Изобретение относится к металлургии, конкретнее к установкам для получения тонких полос, и может быть использовано при непрерывной разливке металлов сплавов, в частности стали.
В настоящее время в виде листов производят до 60% выплавляемой стали. В промышленно развитых странах в качестве заготовок для производства листов используют преимущественно слябы, отливаемые на машинах непрерывного литья заготовок (МНЛЗ), толщина которых составляет, в основном, 200-300 мм, и в меньшей степени - слябовые слитки со значительно большей толщиной.
В современном машиностроении значительную часть потребляемой продукции составляют тонкие полосы (ленты) толщиной 0,5-10 мм. Для сортамента таких полос достаточно отливать тонкие слябы толщиной 1-15 мм, производство которых в обычном кристаллизаторе сопряжено с определенными трудностями.
В соответствии с изложенным очевидна острая необходимость изыскания новых решений в конструкциях установок, обеспечивающих более простые и надежные способы промышленного производства тонких полос непрерывной отливкой.
Известно устройство для получено тонких слябов, в котором кристаллизатор имеет локально расширенное сечение в зоне размещения разливочного стакана. Образованное при литье утолщение в отливке затем устраняют посредством деформации при вытяжке заготовки из кристаллизатора (Браскульи Г. и др. “Первый промышленный агрегат для коррозионных сталей на заводе фирмы AST FCCIFI, SPECIAL TERNI”, Черные металлы, 2001 г., июль-август, с.38-46).
Недостатком этого решения является невозможность получения в обычном кристаллизаторе отливки толщиной меньше 5 мм из-за большой величины сопротивления вытяжки заготовки из щелевого кристаллизатора, вызывающей разрыв оболочки отливки, а также отсутствия в кристаллизаторе места для размещения в нем разливочного стакана.
Известно получение тонких полос в двух вращающихся валках-кристаллизаторах, в разъем которых подают жидкий металл из промежуточной емкости (Зенк Д. и др. “Свойства непрервывно-литых отливок, изготовленных по двухроликовому способу литья”. Черные металлы, 1988, сентябрь-октябрь, с.51-58).
Анализ работы известных установок с использованием двух валков-кристаллизаторов выявил трудности в стыковке валкой пары с устройством подачи в зазор между валками жидкого металла. В частности, при подаче в зазор между валками жидкого металла, например, струйным способом затрудняется устойчивое истечение металла через небольшие сечения отверстий в распределителе промежуточной емкости (промемкости). Кроме того, при струйном вводе металла имеет место неравномерное строение макроструктуры полосы из-за очагового расположения тепловых центров струй вдоль образующих валков.
Подвод металла другими способами через промежуточную емкость, контактирующую на всей длине с валком, осуществить сложно. Это объясняется тем, что при развитой поверхности истока жидкого металла в межвалковое пространство существует проблема поддержания постоянства температуры, что значительно снижает устойчивость процесса разливки.
Наиболее близкой к заявленному изобретению является установка для получения тонких полос, содержащая две пары водоохлаждаемых валков-кристаллизаторов, расположенных попарно без зазора, в виде блоков, установленных с образованием межвалковой емкости, с ограничителем слива жидкого металла, расположенным с одного торца блока и выполненным в виде неподвижной торцевой плиты, металлопровод для подачи жидкого металла в межвалковую емкость, привод синхронного вращения, тянущие валки и средства выдачи полос для дальнейшей обработки (ГЕРМАНН ЭРХАРД, Непрерывное литье, Справочное издание, пер. нем., ГНТИ литературы по черной и цветной металлургии, М., 1961, с.33-34, рис.56 и 57).
Известная установка позволяет получать сразу две тонкие полосы, вытягиваемые тянущими валками. Система подвода металла снизу позволяет поддерживать его температуру на постоянном уровне путем добавления более теплого или холодного металла. Имеются средства для регулирования охлаждающего действия валков и скорости их вращения.
Однако в известной установке не предусмотрена возможность регулирования зазора между блоками валков кристаллизаторов по ходу разливки, кроме того, подача металла в зазор между валками по образующей недостаточно равномерна, что приводит к снижению стабильного получения тонких полос с равномерной макроструктурой.
Задачей заявленного изобретения является создание экономной установки для получения тонких полос с более упрощенными требованиями к жидкому металлу, позволяющей по ходу процесса разливки, в случае необходимости, получать полосы различной толщины и ширины.
Техническим результатом является обеспечение стабильного получения тонких полос с равномерной макроструктурой, расширение технологических возможностей установки, повышение выхода годного.
Это достигается тем, что известная установка для получения тонких полос, содержащая две пары водоохлаждаемых валков-кристаллизаторов, расположенных попарно без зазора, в виде блоков, установленных с образованием межвалковой емкости, с ограничителем слива жидкого металла, расположенным с одного торца блока и выполненным в виде неподвижной торцевой плиты, металлопровод для подачи жидкого металла в межвалковую емкость, привод синхронного вращения, тянущие валки и средства выдачи полос для дальнейшей обработки, по изобретению снабжена механизмом регулирования зазора между блоками валков-кристаллизаторов, соответствующего толщине получаемых полос, промежуточной емкостью и блоком нанесения на поверхность валков-кристаллизаторов материала, не смачиваемого жидким металлом, при этом блок валков-кристаллизаторов расположен на панели, образованной верхней и нижней плитами, жестко соединенными между собой.
Кроме того, установка может иметь второй ограничитель слива жидкого металла в виде неподвижной торцевой плиты, расположенный с другого торца блока валков-кристаллизаторов.
Каждый из ограничителей слива может быть выполнен обогреваемым.
Межвалковое пространство в заявленной установке является емкостью, которая не только снабжает жидким металлом пространство на стыке валков-кристаллизаторов, но и практически подает жидкий металл на всю рабочую половину поверхности валков, сразу как минимум на четыре валка, когда большая часть тепла не просто теряется в подводящей системе, а отводится валками, за исключением торцов, формируя одновременно как минимум две отливки.
Соответственно, более упрощенным становятся требования к жидкому металлу при обеспечении удовлетворительного качества поверхности отливок. Обеспечивается возможность получения, в случае необходимости, не только тонких полос (лент), но и протяженных листов большей ширины и толщины (на порядок больших, чем в известных установках).
Заявленная установка позволяет формировать при непрерывной разливке отливки с обжатием и без обжатия, подводить металл в межвалковое пространство как сверху, так и “сифоном” при угле наклона осей блока парных валков-кристаллизаторов по отношению к горизонту, равном 0-90°, получать в ходе разливки литые заготовки различной ширины и толщины.
Заявленное изобретение поясняется чертежами.
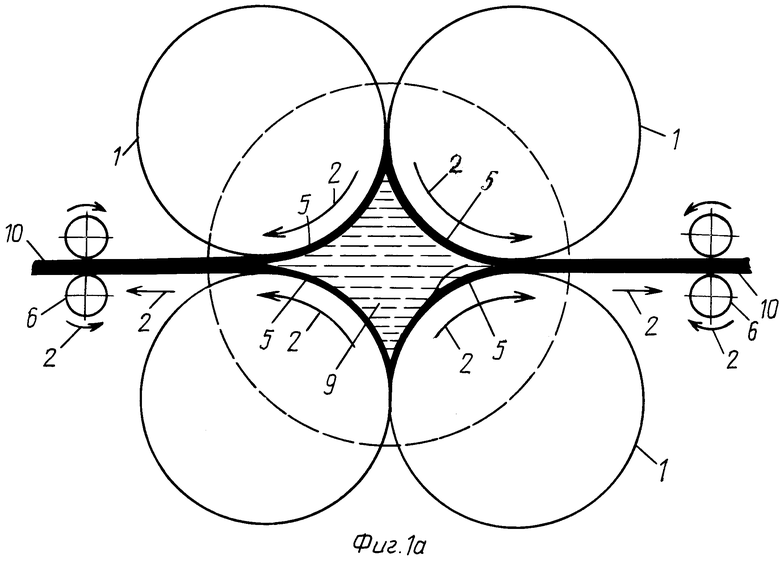
На фиг.1а изображена принципиальная схема установки, состоящей из двух пар валков-кристаллизаторов.
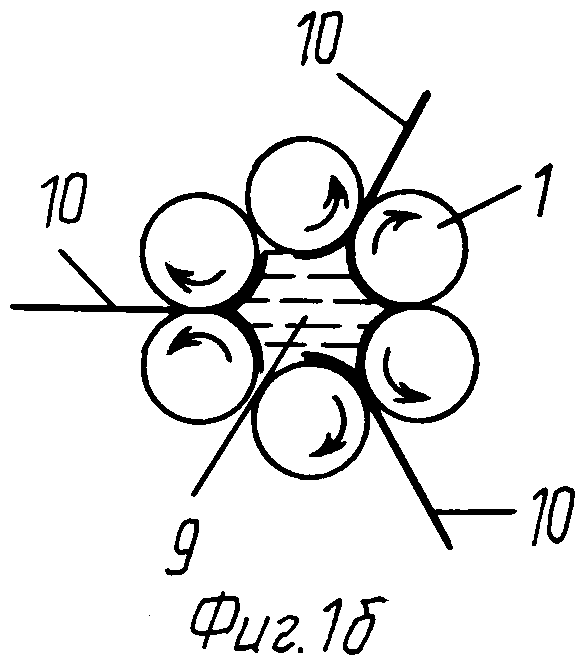
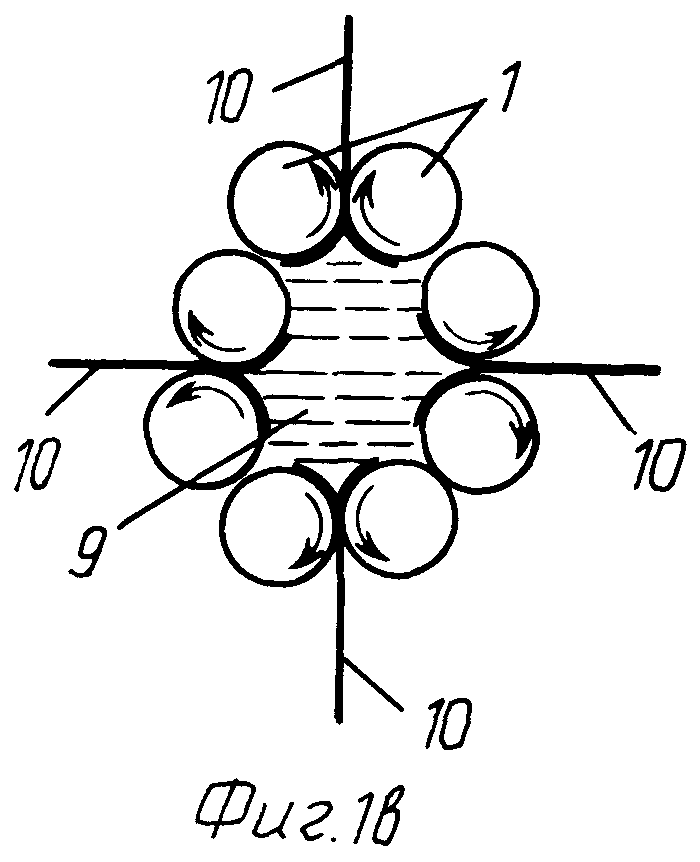
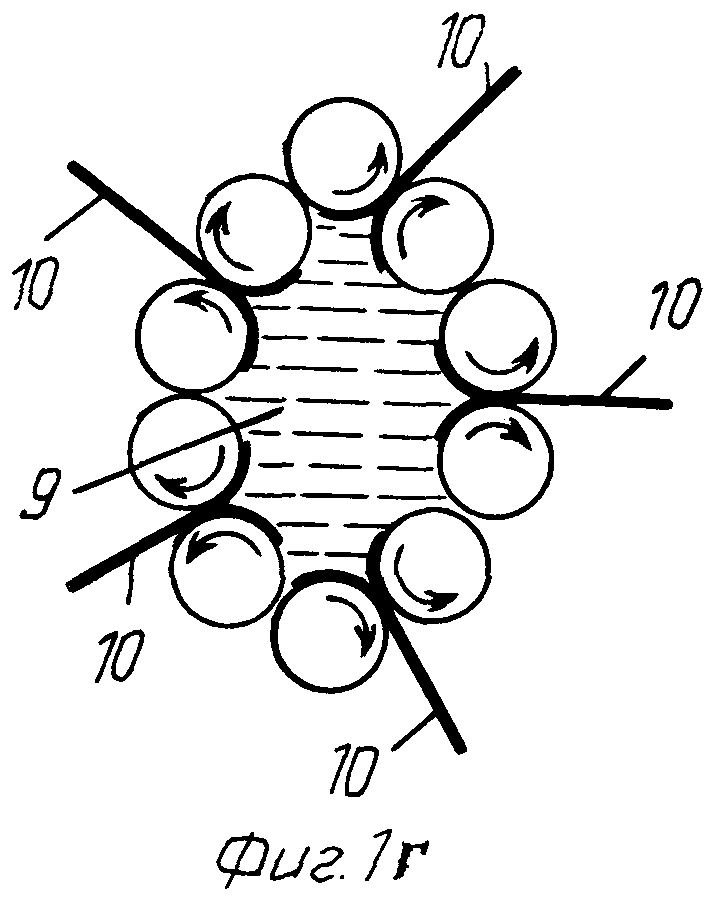
На фиг.1б, 1в, 1г изображены принципиальные схемы вариантов установки соответственно с тремя, четырьмя и пятью парами валков-кристаллизаторов.
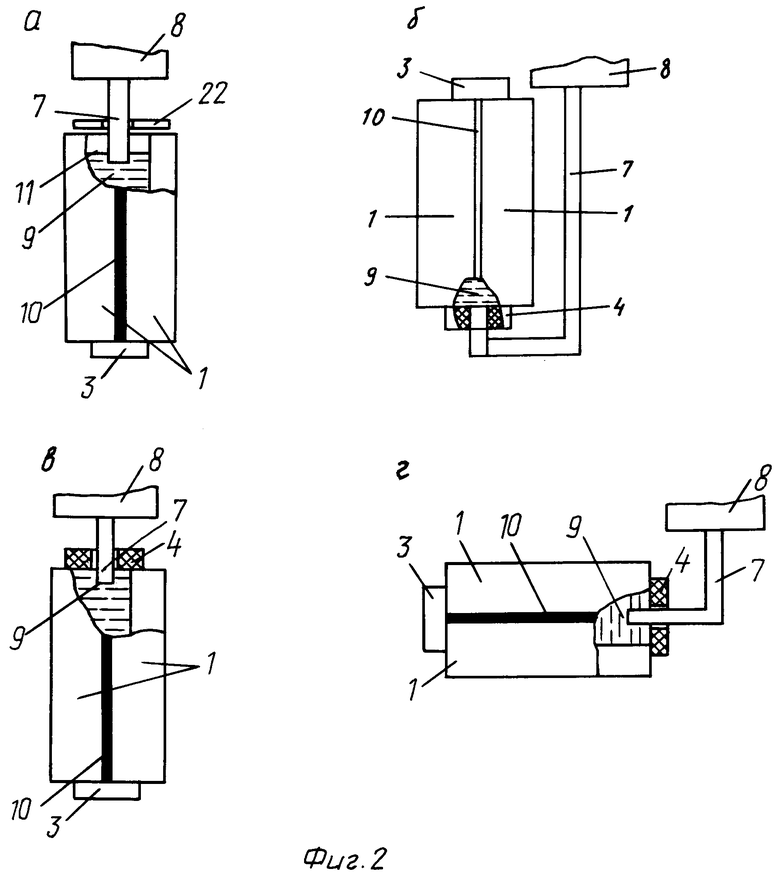
На фиг.2а, 2б, 2в и 2г показаны схемы вариантов ввода жидкого металла в межвалковую емкость с помощью промежуточной емкости и металлопровода.
На фиг.3 изображена схема блока пары валков-кристаллизаторов.
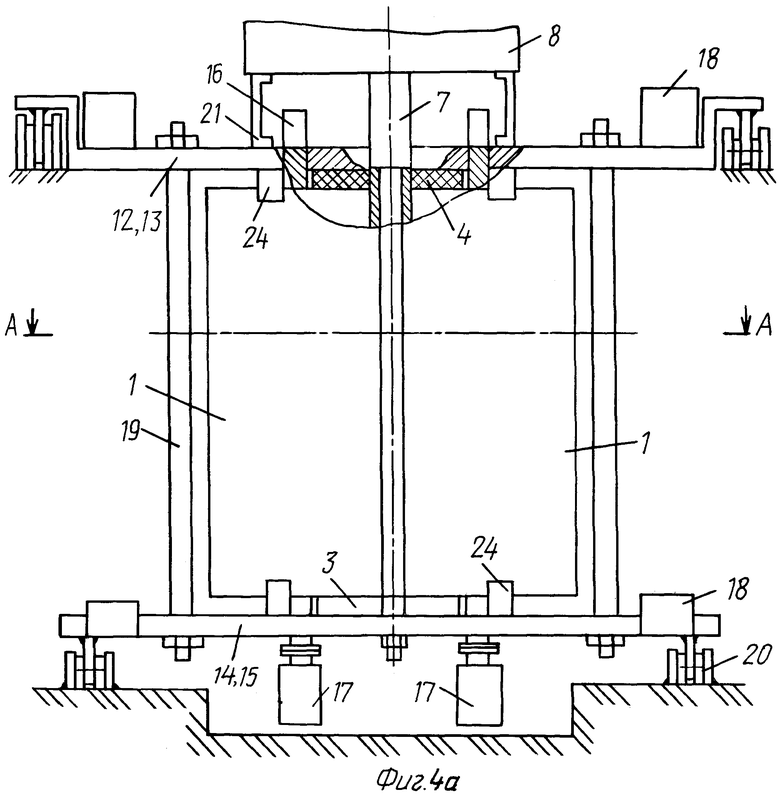
На фиг.4а изображен общий вид установки, состоящей из двух пар валков-кристаллизаторов.
На фиг.4б - вид по А-А фиг.4а.
Элементы, приведенные на указанных чертежах, обозначены следующим образом:
1 - валок-кристаллизатор блока кристаллизаторов, 2 - направление вращения валков кристаллизаторов, роликов и вытяжки отливки, 3 и 4 - неподвижные торцевые обогреваемые или необогреваемые плиты, 5 - затвердевшая на валках полоса (формирующаяся часть отливки), 6 - ролики, 7 - металлопровод, 8 - промемкость, 9 - жидкая ванна в межвалковой емкости, образуемая валками, 10 - сформированная отливка, 11 - жидкий шлак или утеплительная засыпка, 12, 13 и 14, 15 - верхние и нижние плиты для удержания валков, 16 - оси валков, 17 - привод для синхронного вращения валков, 18 - механизм для установки зазора (толщины отливок) между двумя парами валков на панелях, 19 - стержни для стяжки конструкции установки, 20 - катки для перемещения устройства, 21 - подставка для промемкости, 22 - крышка, 23 - направление движения панели, 24 - опоры на основе скольжения или качения.
Принцип работы устройства поясняется с помощью фиг.4а и 4б, где оно схематично изображено в подготовленном к разливке состоянии.
Устройство содержит две пары валков-кристаллизаторов. Каждая пара располагается на своей панели между верхними и нижними плитами 12, 13, 14, 15. Плиты жестко скреплены связками 19. Одна или обе плиты и панели установлены на катки 20 и могут приводами 18 перемещаться самостоятельно или относительно другой неподвижно закрепленной.
С помощью плит 12, 13, 14, 15 осуществляется прижим обогреваемых плит 3, 4 к торцам валков-кристализаторов.
При вертикальном расположении блока валков верхнее сечение межвалкового пространства может быть открытым (фиг.2а) или закрытым (фиг.2в). В первом случае зеркало металла может быть закрыто жидким шлаком 11 либо теплоизоляционной засыпкой (например, чешуйками вермикулита или слюды). При защите зеркала металла шлаками или засыпкой и при открытом зеркале сверху в межвалковое пространство 9 может подаваться инертный или защитный газ, снижающий возможность окисления разливаемого металла.
На фиг.2а-г и 4а показаны варианты ввода жидкого металла в межвалковое пространство с помощью промемкости 8 и металлопровода 7.
Вращение валков 1 осуществляется приводами 17 или единым приводом. Все валки-кристаллизаторы вращают синхронно. Валки 1, расположенные на каждой панели, размещают таким образом, чтобы между ними не образовывался зазор, а вращение устанавливалось с таким расчетом, чтобы оно было бы направлено вовнутрь межвалкового пространства, без скольжения относительно друг друга. Не допускается скольжение валков относительно друг друга и валков, расположенных на панелях.
Зазор, определяющий толщину отливки, устанавливается приводом 18. Отливаемая заготовка может формироваться с обжатием и без обжатия в валках-кристаллизаторах 1. Толщина затвердевшего слоя 5 на валках определяется размерами диаметра, скоростью вращения валков 1, составами и температурой стали.
Перед разливкой и в процессе отливки на поверхность валков наносят тонкий слой углеродосодержащего материала, что обеспечивает несмачивание валка жидким металлом.
Обогрев торцевых неподвижных плит 3 и 4 проводят перед разливкой и во время формирования отливок 10.
По одному из вариантов перед подачей металла в межвалковое пространство устанавливают заданный зазор между валками плит приводом 18, после этого подают также питание на привод 17 и вращают валки таким образом, чтобы крайние валки на плитах, образующие зазор, вращались в направлении выхода из межвалкового пространства. При поступлении жидкого металла в межвалковое пространство начинается формирование отливки с заданными параметрами.
При управлении устройством по программе более экономная работа устройства достигается на стадиях старта, рабочего режима и финиша. При таком управлении зазор перед разливкой предварительно не устанавливается. С подачей жидкого металла установление величины зазора и скорости вращения валков связывается со скоростью поступления жидкого металла в межвалковое пространство. При этом вначале устройство на стадии старта формирует минимальную толщину отливки 10, и при достижении заданной ширины (высоты) отливки ее толщину доводят до заданных параметров. Соответственно конец разливки (финиш) выполняют в обратном порядке.
Следует иметь в виду, что приведенные чертежи-эскизы являются схематичными и фрагментарными. Например, при открытом зеркале не показана крышка. Такая крышка удерживает защитную атмосферу, например, при подаче аргона он защищает от окисления зеркало жидкого металла.
Устройство для разливки листа-ленты, в соответствии с настоящей заявкой, может иметь различные размеры и может быть предназначено для разливки различных металлов и сплавов. Оно пригодно, например, для разливки углеродистой и легированной стали в форме листа толщиной до 10 мм или меньше, шириной до 2-3 метров.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| Способ получения тонких микрокристаллических широких лент из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава | 2021 |
|
RU2790333C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2426619C1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1980 |
|
SU875716A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОТЛИВКИ И СОВМЕЩЕННОЙ ПРОКАТКИ ЗАГОТОВОК | 1984 |
|
SU1297330A1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| Устройство для непрерывного литья заготовок | 1978 |
|
SU770650A1 |


Изобретение относится к металлургии, в частности к устройствам для получения тонких полос при непрерывной разливке металлов и сплавов. Установка для получения тонких полос содержит две пары водоохлаждаемых валков-кристаллизаторов, расположенных попарно без зазора, в виде блоков, установленных с образованием межвалковой емкости, с ограничителем слива жидкого металла, расположенным с одного торца блока и выполненным в виде неподвижной торцевой плиты, металлопровод для подачи жидкого металла в межвалковую емкость, привод синхронного вращения, тянущие валки и средства выдачи полос для дальнейшей обработки. Она также снабжена механизмом регулирования зазора между блоками валков-кристаллизаторов, соответствующего толщине получаемых полос, промежуточной емкостью и блоком нанесения на поверхность валков-кристаллизаторов материала, не смачиваемого жидким металлом. Блок валков-кристаллизаторов расположен на панели, образованной верхней и нижней плитами, жестко соединенными между собой. Технический результат - обеспечение стабильного получения тонких полос с равномерной макроструктурой, расширение технологических возможностей установки, повышение выхода годного. 2 з.п. ф-лы, 11 ил.
| ГЕРМАНН ЭРХАРД, Непрерывное литье, Справочное издание, пер | |||
| нем., ГНТИ литературы по черной и цветной металлургии, М., 1961, с.33-34, рис.56 и 57 | |||
| Машина для непрерывной отливки листа из стали и цветных металлов | 1958 |
|
SU120634A1 |
| RU 2060100 С1, 20.05.1996 | |||
| US 4754802 А, 05.07.1988. | |||

