной подводящей коробкой 2 и неподвижной отводящей коробкой 4 на подставке 5, имеющей теплоизоляцию, установлен плоский составной или сплощной металлопровод 6 с арочными сравнительно тонкими вертикальными и утолщенными горизонтальными стенками из огнеупорного материала.
Во внутрь металлопровода 6 вставлен пустотелый сердечник из тонкого листового металла.
Арочные формы вертикальных стенок металлопровода обеспечивают лзчшую его работу при значительных давлениях со стороны разливаемого металла и дают возможность иметь воздушный зазор между индуктором и каналом, благодаря чему уменьшается тепловое воздействие на индуктор насоса.
Сверху на металлопровод 6 установлена прижимная плита 7. К нижней части этой плиты крепится теплоизоляция. Плита прижимается к металлопроводу несколькими прижимными механизмами 8.
Прижимной механизм 8 может быть выполнен разной конструкции, например в виде пневмоцилиндра или гидроцилиндра, корпус которого закреплен в хомуте. Один конец хомута шарнирно крепится к корпусу одного индуктора, а противополол ный конец сцепляется с помошыо удерживающего устройства с корпусом второго индуктора.
С двух сторон плоского металлопровода 6 (фиг. 2) на наиравляюш,их установлены индукторы 9 индукционного насоса. Каждый индуктор имеет корпус, в котором смонтирован магнитопровод с водоохлаждаемыми обмотками.
Индукторы 9 соединены с приводом 10 перемещения, с помощью которого они подводятся и отводятся от плоского металлопровода 6.
В подводящей и отводящей коробках сифоит ной системы в продольных пазах установлены выдвигающиеся части 11 огнеупорной кладки, выиолненные из электропроводного материала. В отверстиях выдвигающихся частей И вставлены неэлектропроводные огнеупорные элементы 12 с отверстиями.
К выдвигающимся частям 11 с двух сторон прижаты водоохлаждаемые башмаки 13 с токоподводящими шинами.
Башмаки 13 поджимаются с помощью цилиндров 14, к которым подводится сжатый воздух или жидкость необходимого давления и которые в случае необходимости перемещают выдвигающиеся части 11 на определенное расстояние.
Сифонная система работает следующим образом.
Перед началом разливки иа свои места устанавливаются заранее подготовленные подводящая и отводящая коробки. Отводящая коробка 4 жестко подсоедиияется к кристаллизатору. Далее иа подставку 5 устанавливается металлопровод 6 и на него кладется прижимная илита 7.
Затем к металлопроводу 6 с помощью привода 10 подводятся индукторы 9. Движение индукторов ограничивается упорами на подставке 5.
На одном из индукторов через хомуты щарнирно закреплены механизмы 8 прижима. В нерабочем положении цилиндры прижима покоятся иа корпусе одного индуктора в горизонтальном положении. После установки индукторов в исходное положение цилиндры механизма прижима устанавливаются в вертикальном положении, а удерживающие их хомуты соединяются с корпусом второго индуктора.
Далее торцы металлопровода 6 обмазываются огнеуиорной массой и включается нривод неремещения подводящей коробки, который обеспечивает плотное прижатие металлопровода к гнездам подводящей и отводящей коробок и создание необходимого продольного усилия в металлопроводе. Затем включаются механизмы 8 прижима и создается необходимое поперечное усилие в металлопроводе.
Перед подачей разливаемого металла в сифонную систему разогревается металлопровод, за счет разогрева индукционными токами пустотелого металлического сердечника, вставляемого в металлоировод. Для этого индукторы включаются на режим разогрева.
Огнеупорная керамика на входе и выходе металлоироводов иодводящей и отводящей коробок разогревается за счет разогрева током выдвигающихся электропроводных частей И огнеупорной кладки.
Разогревом отдельных элементов сифонной системы до определенной температуры заканчивается ее подготовка к приему и пропусканию металла.
Металл подается в сифонную систему после подсоединения к подводящей коробке разливочного или промежуточного ковша.
Одновременно с подачей металла в сифонную систему включается на режим подачи индукционный насос.
В процессе разливки электрический ток к электропроводным выдвигающимся частям 11 подводящей и отводящей коробок в зависимости от необходимости может подключаться и отключаться.
В конце разливки подача тока к выдвигающейся части огнеупорной кладки отводящей коробки прекращается, и эта часть с помощью цилиндра 14 продвигается в поперечном направлении, перекрывая выходное отверстие отводящей коробки. После перекрытия отверстия затвердевает конец отливаемого слитка.
Формула изобретения
1.Сифонная система для транспортирования жидкого металла из ковша в кристаллизатор установки непрерывной разливки с верхней выдачей слитка из радиального кристаллизатора, состоящая из нодводящей и отводящей коробок, металлопро;вода и электромагнитного насоса, отличающаяся тем, что, с целью обеспечения передачи металла через сифонную систему при условии значительного да;вления в металлопроводе, боковые стенки металлопровода выполнены в виде арок.
2.Система по п. 1, отличающаяся тем, что, с целью создания в стенках металлопровода во время разливки только сжимающих напряжений, иа верхней торцовой его стенке установлена прижимная плита, а подводящая коробка выполнена с возможностью перемещения в продольном направлении.
3.Система по п. 1, отличающаяся тем, что, с целью перекрытия каналов металлопроводов подводящей и отводящей коробок, огнеупорнай кладка последних снабжена выдвижными блоками.
4.Система по п. 3, отличающаяся тем, что, с целью дополнительного подогрева металла в процессе разливки в выходных и
входных каналах металлопровода, выдвижные блоки огнеупорной кладки коробок выполнены из электропроводного материала.
5. Система по п. 3, отли ч ающа яся тем, что, с целью устранения утечки тока через разливаемый металл, концевые части выдвижных блоков, контактирующие с металлом, выполнены из неэлектропроводного огнеупорного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлопровод горизонтальной установки непрерывного литья | 1982 |
|
SU1077141A1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| Металлопровод | 1980 |
|
SU929314A2 |
| Способ горизонтальной непрерывной разливки металлов и установка для его осуществления | 1979 |
|
SU1109243A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| Промежуточное разливочное устройство для многоручьевой установки непрерывного литья | 1990 |
|
SU1726110A1 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ТОНКИХ ПОЛОС | 2002 |
|
RU2253541C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
Фиг. 2
/4
ifz.S
